工艺参数ADC12铝合金连杆端盖挤压铸造过程的影响
2024-05-10
利用挤压铸造工艺制造了ADC12铝合金连杆端盖零件,分析了浇注温度和比压对挤压铸造零件力学性能的影响。结果表明,采用挤压铸造工艺可以成功地制造出具有较高的表面品质和力学性能的ADC12铝合金连杆端盖零件。浇注温度和比压对挤压铸造连杆端盖的力学性能有着较大影响,最佳的浇注温度和比压分别为700℃和250MPa,此时其抗拉强度达到366MPa,伸长率达到6.5%。

 ADC12铝合金连杆挤压铸造
ADC12铝合金连杆挤压铸造 借助万能材料试验机和光学金相显微镜,研究了工艺参数对挤压铸造adc12铝合金连杆零件力学性能的影响。结果表明,挤压铸造连杆零件具有较高的表面品质和力学性能,其抗拉强度达到371mpa,伸长率达到7.1%。工艺参数对挤压铸造连杆的力学性能有着较大影响,为获得表面品质较好、微观组织致密且力学性能高的连杆零件,适宜的模具预热温度为300℃,加压前停留时间为8s,浇注温度为700℃,比压为322mpa。
铸造工艺参数对ADC12铝合金支架压铸件缺陷的影响 以adc12铝合金支架压铸件为研究对象,研究了慢压射速度、压射压力、浇注温度等铸造工艺参数对铸件气孔的影响,试验结果显示低的慢压射速度由于缓慢排气,有利于减少缺陷,但是当一级压射速度增加到95l/min时,反而有利于减少缺陷。此外,较低的浇注温度以及适当的压铸压力有利于减少铸件的气孔数量。
编辑推荐下载
格式:pdf
大小:476KB
页数:3P
人气:68
 4.3
4.3
铝合金连杆间接挤压铸造工艺研究 根据铝合金连杆的结构特点,分析了铝合金连杆的间接挤压铸造工艺,对模具进行了设计,采用ug进行了制件造型并使用procast软件完成了铝合金液充型、凝固过程的数值模拟。通过模拟研究了工艺参数对制件质量的影响,最终得出在浇注温度700℃、模具温度200℃、比压80mpa、保压40s工艺下制件质量最佳。
格式:pdf
大小:1.4MB
页数:4P
人气:68
4.5
基于稳健设计的铝合金端盖压铸工艺参数优化 以某adc12铝合金端盖为例,运用procast软件对该零件的压铸过程进行了数值模拟,并结合taguchi稳健设计法研究了充型速度、模具温度及浇注温度对压铸件缩孔缩松缺陷的影响。通过计算各虚拟试验所得缩孔缩松缺陷体积的信噪比,求解了各因素不同水平下的信噪比的均值及极差,得出充型速度40m/s、模具温度280℃和浇注温度650℃时该压铸件质量稳健性最好。同时得到影响压铸件缩孔缩松缺陷稳定程度的最重要因素为模具温度,其次是充型速度,浇注温度对其影响程度最小。
热门文档 工艺参数ADC12铝合金连杆端盖挤压铸造过程的影响
格式:pdf
大小:292KB
页数:3P
人气:68
4.6

采用ug三维建模软件完成铝合金连杆的建模,分析了铝合金连杆的结构特点和技术要求。综合不同挤压铸造加工工艺的特点,采用双重挤压铸造工艺成形零件。介绍了两种不同的挤压铸造模具结构及其工作过程,并对两种结构方案进行了比较。
格式:pdf
大小:532KB
页数:3P
人气:68
4.4
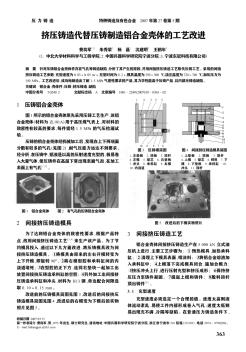
针对压铸铝合金壳体件存在气孔等铸造缺陷,分析了其产生的原因,并用间接挤压铸造工艺取代压铸工艺。采用的间接挤压铸造工艺参数:充型速度为0.03~0.05m/s,充型时间为0.2s,模具温度为250~300℃,浇注温度为720~740℃,加压压力为150mpa。工艺改进后,成功地制造出了耐1.5mpa气密性要求的产品,其力学性能高于压铸产品,且内部无铸造缺陷。
格式:pdf
大小:153KB
页数:未知
人气:68
4.5
铝合金端盖压铸生产工艺研究 压铸是制造行业中的一种加工工艺,能够制造复杂的成型产品,广泛用于汽车制造、机械制造等。现主要分析铝合金左端盖的压铸工艺,并从浇注系统、成型零部件、冷却系统、排气系统、导向系统等方面进行设计分析,同时介绍了模具的设计。
格式:pdf
大小:664KB
页数:4P
人气:68
4.5
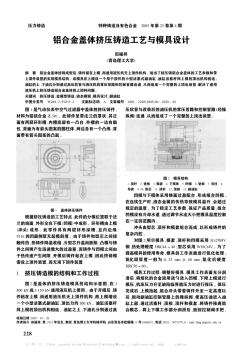
铝合金盖体挤铸成型后,铸件留在上模,而通用液压机无上顶件机构。给出了挤压铸铝合金盖体的工艺参数和带上顶件装置的实用模具结构。该模具在上模设一个用于顶件的小型活塞式副油缸,油缸活塞杆同上模的顶出机构相连。油缸的上、下油孔分别通过高压软管与液压机的常压管路和控制管路连通,从而组成一个完整的上顶出装置,解决了通用液压机上挤压铸造铝合金盖体的上顶料问题。
精华文档 工艺参数ADC12铝合金连杆端盖挤压铸造过程的影响
格式:pdf
大小:181KB
页数:未知
人气:68
4.5
挤压铸造替代压铸制造的铝合金壳体的工艺改进策略 本文主要探讨挤压铸造替代压铸制造的铝合金壳体工艺改进方法.由于在实际产品加工、生产过程中,发现某压铸铝合金壳体件在铸造过程中存在气孔等瑕疵.因此,本文通过对该铝合金壳体件存在气孔铸造缺点的具体成因进行分析,最终决定采用挤压铸造方法取代压铸制造方法,对铝合金壳体加工生产技术工艺进行优化改进.实践研究表明,采用挤压铸造技术工艺进行产品加工、生产,能够满足生产技术质量标准,力学性能较好,产品无明显的结构性缺陷,符合相关铸造技术要求.
格式:pdf
大小:192KB
页数:未知
人气:68
4.4
工艺参数对铝合金型材分流模挤压过程的影响规律研究 本文以空心铝合金型材为例,采用基于拉格朗日-欧拉算法的hyperxtrude有限元软件对铝型材挤压成形过程进行了数值模拟,获得了分流组合模挤压过程中突破挤压力、模具出口处金属流速和型材变形量以及温度场的分布特点,并讨论了挤压速度对上述指标的影响规律。
格式:pdf
大小:274KB
页数:2P
人气:68
4.8

挤压铸造技术对促进我国汽车行业的发展有重大意义,它是实现车轮行业可持续发展的核心技术,可大大加快产业结构优化调整,实现由传统重力铸造和低压铸造后加工向更节能、高效的挤压铸造成型转变,从而有效带动产业升级,有效缩小与国际同行业的差距。该项目不仅具有良好的经济和社会效益,而且还能够为汽车行业节能减排、促进产业结构和产业布局的调整提供新的战略思路。
格式:pdf
大小:3.9MB
页数:10P
人气:68
4.6

基于挤压铸造过程微观孔洞的形成机理,建立了模拟铝合金挤压铸造过程微观孔洞的数学模型.该模型考虑了传热、凝固收缩、补缩流动、压力传递、氢(h)的再分配等因素,通过计算凝固收缩导致的补缩流动与压力降低,以及挤压过程的压力传递,获得挤压铸造过程糊状区的压力分布,结合微观孔洞形成条件及h的守恒方程,计算微观孔洞的体积分数.对不同工艺条件下铝合金挤压铸造微观孔洞进行了模拟计算,计算结果与实验结果基本吻合.计算结果还表明,适当提高模具温度和挤压压力有利于减少微观孔洞缺陷.
格式:pdf
大小:256KB
页数:5P
人气:68
4.5
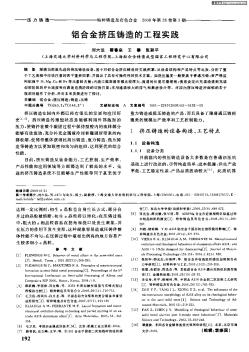
围绕当前最先进的挤压铸造设备,基于对铝合金挤压铸造的实践积累,从设备结构和产品特点等出发,分析了整个工艺流程中应该注意的若干重要因素,并提出了具有可操作性的技术方案。如浇注温度一般要高于普通压铸;要严格监控铝液中si、mg、cu和fe等元素的含量;内浇口截面通常都比较厚大,流道的长度尽量缩短;慎重设定由充填浇道到充填型腔阶段的冲头速度和向高速充填阶段的切换位置;采用通道较大的排气和集渣设计等。对国内挤压铸造所面临的若干瓶颈问题作了分析,并对未来发展进行了探讨。
最新文档 工艺参数ADC12铝合金连杆端盖挤压铸造过程的影响
格式:pdf
大小:1.2MB
页数:5P
人气:68
4.5
铝合金支架间接挤压铸造的研究 基于有限差分法,对大型铝合金支架间接挤压铸造充型和凝固过程进行了数值模拟。通过对模拟结果的分析,确定了浇注温度为700℃,压射速度为0.03m/s,完成了模具结构和工艺设计,并制作了模具,进行了支架挤压铸造的试制。分析了试制过程铸件缺陷产生的原因,发现气孔和氧化夹渣等是主要缺陷,通过调整脱模剂的配方,适当减少脱模剂的喷涂,缩短挤压铸造循环时间等,获得了品质和性能良好的支架铸件。
格式:pdf
大小:476KB
页数:3P
人气:68
4.3
挤压铸造工艺对汽车用铝合金组织和性能的影响 研究了挤压铸造工艺对铝合金组织和性能的影响。结果表明,随着比压的增加,铝合金抗拉强度逐渐升高。比压较低时,主要表现为消除铸件缺陷;比压较高时,主要表现为提高合金液结晶性能,铸件晶粒得到细化,最佳比压强度150mpa。铝合金铸件抗拉强度随铸型温度升高先增加后减小,最佳铸型温度220℃。随浇注温度升高,铝合金抗拉强度升高,最佳浇注温度770℃。铝合金抗拉强度随保压时间增加先增加后减小,保压时间25s达到最大值。
格式:pdf
大小:148KB
页数:未知
人气:68
4.6
铝合金熔体发泡过程的工艺参数控制 以tih2为发泡剂的熔融铝合金发泡过程是一个非等温过程,初始发泡温度与tih2的加入量之间有一最佳配合,在本实验条件下,tih2(〈300目)加入量为2%(w),初始发泡温度680℃,可使含钙2%(w)和镁1%(w)的工业纯铝获得良好的发泡效果,实验表明,选择凝固温度区间大的铝合金材料,有利于发泡过程的工艺参数控制。
格式:pdf
大小:148KB
页数:6P
人气:68
4.8
铝合金熔体发泡过程的工艺参数控制 以tih2为发泡剂的熔融铝合金发泡过程是一个非等温过程,初始发泡温度与tih2的加入量之间有一最佳配合,在本实验条件下,tih2(〈300目)加入量为2%(w),初始发泡温度680℃,可使含钙2%(w)和镁1%(w)的工业纯铝获得良好的发泡效果,实验表明,选择凝固温度区间大的铝合金材料,有利于发泡过程的工艺参数控制。
格式:pdf
大小:1.1MB
页数:4P
人气:68
4.6
铝合金控制臂的轻量化设计及挤压铸造工艺 采用挤压铸造工艺生产al-7si-mg铝合金汽车控制臂,以期用挤压铸造代替锻造。结果表明,挤压铸造控制臂内部组织致密,晶粒细小,枝晶壁间距小于40μm;抗拉强度大于310mpa,屈服强度大于240mpa,伸长率达到12%,硬度(hb)为100左右;各项技术指标显著提高,生产成本降低,产品精度和生产效率提高。
格式:pdf
大小:992KB
页数:4P
人气:68
4.8
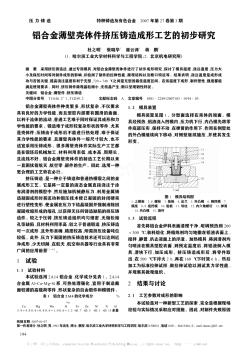
采用挤压铸造法,通过专用模具,对铝合金薄壁壳体件进行了初步成形研究,探讨了模具温度、浇注温度、压力大小及保压时间等对制件成形的影响,并检测了制件的拉伸性能,微观结构以及断口特征等。结果表明,浇注温度是成形成功与否的关键,提高浇注温度有利于充型,720~740℃之间是充型的最佳温度区间。在该温度下成形,制件塑性、强度都能满足使用要求。同时,挤压铸件微观晶粒细小,无枝晶产生;断口呈现韧性特征。
格式:pdf
大小:1.9MB
页数:5P
人气:68
4.4
挤压铸造2A50铝合金的热处理工艺 采用挤压铸造工艺生产了2a50大型铝合金轮毂,借助金相组织分析、微观形貌观察和力学性能测试等手段,对2a50变形铝合金在挤压铸造状态下的热处理工艺进行了试验研究。结果表明,合金的过烧温度为530℃;经过505℃×8h+515℃×2h固溶处理和160℃×12h时效处理,合金力学性能σb≥400mpa、δ≥6.5%;合金组织致密,晶粒细化,无各向异性。
格式:pdf
大小:762KB
页数:3P
人气:68
4.5
铝合金短车架挤压铸造工艺及模具的研究 针对轮椅短车架零件的结构特点,结合生产实际,运用anycasting软件模拟了流道尺寸对缩孔、缩松的影响。结果表明,挤压铸造流道设计对铸件的补缩效果有重要影响,挤压铸造时合金液在补缩压力下流经浇道对铸件进行补缩,但对远离浇口的铸件厚大部位因压力传递的有效性受到限制。采用局部挤压或冷却水、激冷块等措施来调节厚大部位的凝固顺序,可以减少缩孔、缩松缺陷。
格式:pdf
大小:430KB
页数:3P
人气:68
4.5
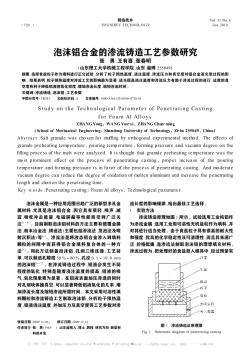
选择食盐粒子作为填料进行正交试验,分析了粒子预热温度、浇注温度、渗流压力和真空度对铝合金液充型过程的影响。结果表明,粒子预热温度对渗流工艺的影响最为显著,适当提高浇注温度和渗流压力有助于渗流过程的进行,适度的真空度有利于降低铝液的氧化程度、增加渗流长度、缩短渗流时间。
文辑创建者
我要分享 >
职位:投标造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐