高速钢钻头钻削参数
2025-04-24
表 1 高速钢钻头钻孔的进给量 钻头直径 d0 (mm) 钢σb(MP) 铸铁、钢及铝合金 HB 1000 ≤ 200 >200 进给量 f(mm/r) ≤2 0.05--0.06 0.04--0.05 0.03--0.04 0.09--0.11 0.05--0.07 >2--4 0.08--0.10 0.06--0.08 0.04--0.06 0.18--0.22 0.11--0.13 >4--6 0.14--0.18 0.10--0.12 0.08--0.10 0.27--0.33 0.18--0.22 >6-8 0.18--0.22 0.13--0.15 0.11--0.13 0.36--0.44 0.22--0.26 >8--10 0.22--0.28 0.17--0.21 0.13--0.17 0.47--0.57 0.28--0.


至佳刀具:谈谈obs高速钢钻头 高速钢钻头 知道全球每年要消耗多少支麻花钻吗?您可能不知道,我也 不知道!要知道这个数字可能要比知道牛上到底长多少根毛 还要难。但是,我了解到,每年仅我国出口高速钢麻花钻就 有十多亿支啊!如果把全球每年生产的所有麻花钻统计在一 起,不管是工业用的还是家用diy的,大概不会少于65亿支。 也就是说,尽管许多人可能还不知道麻花钻是何物,但是, 平摊起来,地球上每人每年要消耗一支麻花钻呢! 高速钢钻头是麻花钻用途为工业制造上使用最广泛的一种 钻头,我们一般使用的就是高速钢钻头.钻头的长径比当工艺 人员为特定的孔加工任务选择最合适的钻头类型时,需要计 算钻头的长径比。长径比为被加工孔的深度与钻头直径之 比,例如,钻头直径为12.7mm,需要加工的孔深度为 38.1mm,则其长径比为3:1。当长径比约为4:1或更小时, 大多数标准高速钢钻头的排屑槽
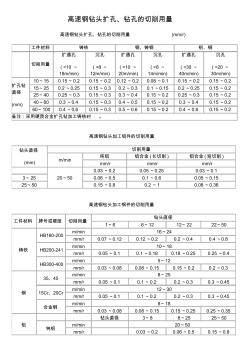
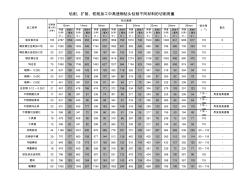
高速钢钻头扩孔、钻孔的切削用量 高速钢钻头扩孔、钻孔的切削用量(mm/r) 工件材料铸铁钢、铸钢铝、铜 切削用量 扩通孔 (=10~ 18m/min) 沉孔 (=8~ 12m/min) 扩通孔 (=10~ 20m/min) 沉孔 (=8~ 14m/min) 扩通孔 (=30~ 40m/min) 沉孔 (=20~ 30m/min) 扩孔钻 直径 (mm) 10~150.15~0.20.15~0.20.12~0.20.08~0.10.15~0.20.15~0.2 15~250.2~0.250.15~0.30.2~0.30.1~0.150.2~0.250.15~0.2 25~400.25~0.30.15~0.30.3~0.40.15~0.20.25~0.30.15~0.2 40~600.3~0.40.
编辑推荐下载
格式:pdf
大小:312KB
页数:2P
人气:91
 4.5
4.5
 高速钢钻头成型磨削高效率砂轮
高速钢钻头成型磨削高效率砂轮 乌克兰科学院超硬质材料研究所协同维尔纽斯克钻头工厂一起研制了一种立方氮化硼新砂轮,用在h—103型和荷兰v—103型半自动机床上磨削0.6~1.5毫米高速钢(p_(18)、p_6m_5)钻头的螺旋槽。砂轮采用有机结合剂制成,其特点是砂轮的修整直接在机床上进行。这种砂轮成型磨削钻头螺旋槽时的利用效率(特别是对于小尺寸的钻头)很大程度上决定于砂轮的
格式:pdf
大小:6KB
页数:3P
人气:91
4.3
到底啥是高速钢;高速钢钻头、白钢钻头、硬质合金钢钻头 区别 高速钢介绍:高速钢(hss)是一种具有高硬度、高耐 磨性和高耐热性的工具钢,又称高速工具钢或锋钢,俗称白 钢。高速钢刀具是一种比普通刀具要坚韧,更容易切割的刀 具。高速钢名称的由来:高速钢比碳素工具钢具有更好的韧 性、强度、耐热性,切削速度比碳素工具钢(铁碳合金)高 很多,因此得名高速钢;而硬质合金刚比高速钢的性能更好, 切削速度可以再提高2-3倍。在常用的钻头都是高速钢和硬 质合金钻头!高速钢与合金钻头关系:首先高速钢钻头属于 合金钻头!一般的工具钢也属于合金钢只不过是铁碳合金, 高速钢的还分普通高速钢和优质高速钢,因此现在合金钻头 一般是指硬质合金钻头。高速钢钻头在高速切削产生高热情 况下(约500℃)仍能保持高的硬度,hrc能在60以上。硬质 合金钻头(一般为钨钢材质)具有硬度高、耐磨、强度和韧 性较好、
热门文档 高速钢钻头钻削参数
精华文档 高速钢钻头钻削参数

格式:pdf
大小:175KB
页数:2P
人气:91
4.3
用于钢件钻削的整体硬质合金钻头 山特维克可乐满的钻削产品和行业专家johndotday指出,提高生产率固然重要,但该公司发现,大批量零件制造商往往更关心如何提高和达到可预测的刀具寿命,在钢件钻削加工中尤其如此,因为不同批次工件材料的微小变化可能会导致刀具破损。
最新文档 高速钢钻头钻削参数
格式:pdf
大小:74KB
页数:4P
人气:91
4.4

钻孔切削用量的选 加工 材料 硬度 切削速度v/ (m/ min) 钻头直径d/mm 钻头螺旋 角 /(°) 钻尖角 /(°) 布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合金 45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁合金50~90~5245~1200.080.150.250.400.4825~35118 锌合金 80~10041~62750.080.1
格式:pdf
大小:41KB
页数:1P
人气:91
4.4
转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 转速 s(转/ 分) 进给f (毫米/ 分) 铝及铝合金1052787105923899552090878185879016727361520684139364112866171180 铜及铜合金高加工性601592605136554611945021062451955420869391796366735353118- 铜及铜合金低加工性2053120245518239
格式:pdf
大小:468KB
页数:3P
人气:91
4.4
新型硬质合金钻头及钻削技术 1.新型s—cut钻头s—cut切削刃采用一片整体硬质合金而不是分开的两片合金,改善了切削刃的强度和可靠性,可以实现精确钻孔。对50钢用s—cut钻头钻孔(φ10mm,中短型),其公差带如图1所示,即使进给速度增加,孔径尺寸公差仍保持在0.2mm以内。

格式:pdf
大小:486KB
页数:3P
人气:91
4.6
钛合金深孔钻削钻头刀片材料和几何参数的选择 这里以难加工材料钛合金为研究对象,针对钛合金材料的加工难点特性,选择目前国内相应的硬质合金材料,并优化组合出不同的钻头几何参数,进行了深孔钻削试验。通过对试验结果进行分析,确定出适合加工钛合金材料的深孔钻用刀片材料和几何参数。
格式:pdf
大小:203KB
页数:未知
人气:91
4.3
高速钢钻头磨屑回收及综合利用研究 对高速钢钻头磨屑的回收利用进行了研究,提出了一种除油、分选、烧结、冶炼的回收利用工艺方法。实验结果表明,这种工艺方法较好地解决了这一问题。
格式:pdf
大小:66KB
页数:未知
人气:91
4.4
高速钢钻头 用于制造优质工业麻花钻头的材料应该具有下列特性:能够提高硬度;在提高温度后仍能保持较高的硬度;耐磨性和韧性高。有两种基本材料,即高速钢和烧结硬质合金能满足这些要求,所以,现在被用来制造各种各样的钻头。在这两种材料中,高速钢是较为通用的刀具材料。
格式:pdf
大小:188KB
页数:未知
人气:91
4.4
奥氏体高锰钢钻削抗力特征规律试验研究 为研究新型高韧性奥氏体高锰钢材料的切削加工性能,使用涂层硬质合金钻头,在正交统计试验设计方法指导下,进行了切削抗力特征规律试验研究,获得了钻削抗力(扭矩和轴向力)与切削用量之间的特征规律,得到了高置信度的回归经验公式。研究得出如下结论:进给速度对切削抗力的影响为对数线性正增关系;主轴转速对切削抗力的影响呈对数非线性关系;在满足切削抗力约束条件下,实现切削效率的最大化的切削用量组合,可以通过统计试验设计指导下的切削试验予以确定。
格式:pdf
大小:70KB
页数:未知
人气:91
4.4
高效率的钻削刀具—SE型整体硬质合金钻头 se型整体硬质合金钻头是hertel公司最近投放市场的一种高效率钻削刀具。由于其特殊的横刃修磨和切削刃形状,很适合在于在各种钢和铸铁工件上钻中、小直径(3-20mm)的孔,对软钢、淬硬钢等难加工材料的钻削效果尤其显著。
格式:pdf
大小:70KB
页数:未知
人气:91
4.7
瑞典SECO公司推出高切削效率的钨钢钻头CrownLoc 瑞典seco公司推出一种“皇冠(crownloc)”可更换式超微粒多层涂层钨钢钻头,可满足高速钻孔加工及其质量要求。seco皇冠钻头是高品质、高效率的切削刀具,每把刀柄最多可替换6种不同直径的钻头头部,如用一支15mm的钻头刀柄,可替换15mm、15.25mm、15.5mm、15.8mm、15.88mm的不同直径钻头头部,钻头磨耗后即更换一个新钻头,
文辑创建者
我要分享 >
职位:港口与巷道监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐