结构光的螺旋钢管埋弧焊焊缝跟踪系统
2024-05-13
介绍了基于结构光的螺旋钢管焊缝跟踪系统,利用LOG滤波和二值化法消除图像中的噪声并把光带图像从背景中提取出来。采用边界取平均值法抽取光带的中心线,用斜率分析法检测出特征点。该图像处理方法处理速度快,能够满足跟踪系统的要求。

学校代码:10148 学号:01200603080713 密级:□√无□加密 硕士学位论文摘要 论文题目螺旋钢管埋弧焊焊缝跟踪系统研究 学科专业化工过程机械 作者姓名吕名昊 指导教师石成江教授 2009年4月 类□√学历硕士 □同等学力 别□工程硕士 辽宁石油化工大学硕士学位论文 1 螺旋钢管埋弧焊焊缝跟踪系统研究 摘要 埋弧焊接是国内外螺旋管厂家普遍采用的生产工艺,螺旋焊管 焊缝自动跟踪时长期以来一直未能很好解决的一大难题。我国所有 的石油、天然气都是采用螺旋焊管传输的,由于钢管的质量问题引 起泄露酿成的事故屡见不鲜,给国家造成巨大损失,有的还造成人 员伤亡。由于埋弧焊接在焊剂埋弧状态下进行,人们不能直接的看 清导电嘴是否对准了板缝,给焊头的控制带来困难,客观上手动跟 踪方式无法避免焊偏。目前,各管厂均采用人工手动
 视觉传感螺旋钢管埋弧焊内焊焊缝自动跟踪系统
视觉传感螺旋钢管埋弧焊内焊焊缝自动跟踪系统 针对螺旋钢管埋弧焊内焊,研制一种基于视觉传感的焊缝自动跟踪系统。以视频摄像机为传感器,在焊接点前方300mm处检测递送边钝边棱边。对视频信号进行放大、整形和二值化处理,获得对应于钝边棱边的脉冲信号,以帧中心为基准,利用单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电动机驱动器,由交流伺服电动机控制焊枪滑移台移动,确保焊丝实时对准焊缝。试验结果表明:采用视频摄像机识别钝边棱边实现焊缝自动跟踪的方法是可行的。系统响应周期小于50ms,跟踪精度达±0.3mm。
编辑推荐下载
格式:pdf
大小:163KB
页数:4P
人气:50
 4.4
4.4
螺旋钢管内焊缝自动跟踪系统的研究 螺旋钢管是由低碳钢或低合金结构钢钢带按照一定的螺旋线角度经过单面或双面焊接而成,为了保证焊接质量,焊缝自动跟踪非常重要。对螺旋钢管的焊接过程进行了分析,并利用先进的微计算机技术设计完成了一套螺旋钢管内焊缝自动跟踪装置,实践证明,该装置有效实现了螺旋钢管内焊缝的自动跟踪,保证了焊接质量,降低了工人的劳动强度。
格式:pdf
大小:192KB
页数:未知
人气:50
4.5
螺旋埋弧焊钢管内焊缝自动跟踪系统的实现 利用彩色摄象机做为温度传感器,采用热模拟技术,cagd(计算机辅助图形设计)等高新技术,通过对内焊缝背面温度场分布情况进行图象处理,从而准确、及时地识别出电弧中心与板缝合口的偏差量,经步进电机随时调整。这样就从根本上解决了螺旋焊管内焊缝自动跟踪这一长期未能解决的难题。本系统已在辽阳钢管厂运行两年之久。时间、实践证明性能稳定,跟踪准确,属我国焊管行业一个突破。
热门文档 结构光的螺旋钢管埋弧焊焊缝跟踪系统
格式:pdf
大小:921KB
页数:4P
人气:50
4.3
螺旋埋弧焊钢管外焊缝视觉传感自动跟踪系统 针对螺旋埋弧焊钢管外焊,研制了一种基于视觉传感的焊缝自动跟踪系统。以视频摄像机为传感器,在焊接点前方100mm处检测钢管外焊成形缝。对视频信号进行放大、整形、二值化处理,获得对应于成形缝的脉冲信号,以帧中心为基准,利用单片机进行偏离方向判断及偏差值计算,并将偏差信号以脉冲方式送入交流伺服电机驱动器,由交流伺服电机控制焊枪滑移台移动,确保焊丝实时对准焊缝。试验结果表明,焊接过程采用视频摄像机识别钢管外焊成形缝实现焊缝自动跟踪的方法是可行的。
格式:pdf
大小:522KB
页数:1P
人气:50
4.4
螺旋钢管尾端螺旋缝焊接推进装置 本实用新型公开了一种螺旋钢管尾端螺旋缝焊接推进装置,属于焊接机械的附属设备。该螺旋钢管尾端螺旋缝焊接推进装置,其特征是:安装在两个轴承座之间的橡胶托辊通过联轴器与带有变速装置的电机相连固
格式:pdf
大小:99KB
页数:4P
人气:50
4.6
螺旋埋弧焊钢管内焊缝自动跟踪原理的研究 螺旋埋弧焊钢管内焊缝自动跟踪问题,是国内外长期以来没有很好解决的一大难题。本文对实现自动跟踪的原理进行了比较详尽的分析和研究,提出了焊缝背面两侧温度呈驼峰形分布的全新理论。作者认为,以往人们使用的内焊头手动跟踪都是遵循驼峰理论来实现的。模拟手动跟踪,进行仿生学研究,是实现内焊缝自动跟踪的一种重要途径。利用现代传感技术,测出内焊缝两侧的温度曲线,通过微机可以很快地算出两峰点a1a2与谷点o的距离,如两点距离不等就随时输出信号去驱动焊头移动达到自动跟踪的目的
格式:pdf
大小:280KB
页数:4P
人气:50
4.6
hanguan 摘要:焊缝余高过高袁焊缝与母材过渡角过小会引起焊趾处应力集中袁导致服役条件下管道疲 劳破坏袁影响管道的安全运行袁加大钢管的外防腐作业难度袁造成焊缝部位防腐层厚度的减薄甚 至开裂遥针对这些问题袁分析了影响焊缝余高质量的主要因素袁以及改善焊缝形貌所采取的工艺 措施袁如坡口和焊接工艺参数的优化设计尧焊丝形位参数的调整遥焊缝形貌的改善在实际生产中 取得了满意的效果遥 关键词院螺旋埋弧焊管曰焊缝形貌曰焊缝余高曰防腐 中图分类号:te973文献标志码:b文章编号:员园园员原猿怨猿愿(圆园员3)07-0063-04 螺旋埋弧焊管焊缝形貌控制 王洋袁陈楠袁谢玉峰袁刘晶晶袁谷海龙袁祁超 渊渤海装备华油钢管有限公司袁河北青县062658冤 abstract:overheightweldreinforcementandtoo
格式:pdf
大小:10KB
页数:2P
人气:50
4.7

螺旋缝埋弧焊钢管常识 本文由钢管经贸网资讯部整理(www.***.***),如有转载,请注明出处。 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不 断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式 分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高, 能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度 的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.一般低压流体输送用螺旋缝埋弧焊钢管(sy5037-2000)是以热轧钢带卷作管坯,经常温螺 旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气
精华文档 结构光的螺旋钢管埋弧焊焊缝跟踪系统
格式:pdf
大小:202KB
页数:8P
人气:50
4.6
螺旋缝埋弧焊钢管焊缝韧性的研究 本文介绍了埋弧焊钢管焊缝韧性试验研究的结果及工业生产应用效果。简要介绍实现埋弧焊钢管高韧性焊缝经历的试验手段及技术途径,评估了试验研究结果和已经达到的技术水平,指出了埋弧焊钢管焊缝韧性与工艺、材料匹配甚为相关的技术要点,论述了埋弧焊钢管实现“等强”、“等韧”的技术可行性,对埋弧焊钢管高韧性焊缝的进一步研究及大规模工业化生产具有积极的指导意义。
格式:pdf
大小:39KB
页数:1P
人气:50
4.8

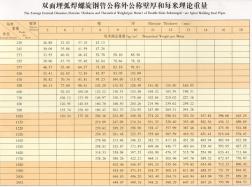
双面埋弧焊螺旋钢管公称外公壁厚和每米理论重量 壁厚每米 重量外径 壁厚(mm) 5678910111213141618 每米理论重量(kg/m) 21926.8832.0237.1042.13 24530.0935.8641.5947.26 27333.5540.0146.4252.7859.165.36 32539.9647.7055.463.0470.6478.18 37746.3755.464.3773.3082.1891.01 42652.4162.6572.8382.9793.05103.09 47858.8270.3481.8193.23104.60115.92 52965.1177.8990.61103.29115.92
格式:pdf
大小:9KB
页数:1P
人气:50
4.4

焊接螺旋钢管优缺点及分类 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步, 焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。 焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 焊接钢管的优缺点 焊接钢管是连续在线生产,壁厚越厚,机组及溶接设备的投资就越大,它就越不具有经 济性和实用性。壁厚越薄,它的投入产出比就会相应下降。该产品的工艺决定它的优缺点, 一般焊接钢管精度高、壁厚均匀、管内外表光亮度高(钢板的表面等级决定的钢管表面亮度)、 可任意定尺。因此,它在高精度、中低压流体应用方面体现了它的经济性及美观性。 二、焊接钢管分类 1.普通碳素钢电线套管(gb3640-88)是工业与民用建筑、安装机器设备等电气安装工程 中用于保护电线的钢管。 2.焊接钢管直缝电焊钢管(yb242-63)是焊缝与钢管纵向平行
最新文档 结构光的螺旋钢管埋弧焊焊缝跟踪系统
格式:pdf
大小:541KB
页数:2P
人气:50
4.5
螺旋缝埋弧焊钢管内焊缝结晶裂纹分析 焊缝裂纹是焊接过程中的重大缺陷,有效控制焊缝裂纹的产生对于产品质量至关重要。分析了螺旋缝埋弧焊钢管内焊缝结晶裂纹的产生过程以及消除措施,通过实践证明结晶裂纹是由钢管成形不稳定引起的。
格式:pdf
大小:734KB
页数:5P
人气:50
4.5
浅谈螺旋埋弧焊钢管的焊缝外观形状控制 分析了焊缝余高、焊缝宽度、焊缝过渡角、焊缝均匀性等焊缝外观形状的主要几何参数及其控制要求,并通过对钢管螺旋缝焊接和焊缝成型特点的分析,阐明了焊缝外观形状控制的难点。指出了焊缝外观形状常见问题的产生原因和防止措施,对生产实践有一定的指导意义。
格式:pdf
大小:1.0MB
页数:6P
人气:50
4.3
螺旋埋弧焊管焊缝断裂失效分析 针对某输送成品油管道的螺旋焊管焊缝断裂事故,进行了断口宏观形貌、金相组织、扫描电镜、能谱及硬度分析试验,并用有限元分析法比较了土压、含水量、地基对管道应力的影响。失效分析结果表明,螺旋焊管焊缝断裂主要是由于管道附近泥浆化趋势、较高的堆土以及焊缝缺陷造成。
格式:pdf
大小:9KB
页数:1P
人气:50
4.6

河北德昊管道制造有限公司www.***.*** 1)弯曲功能 按下表规则的弯心直径弯曲180度后,钢筋受弯曲部位外表不得发生裂纹。 商标公称直径a mm弯曲实验 弯心直径 hrb3356-25 28-503a 4a hrb4006-25 28-504a 5a hrb5006-25 28-506a 7a 2)反向弯曲功能 依据需方要求,钢筋可进行反向弯曲功能实验。 反向弯曲实验的弯心直径比弯曲实验响应添加一个钢筋直径。先正向弯曲45度,后反向弯曲23度, 后反向弯曲23度。经反向弯曲实验后,钢筋受弯曲部位外表不得发生裂纹。 4.外表质量: 钢筋外表答应不得有裂纹、结疤和折叠。 钢筋外表答应有凸块,但不得超越横肋的高度,钢筋外表上其他缺陷的深度和高度不得大于地点部位 尺寸的答应偏向。 5.尺寸、外形
格式:pdf
大小:39KB
页数:1P
人气:50
4.7

编号: 到站: 车号: 4根48米 合同号: amount4lengths48meterstons. 钢号标准规格水压压力合格 steelspeci-size(mpa)项数 grodefication屈服点抗拉强度伸长率正弯反弯hydrostaticqualified 根米csimnps(mpa)(mpa)δ%faceroottestitems lengthsmeteryieldtensileelonga-bendbendpressures pointstrengthtion180°180° q235bsy/t5037-2000529*84480.150.180.480.0210.02528040533合格合格4.212 0 0 0 0 0 0 0 说明
格式:pdf
大小:326KB
页数:5P
人气:50
4.5
塔吊臂架角钢外角接焊缝跟踪系统 为实现塔吊臂架角钢外角接接缝的自动化焊接,设计了一套具有可靠性高、能够在工业现场长期应用的激光视觉焊缝跟踪系统。介绍了系统的组成和工作原理。根据外角接接头几何特点,设计了一套专门图像处理算法,能够快速准确可靠地提取焊缝特征和中心位置,并对焊缝中心检测结果进行数字滤波,以提高抗干扰性。在焊枪纠偏控制中,针对检测传感器前置的特点,水平方向的焊缝跟踪采用一种基于实时焊缝斜率的跟踪算法,并运用pd算法进行焊枪调整;针对高度方向上的焊缝跟踪特点,采用带智能积分的模糊控制器进行焊枪调整。经现场试用表明,该系统运行稳定,能够满足焊接精度要求,具有较高的实用价值。
格式:pdf
大小:291KB
页数:4P
人气:50
4.7
宝钢热镀锌机组焊缝跟踪系统 宝山钢铁股份有限公司热镀锌机组采用tmeic公司的冷轧带钢处理线焊缝跟踪系统。系统将整个机组划分为多个跟踪区域,能够准确计算出带钢焊缝在各区域的行程和所在位置,并且还完成plc控制系统(l1)和过程计算机系统(l2)之间的信息传递,从而实现对带钢焊缝的全程跟踪,为实现带钢连续生产线的全面自动化奠定了基础。该系统在实际使用中取得了良好的效果。
格式:pdf
大小:24KB
页数:1P
人气:50
4.7
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 埋弧焊焊缝外观质量检验规范 1范围 本《焊缝外观质量检验标准》规定了埋弧焊的焊缝外观质量要求。 本《焊缝外观质量检验标准》适用于产品图纸或工艺文件中无特殊要求的 焊接件。 2术语和定义 gb/t324、gb/t3375、gb/t6417.1、gb/t19418界定的以及下列术语和 定义适用于本文件。 2.1可视面 人站立(0.5米内)平视、仰视或俯视可见的部位以及打开覆盖件的门或视 窗可见的部位。 2.2非可视面 人爬上机身或俯身趴下去才能看到的部位以及被隐藏看不见的部位。 3符号 下列符号适用于本文件: a:角焊缝厚度; b:焊缝余高的宽度; d:气孔的直径;
格式:pdf
大小:448KB
页数:9P
人气:50
4.4
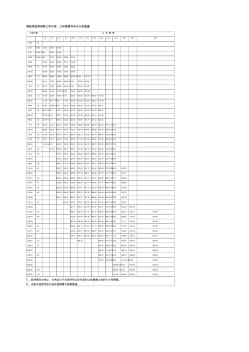
螺旋埋弧焊钢管公称外径、公称壁厚和单位长度重量 公称外径公称壁厚 6.07.08.09.010.011.012.013.014.015.016.018.020.022.0 mmin 219.18-5/831.5336.6141.65 273.110-3/439.5245.9452.30 323.912-3/447.0454.7162.3269.8977.41 (325)47.2054.9062.5470.1477.68 355.61451.7360.1868.5876.9385.23 (377.0)54.8963.8772.8081.6790.50 406.41659.2568.9578.6088.2097.76107.26116.72 (426.0
格式:pdf
大小:12KB
页数:5P
人气:50
4.6

厂和贸易商逐步扩大到银行以及投资公司,钢厂、贸易商已从最初的学习、了解期货 转为深度参与,期货套保已成为企业经营中不可缺少的部分。 黑色系品种前期出现一波大幅上涨行情,近期随着市场转向淡季,加上商品期货市场 热度降温,黑色系期货品种又领跌市场。这种剧烈波动行情,让钢企的套保操作变得 更加困难。 “现在市场参与主体已经发生了改变,钢厂用以前的思路来做期货和现货,肯定会吃 亏的。”在此次钢铁俱乐部活动上,华东地区一位钢企人士说。 同时,他表示,现在黑色系价格波动幅度较大,即便整体方向看对了,交易的过程中 也容易出错。 螺旋钢管:英文名spiralweldedpipe。美国:apispec5l焊接钢管标准。国家标准 gb/t9711-2011;工业部标准sy/t5037-2000。 螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角) 卷成管坯,然后将管
文辑创建者
我要分享 >
职位:水电安装工程预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐