管帽成形模设计
2025-03-14
介绍了管帽成形模的结构及主要零部件设计。通过采用增加零件工艺凹腔 ,将凸、凹模做成镶拼式 ,顶件器做成分体式等多种方法 ,提高了成形零件的质量 ,解决了原模具使用寿命短等问题

 管帽落料、拉伸、冲孔复合模设计
管帽落料、拉伸、冲孔复合模设计 分析了工件管帽的工艺特点,介绍了模具结构与工作过程以及主要零件设计要点,并用solidworks进行三维实体造型。
G52管帽多工位级进模设计 根据g52管帽零件冲压工艺特点,对模具总体结构和中孔翻孔、翻斜孔、拉深壳体等关键工序进行了优化组合,设计了多工位级进模。生产实践证明:模具结构合理,制件质量稳定,可满足企业生产要求。
编辑推荐下载
格式:pdf
大小:202KB
页数:3P
人气:69
 4.7
4.7
套管帽注塑模具设计 套管帽模具采用圆弧抽芯结构、直线抽芯结构等设计,分析了圆弧抽芯的动作要点,阐述了模具中重要零件设计过程,设计的模具达到了套管帽脱模的要求。经过实践证明,该模具结构合理,圆弧抽芯脱模顺利,模具能适应批量生产,产品无缺陷等。
格式:pdf
大小:1.6MB
页数:5P
人气:69
4.5
不锈钢管帽拉深级进模设计 分析了不锈钢管帽原成形工艺存在的缺点,论述了新工艺的分析计算,介绍了零件排样图设计和拉深级进模结构。模具结构合理,产品质量稳定,大大地降低了工人的劳动强度和生产制造成本,显著提高了模具使用寿命和生产效率。
热门文档 管帽成形模设计

格式:pdf
大小:75KB
页数:1P
人气:69
4.4
介绍一种安全低廉的封管帽 用中心静脉置管(临时或半永久)建立血液透析通路已广泛用于临床,但每次透析后封管(或因管道相关性感染后须每日抗生素封管)帽盖的合理使用是每个透析单位面临的问题。我科现采用的帽盖安全、价格低廉,值得推广。
格式:pdf
大小:30KB
页数:2P
人气:69
4.4

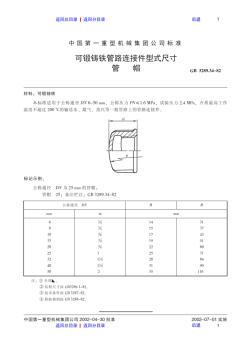
直径高度h下料直径高度h下料 φ2538657φ406178600 φ2738657φ426178630 φ3238757φ450203680 φ383878φ500230770 φ453890φ550254840 φ6038105φ600267910 φ7638130φ650267950 φ8951155φ7002671000 φ10864180φ7502671030 φ11464190φ8002671090 φ14076220φ9002671200 φ15989255φ10003041330 φ16889265φ11003431460 φ219102335φ12003431570 φ273127415 φ325152490
格式:pdf
大小:75KB
页数:1P
人气:69
4.8
介绍一种安全低廉的封管帽 用中心静脉置管(临时或半永久)建立血液透析通路已广泛用于临床,但每次透析后封管(或因管道相关性感染后须每日抗生素封管)帽盖的合理使用是每个透析单位面临的问题。我科现采用的帽盖安全、价格低廉,值得推广。
格式:pdf
大小:313KB
页数:1P
人气:69
4.6
巧用集尿袋引流管帽做导尿管夹 在临床工作中,有很多长期留置导尿的患者尿管夹,多次开关后出现坏的现象,还有部分厂家制的尿管原本就无尿管夹,此时有很多家属便用纸夹、线绳、胶布等来代替尿管夹。这些方法各有弊端,纸夹有棱角,易划伤患者皮肤,线绳和胶布使
精华文档 管帽成形模设计
格式:pdf
大小:727KB
页数:4P
人气:69
4.4
蒸汽过热炉集气管管帽失效原因分析 对取自蒸汽过热炉辐射室集气管出口管线管帽失效部位的材料进行了腐蚀部位宏观形貌检查、化学成分、夹杂物、金相组织、氧化物、扫描电镜观察及能谱分析,认为封头是在高温蒸汽的冲刷腐蚀和高温氧化腐蚀的联合作用下破坏的。材料的成分符合标准要求,夹杂为沉淀强化第二相,金相组织中含晶粒度为10.5级的细晶粒条带,在晶界析出了铬的化合物,铬未完全溶入奥氏体中。结合使用工况、热处理条件,认为管帽固溶处理温度偏低、时间过短、铬未完全固溶、晶粒过于细小是材料在高温下强度过低、抗氧化能力较低的主要原因,应提高管帽固溶处理温度,同时也可对进出口管线端头的设计进行适当改进。
格式:pdf
大小:275KB
页数:10P
人气:69
4.4

常用管件产品重量/体积表 使用说明 1本表的管件重量依据asmeb16.9/asmeb16.11等相关规范使用的外径和壁厚进行计算,计算中适当考虑了工艺选料和制造情况对产品重量的影响(如 厚度补偿);故此表所列重量为单件产品的近似净重,供参考。 表格中管表号带s的为不锈钢管件重量,其余为碳钢重量;在查阅不锈钢管件重量时应注意同一管表号的壁厚值碳钢与不锈钢可能不同。 290°弯头重量计算公式:w=9.685*10-6r(d2-d2) 式中:w—90°弯头重量,kg; r—弯头的曲率半径(结构尺寸),mm; d—弯头外径,mm; d—弯头内径,mm。 弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。 45°、180°弯头的重量分别按90°弯头重量的1/2


最新文档 管帽成形模设计

格式:pdf
大小:229KB
页数:10P
人气:69
4.5
![[参考实用]常用钢制管件(弯头、三通、异径管、管帽)理论重量体积表](https://files.zjtcn.com/group1/M00/2F/BF/CgoBZ2AcyO-ATEUbAAAWiHy5BDE764.jpg)
[重点实用参考文档资料] [重点实用参考文档资料] 常用管件产品重量/体积表 使用说明 1本表的管件重量依据asmeb16.9/asmeb16.11等相关规范使用的外径和壁厚进行计算,计算中适当考虑了工艺选料和制造情况对 产品重量的影响(如厚度补偿);故此表所列重量为单件产品的近似净重,供参考。 表格中管表号带s的为不锈钢管件重量,其余为碳钢重量;在查阅不锈钢管件重量时应注意同一管表号的壁厚值碳钢与不锈钢可能不 同。 290°弯头重量计算公式:w=9.685g10-6r(d2-d2) 式中:w—90°弯头重量,kg; r—弯头的曲率半径(结构尺寸),mm; d—弯头外径,mm; d—弯头内径,mm。 弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。 [重点实用参考文档资料] [重点实用参考文档资料] 45°、180°弯头的重量分

格式:pdf
大小:1.3MB
页数:3P
人气:69
4.4
螺帽注射模设计改进 以工业电器螺帽为例,介绍了一种通过型芯旋转实现小空间环形倒扣脱模方法,此模具结构简单,工艺加工性好,提高了模具的生产效率。
格式:pdf
大小:230KB
页数:未知
人气:69
4.8
波纹管帽级进模设计 图1所示冲压件为家用电冰箱温度控制器的关键零件之一,该零件的冲压难题是一次成形高度超高。我们在试制时,曾想通过二次成形来完成,但仍发生破裂。后将其冲压板料增厚到1mm,才勉强成形。此时,已与冲压零件设计图纸要求不符。在生产实
格式:pdf
大小:193KB
页数:未知
人气:69
4.7
管帽拉延工艺及模具 针对管帽零件的技术要求,通过试制确定了合理的冲压工艺方案,设计了相应模具,应用效果良好,制件质量达到了图纸设计要求
格式:pdf
大小:243KB
页数:未知
人气:69
4.8
管帽拉伸工艺及模具 针对管帽零件的技术要求,通过试制确定了合理的冲压工艺方案,设计了相应的拉伸模,应用效果良好,制件质量达到了图纸设计要求。
文辑创建者
我要分享 >
职位:高级电气工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐