钢小径管焊接工艺
2025-03-28

 T91小径管异质钢的焊接工艺研究
T91小径管异质钢的焊接工艺研究 研究了t91与10crmo910钢的异质焊接工艺,确定出预热和层间温度,选择了焊接材料,制订出相应的工艺参数和焊接、热处理工艺。通过焊接工艺试验评定表明:此焊接工艺选择适当,焊接接头的力学性能、显微组织满足要求,可以保证工程焊口质量。
使用镍基焊丝焊接锅炉小径管异种钢的TIG焊接工艺 通过sa213t22珠光体管与sa213tp347h奥氏体管对接焊口返修原因分析,理论结合实际,提出使用纯镍焊接小径管珠光体钢、奥氏体钢的tig焊接工艺。
编辑推荐下载
格式:pdf
大小:91KB
页数:3P
人气:67
 4.8
4.8
T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺 叙述了t91钢+1cr18ni9ti钢异种钢焊接的工艺试验和工程实际应用。从理论和实际上对t91钢+1cr18ni9ti钢的焊接性、工艺性能进行了探讨,证明对于电站锅炉受热面用该类材质小径管时,采用镍基焊丝打底,镍基焊条盖面,焊前经100℃预热、小热输入焊接,焊后不进行热处理的焊接工艺是可行的。
格式:pdf
大小:200KB
页数:2P
人气:67
4.3
SA213-TP347H钢小径管焊接工艺 针对sa213-tp347h钢小径管焊接的特点,介绍了采用手工钨极氩弧焊焊接工艺,对焊接操作中发现的问题进行讲解并提出了应对措施,对焊工焊接技术的提高有较大的参考价值。
热门文档 钢小径管焊接工艺
格式:pdf
大小:120KB
页数:2P
人气:67
4.5
不锈钢高压仪表取样小径管TIG焊接工艺的应用 由于1cr18ni9ti不锈钢高压仪表取样小径管,存在管径小,焊接操作不当易造成焊瘤和堵塞。通过改进传统焊接工艺,进行了科学试验和分析,提出了不制作钝边、不留间隙,打底层焊缝不填焊丝的焊接工艺措施。
格式:pdf
大小:197KB
页数:3P
人气:67
4.4
P92钢厚壁大管径焊接工艺优化 随着我国超超临界火力发电机组工程的大量兴建,p92高合金钢耐热钢的应用越来越普及。为确保其厚壁大管径焊口的焊接质量,提高其焊接效率,本文以国电汉川三期6~#机组焊接为基础,从坡口的设计、焊接及热处理等工艺方面的优化来改善焊接质量,提高焊接效率。
格式:pdf
大小:8KB
页数:4P
人气:67
4.7

镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
格式:pdf
大小:37KB
页数:14P
人气:67
4.5

目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
格式:pdf
大小:95KB
页数:2P
人气:67
3
奥氏体不锈钢小径薄壁管对接氩弧焊焊接工艺试验研究——详细介绍了在火力发电厂广泛使用的奥氏体不锈钢的焊接性能;并通过工艺试验和现场实践,提出了一套成熟的奥氏体不镑铜小径薄壁管氩孤焊焊接工艺方法,满足了生产现场的需要。
精华文档 钢小径管焊接工艺
格式:pdf
大小:686KB
页数:5P
人气:67
4.8
由于锈钢板腐蚀是材料自身的一种自然状态,并且可以在钢板上进行化学涂层处理,所 以,其材料可以根据项目特点呈现出不同的视觉效果。锈蚀钢铁在不同类型的设计语境中常 被冠以“工业时代的代名词”、“时间概念的视觉表达”以及“科技与文化创意的标签”等 设计语汇,被大量应用。 (点击咨询) 耐候钢制造工艺 耐候钢一般采用精料入炉-冶炼(转炉、电炉-微合金化处理-吹氩-lf精炼-低过热度连铸 (喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶 炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连 铸机铸成板坯。由于钢中加入稀土元素,耐候钢得到净化,夹杂物含量大为减少。 耐侯钢焊接性 如果使用无抗大气腐蚀的填充金属则应该确保焊缝本身是耐候的。在焊接之前,应该将 已形成的表面层清除至接头边缘10mm到20mm的
格式:pdf
大小:1.4MB
页数:6P
人气:67
4.7
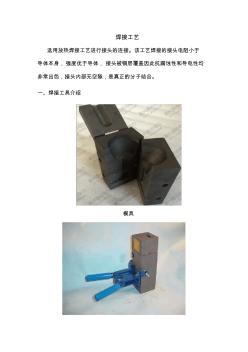
焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧密度对熔接的效
格式:pdf
大小:727KB
页数:5P
人气:67
4.6
热浸镀铝钢管焊接工艺开发——普通焊接工艺(之一) 介绍了热浸镀铝钢管的普通焊接工艺。采用低氢型碳钢焊条和奥氏体不锈钢焊条,根部焊道采用电弧焊接法和tig焊接法,中间层和最终层焊道,如是薄板用tig焊接,如是厚板(4mm)以上则用电孤焊。对两种焊接法的操作要领及注意事项做了详细说明。通过对焊道检验和性能测试表明,熔合线处防腐性能较差,适合于一般场合的防腐施工
格式:pdf
大小:29KB
页数:5P
人气:67
4.4

wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
最新文档 钢小径管焊接工艺
格式:pdf
大小:1.4MB
页数:7P
人气:67
4.4

铜包钢焊接工艺 焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧
格式:pdf
大小:172KB
页数:3P
人气:67
4.5
装甲钢的焊接工艺 装甲钢特别是高硬度装甲钢c616及c685已广泛应用于军工产品生产中,近几年,该材料也陆续应用到本公司相关产品上,均采用焊接进行连接。但该材料焊接性差,极易产生焊接裂纹,因而探索合适的焊接工艺,避免产生焊接裂纹等缺陷显得十分重要。
格式:pdf
大小:236KB
页数:4P
人气:67
4.7
小直径管内壁自动堆焊焊接工艺 对规格在φ60mm~φ500mm范围内,材质为15crmo的加强管内壁采用不锈钢自动堆焊方法,并对其进行焊接工艺试验与分析,得到较理想的堆焊工艺参数,解决了手工堆焊该材料小管费时耗料成形差等难题,并将此焊接工艺运用在产品的制造中。
格式:pdf
大小:79KB
页数:7P
人气:67
4.5

编号: 焊接工艺规范 编制: 校对: 审核: 批准: 目录 1.目的................................................1 2.适用范围............................................1 3.引用标准............................................1 4.工艺要求............................................1 4.1焊接方法选用原则...................................1 4.2焊接用辅料援用原则................................1 4.3点焊接头的最小搭边宽度和焊点的最小点距.......
格式:pdf
大小:60KB
页数:6P
人气:67
4.4

12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-
格式:pdf
大小:43KB
页数:4P
人气:67
4.5

pe管及pe管件热熔焊接工艺 1、将焊机各部件的电源接通,必须使用220v、50hz的交流电,电压变化在±10% 以内,电源应有接地线。同时应保证加热板表面清洁,没有划伤。 2、将待焊管材夹紧,固定在机架上。焊接大口径管时,最好能用废弃的管节或 用支架垫平,以保护管子和减少焊接过程中的摩擦力。焊接两端面的间距既 要满足安装铣刀的要求,又要满足闭合夹具时待焊接的两端面能充分接触, 且液压缸未达到最大行程。 3、将机架打开,放入铣刀,旋转拧紧旋钮,将铣刀固定在机架上。 4、启动铣刀,闭合夹具,对管子(管件)的两端面进行切削。 5、当形成连续的切削时,打开夹具,关闭铣刀。此过程一定要按照先降压,再 打开夹具,最后关闭铣刀的顺序进行。 6、取下铣刀,闭合夹具,检查管子两端的间隙(间隙量不得大于0.3mm),从 机架上取下铣刀时,应避免铣刀与端面碰撞,如已发生需要重新铣削,铣削
格式:pdf
大小:8KB
页数:3P
人气:67
4.5

一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
格式:pdf
大小:70KB
页数:5P
人气:67
4.6

q/sws41-006-2006 1 铜镍管焊接工艺规范 1范围 本规范规定了铜镍管焊接的焊接前准备、人员、工艺要求、工艺过程和检验。 本规范适用于各类船舶铜镍管的焊接。 2规范性引用文件 q/sws60-001.2-2003船舶建造质量标准建造精度 3焊接前准备 3.1焊接方法 铜镍合金管材采用钨极氩弧焊焊接。 3.2材料 3.2.1铜镍合金管材:cuni10fe1mncuni30mn1fe等。 3.2.2焊接材料:氩弧焊焊丝:铜镍管焊接用hscuni(φ2.5mm)和kw-tcuni(φ2.4mm)。 气体:氩气ar纯度≥99.99% 钨棒:φ1.6mm~φ3.2mm。 3.3焊接设备 使用的焊机应严格进行定期检测维修,确保良好的操作性能。 3.4坡口型式 3.4.1当
格式:pdf
大小:85KB
页数:1P
人气:67
4.8
20钢管-管对接的焊接工艺 分析了国产天然气压缩机组的工艺气管路的的材质及焊接性,阐明了20钢管子焊接时,采用钨级气体保护焊打底(gtaw),焊条电弧焊(smaw)填充和盖面焊接工艺的可行性,实践证明该工艺是可行的,接头性能满足使用要求。
文辑创建者
我要分享 >
职位:化工技术应用化工工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐