光纤激光焊接ANSI 304不锈钢中厚板工艺参数研究
2025-02-17
随着海工装备和核电工业的发展,对不锈钢厚板的焊接要求越来越高。采用正交试验方法对6mm厚的ANSI 304不锈钢进行光纤激光拼焊,研究了工艺参数(包括激光功率、焊接速度和离焦量)变化对304不锈钢(0Cr19Ni9)焊接结果的影响,结合激光深熔焊原理对试验结果进行了理论分析,并对焊接试件进行了拉伸试验,检测了焊接试件的拉伸性能,获得了6mm厚ANSI304不锈钢激光焊接的最佳工艺参数。

 SUS304不锈钢中厚板埋弧焊
SUS304不锈钢中厚板埋弧焊 针对sus304不锈钢埋弧焊在焊材选用、力学性能试验、刚性拘束下的开裂及合金元素烧损等问题进行了工艺试验和理论分析,解释了sus304不锈钢埋弧焊中常见的几个问题,并为此类钢种的埋弧焊接提供了实践和理论依据
듳솬샭릤듳톧쮶쪿톧캻싛컄304늻탢룖놡냥벤맢몸뷓벼쫵퇐뺿탕쏻ꎺ헅캬헜짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ믺킵훆퓬벰웤ퟔ뚯뮯횸떼뷌쪦ꎺ컢뚫붭20091216 304늻탢룖놡냥벤맢몸뷓벼쫵퇐뺿ퟷ헟ꎺ헅캬헜톧캻쫚폨떥캻ꎺ듳솬샭릤듳톧놻틽폃듎쫽ꎺ3듎놾컄뛁헟튲뛁맽(1쳵ì1.뫺쇁6mm늻탢룖(304)맢쿋벤맢몸뷓릤틕뗄퇐뺿[톧캻싛컄]2010틽횤컄쿗(3쳵ì1.풬캡.샮탂뮪놡냥몸뷓컂뛈뎡폐쿞풪럖컶[웚뾯싛컄æ-뫾쓏얩믺2010(9)2.슬ퟖ럥벤맢몸뷓풲ힶ쳥죈풴쒣탍벰닎쫽퇐뺿[웚뾯싛컄æ-몸뷓2012(1)3.붪헗뮪.엋펿.췵붡뎬.돂뾡.싦릫탲.헅캰맢쿋벤맢뷰쫴놡냥운몸쾵춳뫍ힰ볐뻟뷡릹짨볆[웚뾯싛컄æ-펦폃벤맢2010(5)놾컄솴뷓ꎺhttp
编辑推荐下载
格式:pdf
大小:984KB
页数:4P
人气:93
 4.3
4.3
不锈钢薄板光纤激光焊接的组织与性能觹 采用gsi的jk-200fl型连续光纤激光器实现了0.2mm厚304不锈钢片的对接焊。在氩气保护下,优化后工艺参数为激光功率90w,光斑直径0.2mm,焊接速度1200mm/min,获得成形良好、无缺陷的焊缝。采用金相显微镜可见焊缝组织由边缘细小的柱状晶和中心部位细小的等轴晶组成。经硬度测试和弯折测试,表明焊缝处的硬度和强度均达到甚至超过母材。
格式:pdf
大小:217KB
页数:4P
人气:93
4.4
光纤激光焊接镀锌板的工艺研究 为提高车身常用镀锌板的焊接质量和焊接效率,采用4000w光纤激光对厚度为0.8mm常用的镀锌板进行了焊接试验,分析了焊接速度,焊接气体和搭接间隙对焊接质量和焊接效率的影响.结果表明:焊接速度随着功率的增大而加快,,焊接间隙应该控制在0.07-0.1mm之间.
热门文档 光纤激光焊接ANSI 304不锈钢中厚板工艺参数研究
格式:pdf
大小:43KB
页数:3P
人气:93
4.7
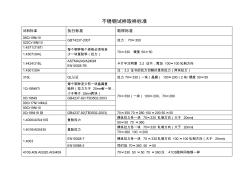
不锈钢试样取样标准 试料标准执行标准取样标准 06cr19ni10 gbt4237-2007拉力:70×350 022cr19ni10 1.4571/316ti 每个钢种每个规格必须有至 少一块复验料(拉力) 70×330硬度50×501.4307/304l 1.4424/316l astma240/a240m en10028-7b卡片中注明要3.2证书,需加100×100轧制方向 1.4301/304注:3.2证书的拉力切割时是双拉力(两块拉力) 316lql认证拉力70×330(一块)晶腐(100×200)2块/硬度50×50 1cr18ni9ti 每个钢种至少有一块晶腐复 验料(拉力大于25mm有一块, 小于等于25mm两块) 70×350(一块)100×200、70×2800cr18ni9gb4237-92=tb35
格式:pdf
大小:83KB
页数:未知
人气:93
4.6
北美市场不锈钢中厚板需求疲软 近来北美市场不锈钢中厚板需求仍显疲弱,分销商认为尽管前期销价跟随厂价有一定提振,但这不会持续,未来价格有下行压力。
格式:pdf
大小:70KB
页数:1P
人气:93
4.4
昆山大庚不锈钢中厚板停产 据报道,自2014年4季度开始,昆山大庚不锈钢产量急剧减少,多数时间段甚至处于停产状态中。最新的消息显示,2015年元旦前工厂方面已着手进行员工遣散后的赔偿事宜,这也意味着昆山大庚不锈钢中厚板生产就此全面停止。
精华文档 光纤激光焊接ANSI 304不锈钢中厚板工艺参数研究
格式:pdf
大小:70KB
页数:1P
人气:93
4.7
昆山大庚不锈钢中厚板停产 据报道,自2014年4季度开始,昆山大庚不锈钢产量急剧减少,多数时间段甚至处于停产状态中。最新的消息显示,2015年元旦前工厂方面已着手进行员工遣散后的赔偿事宜,这也意味着昆山大庚不锈钢中厚板生产就此全面停止。
格式:pdf
大小:70KB
页数:1P
人气:93
4.7
昆山大庚不锈钢中厚板停产 据报道,自2014年4季度开始,昆山大庚不锈钢产量急剧减少,多数时间段甚至处于停产状态中。最新的消息显示,2015年元旦前工厂方面已着手进行员工遣散后的赔偿事宜,这也意味着昆山大庚不锈钢中厚板生产就此全面停止。
格式:pdf
大小:636KB
页数:3P
人气:93
4.4
不锈钢薄板激光焊接工艺研究 针对不锈钢薄板的激光焊接进行了研究,分析了激光工艺参数对超薄不锈钢板焊接质量的影响。结果表明,对于不锈钢薄板激光焊接,脉冲工作电流和脉冲宽度对焊缝成形影响很大。在合适的工艺参数下,超薄不锈钢薄板焊缝成形良好,焊接接头基本与母材等强。
格式:pdf
大小:188KB
页数:未知
人气:93
4.8
A304不锈钢薄板激光焊接的光谱分析 为了进一步分析不同焊接参数对a304不锈钢薄板激光焊接效果的影响,该文在不同的焊接参数和激光输出方式下,采用avaspec-2048型光纤光谱仪对a304不锈钢薄板激光焊接的电弧进行了光谱分析。研究结果表明,激光功率、焊接速度和激光输出方式对激发出特征谱线的元素的种类和激光等离子体中元素的含量有一定的影响。
格式:pdf
大小:168KB
页数:2P
人气:93
4.5
奥氏体不锈钢中厚板加热工艺优化 介绍了采用空气、煤气双蓄热式加热炉生产奥氏体不锈钢中厚板的加热工艺制度,通过对加热温度、加热制度、炉内空燃比、残氧量、板坯在炉时间的调整优化,解决了由于不锈钢自身特性及加热制度不合理导致的不锈钢表面裂纹、色差等质量缺陷。
最新文档 光纤激光焊接ANSI 304不锈钢中厚板工艺参数研究
格式:pdf
大小:1000KB
页数:4P
人气:93
4.6
金属超薄板光纤激光焊接 采用连续激光焊接,焊接速度可以达到50~60mm/s,相对于脉冲激光焊接,生产效率上极具优势。采用波长为1070nm的光纤激光对厚度为0.1mm的304不锈钢超薄板进行连续激光搭接焊,研究了焊接功率、焊接速度和离焦量等焊接工艺参数对焊缝质量的影响规律。实验表明,焊接功率的增加会逐步增加焊缝的熔深和熔宽,当焊接功率达到160w时,焊缝在下层板的熔深陡然增大,出现了不锈钢超薄板的激光深熔焊;此外,相对于负离焦,正离焦更容易得到更深的熔深,但焊缝宽度会略有增加,采用+1mm的离焦量产生大熔深和窄焊宽,因此不锈钢超薄板激光焊接适宜采用正离焦。
格式:pdf
大小:49KB
页数:1P
人气:93
4.6
不锈钢板激光焊接变形的研究 本文将简单介绍激光焊接机理,分析和研究焊接变形产生危害及相关影响因素,并结合正交实验法提出避免焊接变形的对策。
格式:pdf
大小:9KB
页数:1P
人气:93
4.6
天津金桥焊材集团有限公司www.***.*** 304不锈钢焊接 一、概述 304不锈钢(0cr18ni9,aisi304,sus304)是在最初发明的18-8型铬镍奥氏体不锈钢的 基础上发展演变的钢种,是不锈钢的主体钢种,其产量占不锈钢总产量的30%以上。它具 有良好的冷、热加工性能、无磁性和好的低温性能;耐高温方面也比较好,一般使用温度极 限小于650℃。304型不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。对氧化 性酸,在实验中得出:浓度≤65%的沸腾温度以下的硝酸中,304不锈钢具有很强的抗腐蚀 性。对碱溶液及大部分有机酸和无机酸亦具有良好的耐腐蚀能力,以及大气、水、蒸汽中耐 蚀性亦佳。 304不锈钢的良好性能,使其成为应用量最大、使用范围最广的不锈钢牌号,此钢适于 制造深冲成型的部件以及输送腐蚀介质管道、容器,
格式:pdf
大小:278KB
页数:8P
人气:93
4.5

www.***.*** notes:*microstructure:f=ferritic;m=martensitic.d=duplex,a=austenitic.**alsounss31803.***alsounsn08904.(pr):gradesalsoavailableasprodec. §=onrequest.3805,3952&3964=amanox.4696&4698=radionox.treadplateisavailableinsomesteelgradesanddimensions,pleasebeincontactforfurtherinformation. hotrolledplate– pro

格式:pdf
大小:359KB
页数:3P
人气:93
4.6
不锈钢中厚板HNO_3+HF混酸酸洗工艺研究 对不锈钢中厚板hno3+hf混酸酸洗和常规h2so4+(hno3+hf)酸洗工艺进行了实验室的对比分析,并对hno3+hf混酸酸洗工艺在生产过程中进行了小批量试验。结合实验室和大生产的试验情况,对两种酸洗工艺,从酸洗质量、效率、成本、环保、可适合钢种等方面进行了对比分析,提出了两种酸洗工艺的优缺点。
格式:pdf
大小:211KB
页数:未知
人气:93
4.5
采用激光焊接不锈钢管 本文分析了气体保护钨极电弧焊和感应焊在焊接不锈钢管时存在的不足,提出了激光焊管工艺。通过理论分析和检验结果,论证了激光焊管的优越性。文中还给出激光焊管肿容许的装配公差,指出了焊接跟踪的必要性,消除飞溅及整修内圆等工艺措施。
格式:pdf
大小:450KB
页数:未知
人气:93
4.8
YAG激光焊接不锈钢薄板焊接工艺参数优化 激光焊接是目前应用较广的激光焊接技术,对于薄板焊接时激光深熔焊接的焊接深熔比可以达到2:1,其焊接强度和稳定都优于传统焊接。本文采用yag激光器对2mm厚的0gr18ni9进行焊接试验,测量焊接的熔深和熔宽,并采用正交试验法进行参数优化,分析激光参数对焊缝的影响,通过显微硬度测试分析焊接接头的硬度,为激光焊接工艺参数选择提供可靠的依据。
格式:pdf
大小:951KB
页数:4P
人气:93
4.8
光纤激光器不锈钢薄片焊接工艺 主要介绍了运用光纤激光器对0.1mm厚度的不锈钢金属片进行激光拼焊的实验,分析了实验中激光功率、激光脉宽、焊接速度、激光频率对形成的熔池和焊接效果的影响,总结了激光薄片焊接的基本要素。
格式:pdf
大小:264KB
页数:3P
人气:93
4.5
304不锈钢薄板脉冲激光焊焊接热过程数值分析 针对不锈钢薄板脉冲激光焊接的特点,基于有限元分析软件ansys,对0.5mm厚的304不锈钢薄板脉冲激光焊接的热过程进行三维数值动态模拟。建模时采用实体单元和表面单元结合,并采用焊缝处细密、远离焊缝处粗略的不均匀网格,除了施加整体与外界的对流散热条件外,还考虑了工件与夹具之间的传导换热,分析了焊接温度场在工件上的分布规律及工艺参数对焊缝成形的影响,并据此提出了提高不锈钢薄板激光焊焊接接头质量的方案。计算结果表明,熔池的尺寸随输入能量的变化较为明显,在激光加热0.05s后材料开始熔化,熔池呈现大幅度增长趋势;焊接速度对熔深和熔宽的影响较为显著,熔宽随焊接速度的增加而逐渐减小,熔深几乎与焊接速度成反比,当焊接速度约为0.4m/min时,熔深为0.5mm以上,工件熔透,且深宽比可达到2∶1。计算所得熔池大小与试验结果基本吻合。
文辑创建者
我要分享 >
职位:专业监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐