关于生产600×600渗花抛光砖出现开裂问题答疑
2025-04-15

 关于生产600×600mm的渗花抛光砖问题的答疑
关于生产600×600mm的渗花抛光砖问题的答疑 关于生产600×600mm的渗花抛光砖问题的答疑
关于渗花抛光砖出现中心裂的答疑 问:我厂是北方的一家陶瓷厂,生产渗花砖。今年三月以来,窑炉烧出砖出现中心裂。对此原因我厂的技术人员意见有分歧,主要有两种观点:一是配方强度不够,由于使用的是北方原料,我厂600ram×600mm砖的生坯强度在1.0-1.3mpa;另一种观点是认为窑炉排烟段拱顶结构设计不合理,造成靠窑炉主动边的砖容易出现中心裂。请问程工,此问题到底出在哪里?该怎样去处理?
编辑推荐下载
格式:pdf
大小:119KB
页数:20P
人气:65
 4.5
4.5

湖南工学院2010届毕业论文 1 摘要 渗花抛光砖自投放市场以来,以其优良的理化性能和丰富的图案花色已经成 为建筑装饰材料的中坚力量,但其产品的生产难度和质量方面的问题严重影响了 产品的发展和整体装饰效果。本文详细的剖析了导致渗花砖的成形、色差、渗花 深度及渗花砖花面模糊的原因,并提出了目前渗花砖生产中存在的问题,以及一 些控制措施及解决方法。 关键词:变形;色差;渗花深度;花面模糊;粉体彩印 湖南工学院2010届毕业论文 2 目录 1、前言.........................................................3 2、渗花抛光砖生产过程中的常见问题...............................4 3、各种问题的解决方法....................................
格式:pdf
大小:232KB
页数:4P
人气:65
4.4
渗花抛光砖渗花助剂的应用 文章介绍了渗花抛光砖生产工艺中助剂的应用现状,并根据现状提出应用开发的新内容和问题解决的方法。
热门文档 关于生产600×600渗花抛光砖出现开裂问题答疑
格式:pdf
大小:42KB
页数:1P
人气:65
4.7
关于渗花抛光砖印白花釉导致坯体出现裂纹的答疑 问:我公司的多条窑炉存在一种普遍现象,在生产普通渗花砖时,出窑产品很正常,在同等条件下,一旦转为生产白花釉的产品时,就会出现裂纹缺陷,如果大面积印花时,产品表面的裂纹就会更多,请问潘工,这是什么原因造成的?如何加以预防?
格式:pdf
大小:128KB
页数:3P
人气:65
4.4
瓷质渗花抛光砖的裂砖剖析 1引言在建筑陶瓷行业,由于不同层次客户的不同需求,目前市场上基本形成以抛光砖、彩釉砖(包括墙砖、地砖)、仿石砖(包括仿古砖、广场砖)以及水晶砖为主导的格局.瓷质渗花抛光砖由于其特殊的工艺要求和工序控制,往往容易产生裂砖缺陷,尤以中心裂和边裂为主.这里,就以砖裂的形式作概括性的剖析.
格式:pdf
大小:167KB
页数:5P
人气:65
4.6
助剂在渗花抛光砖工艺中的应用 本文介绍了渗花砖的工艺原理,助剂在渗花工艺中的应用情况以及增稠剂的特性,并探讨了影响渗花质量的几个生产要素。
格式:pdf
大小:88KB
页数:1P
人气:65
4.6
渗花抛光砖产生中心裂纹的原因探讨 问:我厂生产600m×600mm规格渗花抛光砖,经常出现中心裂纹,我们认为这是由烧成过程的水汽开裂造成的,于是通过降低窑炉中前温度的操作进行改善,情况有轻微好转,但不能彻底解决,请问应该采取什么措施来解决?
精华文档 关于生产600×600渗花抛光砖出现开裂问题答疑
格式:pdf
大小:47KB
页数:4P
人气:65
4.4
洛阳理工学院 毕业设计(论文)开题报告 系(部):材料科学与工程系2012年3月12日(学生填表) 课题名称年产600万m2高档建筑陶瓷渗花抛光砖工厂工艺设计 学生姓名专业班级b080106课题类型毕业设计 指导教师钱跃进职称讲师课题来源自拟 1.综述本课题国内外研究动态,说明选题的依据和意义 中国陶瓷行业是在古老而传统的产业基础上借助国家改革开放的实行和深 化,以及由此提供的市场和较良好的国际环境而高速发展起来的。目前中国已经 成为世界上的传统陶瓷超级生产大国,并且其传统行业产品已基本进入了现代化 的工业生产行列。建筑陶瓷逐渐趋向高档产品,其中渗花抛光砖因其价格适宜、 质量可靠、性能良好而受到广大消费者的欢迎。 一、我国高档建筑陶瓷的发展 近年来世界房地产业发展迅速,紧紧围绕着房产伴生的建筑墙、地瓷砖的生 产和消费都获得了较大的发展,由于中国瓷砖
格式:pdf
大小:106KB
页数:3P
人气:65
4.8

浅析影响渗花抛光砖渗花效果的因素 朱咏梅 (湖北兴成建陶有限公司 黄梅 435500) 摘 要 详细系统地分析了影响大规格渗花抛光砖渗花效果的各种因素,针对各种因素在各工序上严格把关和控制,对 生产实践有一定的指导和帮助。 关键词 渗花抛光砖 渗花效果 渗透性 前言 渗花抛光砖集花岗岩耐磨、耐腐蚀、强度高和色彩 丰富的装饰效果于一体,已成为建筑装饰材料中不可 缺少的主导产品之一。随着市场经济的发展和人们生 活水平不断地提高,人们的消费水平、审美水平的不断 提高,品牌意识的不断增强,对渗花抛光砖的装饰效 果、图案的清晰度的要求也在提高。所以,渗花砖若渗 花效果不佳,制品容易造成缺花、糊花、阴阳色等缺陷, 它是产品降级和多色号的主要原因。这样会对企业经 济效益造成难以估量的损失,使原本狭小的利润空间 变得更小了。笔者就影响渗花砖渗花效果的
格式:pdf
大小:390KB
页数:3P
人气:65
4.5
浅析影响渗花抛光砖渗花效果的因素 详细系统地分析了影响大规格渗花抛光砖渗花效果的各种因素,针对各种因素在各工序上严格把关和控制,对生产实践有一定的指导和帮助。
格式:pdf
大小:617KB
页数:61P
人气:65
4.8
第一章总论 1.1设计依据 根据瓷学院材料学院无机非金属材料专业毕业设计任务书进行“年产200万平米大 规格渗花抛光砖工厂设计”。 1.2设计原则 1.贯彻国家有关方针政策,结合市场行情,合理标准做到切合实际,技术先进, 经济合理,生产可行,使项目达到预期的社会效益、环境效益。 2.在设计中要因地制宜,提高土地利用率,总平面布置做到紧凑合理,近远期发 展相结合。 3.在不影响生产质量的基础上,选择国技术与设备及其配套设施,以节约资金, 提高经济效益。 4.合理地规划布置,达到生产与环保相促进。 5.合理地考虑扩建问题,留一定的发展空间。 1.3设计围 本设计围按“年产200万平米大规格渗花抛光砖”的生产规模,对全厂进行初步设 计,主要包括:制粉、成型、干燥、丝网印刷、烧成、抛光、检选等生产过程的工艺设 计、物料平衡和设备选型、进行全厂总平面布局、技术经济分析、仓储
最新文档 关于生产600×600渗花抛光砖出现开裂问题答疑
格式:pdf
大小:61KB
页数:未知
人气:65
4.5
解决渗花抛光砖砖坯中间网状微裂纹的答疑 问:我厂生产600mm×600mm渗花抛光砖.近期砖坯中间表面常出现一些微裂纹,呈网状,且深度不一,严重时抛光后还能见。通过多方面试验,发现该缺陷与坯料配方和压机关系不大,且进行窑炉的调整也无效,请问如何克服?
格式:pdf
大小:86KB
页数:2P
人气:65
4.5
大规格渗花抛光砖中复合熔剂的选择 通过生产实践详细介绍了几种复合熔剂以及它们在生产中的应用,提出了选择复合熔剂原料时要注意的若干问题及正确选择的要求。
格式:pdf
大小:51KB
页数:2P
人气:65
4.5
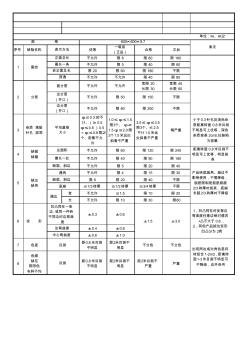
单位:㎜、㎜2 序号缺陷名称优等 一级品 (正品) 合格次品 不允许限8限80限160 不允许限5限40限80 限20限60限180不限 不允许不允许限40限80 不允许不允许 宽限20 长限30 宽限40 长限60 不允许限50限150不限 不允许限80限200不限 3 杂质落脏 针孔溶洞 φ≤0.3的不 计、(≥0.5 φ≤0.8)0.5 <φ≤0.8限2 个、密集不允 许 1.0≤φ≤1.5 限3个、φ≥ 1.5φ≤2.0限 2个1.5米远处 斜看不严重 3.0≤φ≤3.5 限3个、≤2.5 不计1.5米远 处斜看不严重 稍严重 小于0.3针孔及浅色杂 质距离砖面0.8米目测 不明显可上优等,深色 杂质按表2cm三处缺陷 为密集 不允许限60限120限240 不
格式:pdf
大小:86KB
页数:未知
人气:65
4.6
600mm×1200mm抛光砖翘边变形的解决方法 前段时间,某窑炉一直生产800mm×800mm的微粉抛光砖,其产量、质量都相当稳定,基本上没有变形超标降级现象。但改为生产600mm×1200mm的微粉抛光砖后,产品出现翘角或翘边变形超标现象。开始时是同排进三件砖,短边为入窑方向,存在短边翘边现象。长边靠窑墙两边,砖形略带色背状。而抛光后存在10%~15%的凹变形降级,调整多天无改善效果。因此,为了找到
格式:pdf
大小:43KB
页数:1P
人气:65
4.8
关于生产抛光砖出现表面落脏问题的答疑 问:我厂用重油烧成,在生产抛光砖时经常会出现表面落脏现象,表面呈现点滴的白色斑状。渗透深度约1-1.5m,但没有一定的规律性,而且烧柴油就没有这种现象。请问这种问题应如何解决?
格式:pdf
大小:53KB
页数:3P
人气:65
4.8

单位:㎜、㎜ 2 序 号 缺陷名称优等合格次品 不许1030 不许320 1020不限 不许520 3缺釉不许30不限 4缩釉不许20不限 5缺角正面不许,底部l≤6,通角不许 正面w≤2.5、底部l ≤10,通角l≤6 正面l≤20、底部 长限25通角l≤15 6缺边 正面不许,底部l≤ 10,通边不许 正面w≤2.5、l≤ 20,底部l≤50 正面w≤10、l≤ 50,底部l≤100 7分层 正面不允许,底部闭 口l≤10,开口不 许,声音正常 正面≤10,底部闭口 l≤40,开口≤20 不明显 8缺花、白 边 530不限 9粘网0.8米不明显稍明显不限 10喷墨拉线 距0.4m不可见不限; 距0.5m不明显,总长 限2个边长,最长一 条2/3边长,通边不 允许;距0.5m明
格式:pdf
大小:252KB
页数:9P
人气:65
4.8

柱模板(设置对拉螺栓)计算书 计算依据: 1、《建筑施工模板安全技术规范》jgj162-2008 2、《混凝土结构设计规范》gb50010-2010 3、《建筑结构荷载规范》gb50009-2012 4、《钢结构设计规范》gb50017-2003 一、工程属性 新浇混凝土柱名称kzc新浇混凝土柱长边边长(mm)600 新浇混凝土柱的计算高度(mm)4200新浇混凝土柱短边边长(mm)600 二、荷载组合 侧压力计算依据规范 《建筑施工模板安 全技术规范》 jgj162-2008 混凝土重力密度γc(kn/m 3 )24 新浇混凝土初凝时间t0(h)4外加剂影响修正系数β11 混凝土坍落度影响修正系数β21混凝土浇筑速度v(m/h)2 混凝土侧压力计算位置处至新浇混凝土顶面总高度h(m)3 新浇混凝土对模板的侧压
文辑创建者
我要分享 >
职位:消防工程资料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐