加工微小型轴向沟槽铜管多齿芯头齿形优化
2025-01-19
多齿芯头是制造微小型轴向内沟槽铜管(AIGCT)的芯模,其齿的几何形状直接影响管内壁沟槽的成形质量及自身的寿命.文中根据单个齿成形区域的边界特征和AIGCT成形时矩形齿横截面金相图上呈现的金属流动特点,将成形区域划分为刚性区Ⅰ、塑性变形区、刚性区Ⅱ以及两个被压实的死区;使用上限法建立齿形成形的单位挤压力数学模型,并分析各参数对单位挤压力的影响机制,求解出金属最优流动方向的角度及其影响因素;从而优化出多齿芯头的齿形参数.

 微小型薄壁内沟槽铜管旋压缩径数值模拟
微小型薄壁内沟槽铜管旋压缩径数值模拟 文章以有限元分析软件msc.marc为平台,建立了微小型薄壁内沟槽铜管钢球高速旋压缩径成形的三维弹塑性有限元模型,对缩径过程的变形机理、应力应变分布和受载情况进行了分析;同时,进行了成形过程实验研究。模拟与实验结果表明,沟槽底部的等效应力应变远大于齿形和沟槽管外表面,钢球与沟槽管接触区受三向压应力作用;等效应变沿轴向呈分层分布,沿周向呈间隔分布;轴向进给速度过大,沟槽管容易出现扭曲变形,轴向拉拔力和钢球承受载荷也相应增大。模拟结果揭示的规律与实验结果相一致。该研究有助于改进缩径工艺,提高加工效率。
微型直齿沟槽铜管充液旋压-多级拉拔复合成形 采用高速充液旋压-多级拉拔复合成形方法加工出了直径在6mm以下的、质量稳定的微型直齿沟槽铜管.在分析其加工成形机理的基础上,研究了加工参数对沟槽铜管质量的影响.结果表明:微型直齿沟槽铜管成形过程中,过大的拉拔级次压缩率会导致微型直齿沟槽铜管的轴向沟槽产生断裂或折叠,过大的圆度误差会导致微型直齿沟槽铜管表面产生皱折和凹陷;而拉拔模具入口锥角采用16°、定径区长度取4mm、出口锥角取30°、润滑条件良好及残余应力较小时,拉拔沟槽铜管表面质量更高.通过控制拉拔工艺参数和圆度误差,可获得直径在6mm以下的、质量稳定的微型直齿沟槽铜管,且内部沟槽趋于封闭,呈燕尾槽特征,有利于提高微型直齿沟槽铜管的毛细力.
编辑推荐下载
格式:pdf
大小:1.2MB
页数:5P
人气:81
 4.7
4.7
微热管轴向微沟槽高速充液旋压成形实验研究 对铜微热管内壁轴向微沟槽高速充液旋压成形工艺进行实验研究,研究关键工艺参数包括拉管速度、旋压钢球数量、多齿芯头位置,分析其对微沟槽成形的影响,优化加工工艺参数。通过观察微沟槽横截面显微照片,分析微沟槽旋压成形过程中的塑性变形,初步探讨轴向微沟槽高速充液旋压成形机理。实验结果表明,拉管速度应在48cm/min~64cm/min之间,最佳旋压球数量为4,多齿芯头和旋压球之间的距离不得大于3.7mm;金属塑性变形较小、未被充分挤压入多齿芯头沟槽,是影响微沟槽成形的主要原因。
格式:pdf
大小:1.4MB
页数:5P
人气:81
4.6
微小型沟槽式热管制造的新方法——犁削/拉拔法 在分析小型热管制造的旋压法和犁削法的原理、特点的基础上,提出了一种制造微小型热管的新方法——犁削/拉拔法.该方法能经济、方便地制造出各种外径尺寸的微小型热管.
热门文档 加工微小型轴向沟槽铜管多齿芯头齿形优化
格式:pdf
大小:1.1MB
页数:6P
人气:81
4.6
拉拔工艺参数对微型直齿沟槽铜管成形的影响(英文) 利用高速充液旋压技术加工出直径为6mm的沟槽管;然后,采用多级拉拔成形方法加工出直径为3~6mm的微型直齿沟槽铜管。在分析其加工成形机理的基础上,重点研究拉拔工艺参数对沟槽管成形的影响规律。结果表明:在微型直齿沟槽铜管成形过程中,随着拉拔成形直径的缩小,壁厚增加,槽深和槽宽均减小;同时,壁厚随着拉拔模具角的增加而减小,而槽深和槽宽随着拉拔模具角的增加而增加;随着拉拔级次压缩率的增大,拉拔力增大,过大的拉拔级次压缩率会导致微型直齿沟槽铜管拉拔成形轴向沟槽产生断裂。随着拉拔模具角的增大,拉拔力先减小后增大,并且存在一个最小值区域。当拉拔模具角α=16°时,拉拔力最小,此为最佳拉拔模具角。
格式:pdf
大小:975KB
页数:4P
人气:81
4.5
加工沟槽式微热管的微型多齿刀具研究 分别采用gcr15和w18cr4v微型多齿刀具,利用充液高速钢球旋压技术加工微型圆热管内壁的轴向微沟槽,进行了刀具性能实验,介绍了多齿刀具的齿型对微沟槽形状的影响及刀具位置对沟槽壁面结构和沟槽走向的影响,分析了刀具的磨损和破损特征。实验结果表明:gcr15刀具在加工热管内壁微沟槽时,刀具的失效形式主要是断齿与压溃,且刀具寿命短;w18cr4v高速钢刀具在加工圆热管内壁微沟槽时,刀具的失效形式主要表现为磨损,但磨损量很小,刀具寿命长。
格式:pdf
大小:537KB
页数:4P
人气:81
4.5
沟槽铜纤维复合毛细芯铜板压缩性能的研究 采用犁切挤压及烧结的方法制造了沟槽铜纤维复合毛细芯铜板。复合毛细芯具有良好的传热性能,但应用时经常受压,为此研究其压缩性能非常必要。采用压缩试验对沟槽铜纤维复合毛细芯铜板进行实验研究,分析了铜纤维直径、孔隙率、烧结温度和烧结时间对沟槽铜纤维复合毛细芯铜板的压缩性能的影响。结果表明:纤维直径越大,最大应力越小;反之则越大。细纤维直径的铜纤维板获得的最大应力为6.9mpa,而中纤维直径的铜板的最大应力为6.2mpa,粗纤维直径的最大应力为5.7mpa。烧结温度越高,所获得的铜纤维板相应的应力值更大;烧结时间越长,所得的铜纤维板的相应应力值也越大;孔隙率越小应力值越大。对各种实验结果的原因进行了分析。
格式:pdf
大小:162KB
页数:2P
人气:81
4.7
一种径向沟槽专用加工刀具 阐述了一种可以安装在立式钻床上的液压径向进给专用刀具的结构及工作原理。该刀具进刀调节螺母节距由电信号控制,进、退刀动作由液压系统控制。这种刀具反应灵敏,适用于加工长杆件轴向孔内的径向沟槽。它能够保证沟槽与中心的同轴度及沟槽精度,操作简单,快捷,适于批量生产。
格式:pdf
大小:1.0MB
页数:5P
人气:81
4.6
铜热管内壁微沟槽的高速充液旋压加工 对直齿微沟槽铜热管的高速充液旋压拉拔成形加工机理进行了研究,建立了微沟槽高速充液旋压成形的几何模型,通过实验发现:微沟槽的加工包括挤压和成形两个阶段;影响微沟槽成形的主要因素包括多齿芯头几何参数、芯头位置、减薄量、拉拔速度、旋压器转速和工作温度等;通过控制挤压深度、进给量、芯头形状与位置等,可加工出不同形状、不同深宽比及不同壁厚的微沟槽;高速充液旋压加工微沟槽在生产上具有可行性,其材料利用率和生产效率高,成本低廉.
精华文档 加工微小型轴向沟槽铜管多齿芯头齿形优化
格式:pdf
大小:404KB
页数:3P
人气:81
4.4
高速卷绕头凸轮沟槽的优化设计 卷绕头是化纤长丝纺丝设备的关键单元机,本文分析了卷绕头中凸轮滑梭导丝机构的工作原理,提出了横动凸轮沟槽曲线对卷绕成型和滑梭寿命的影响,并给出了对横动凸轮沟槽曲线进行优化的方法和通用公式。
格式:pdf
大小:597KB
页数:2P
人气:81
4.8
小型铝合金零件的冲齿加工 我公司生产一种带内齿的小型零件,以前采用铝合金压铸毛坯,内齿不加工,特点是加工余量小,齿形完整,其不足之处在于:零件较小,压铸后零件毛坯组织疏松,易产生砂眼、气孔、硬质点等缺陷,对零件的强度和气密性能有较大的影响。凡有砂眼、气孔缺陷的零件都判为不合格品。
格式:pdf
大小:229KB
页数:4P
人气:81
4.6
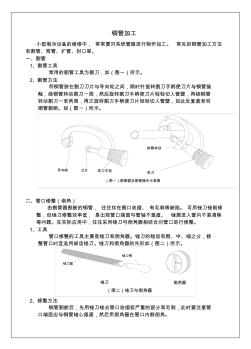
铜管加工 小型制冷设备的维修中,常常要对系统管路进行制作加工。常见的铜管加工方法 有割管、弯管、扩管、封口等。 一、割管 1、割管工具 常用的割管工具为割刀,如(图一)所示。 2、割管方法 将铜管装在割刀刀片与导向轮之间,顺时针旋转割刀手柄使刀片与铜管接 触,绕铜管转动割刀一周,然后旋转割刀手柄使刀片轻轻切入管壁,再绕铜管 转动割刀一至两周,再次旋转割刀手柄使刀片轻轻切入管壁,如此反复直至将 铜管割断。如(图一)所示。 绕管转动 进刀刀片进刀手轮 导向轮 (图一)割管器及割管操作示意图 二、管口修整(倒角) 由割管器割断的铜管,往往存在割口收缩、有毛刺等缺陷。可用锉刀锉削修 整,但锉刀修整效率低,易出现管口端面与管轴不垂直、锉屑进入管内不易清除 等问题。在实际应用中,往往采用锉刀与倒角器相结合对管口进行修整。 1、工具 管口修整的工具主要是锉刀和倒角器。锉刀的锉齿有粗、中、
格式:pdf
大小:343KB
页数:4P
人气:81
4.7

轴向型内压式波纹补偿器(tny) 摘要: 用途:此补偿器(金属波纹管,波纹补偿器)主要生产用于补偿轴向位移,也可以补偿横向位移或轴向与横向合成位 移,具有补偿角位移的能力。 型号:本厂生产补偿器dn32-dn8000, 压力级别0.1mpa-2.5mpa。 连接方式:①法兰连接式 ②接管连接式 产品轴向补偿量:18mm-400mm。 1、结构简图 2、产品代号 举例:0.6tny500×4tf 表示:公称通径为ф500,工作压力为0.6mpa,(6kgf/cm2)波数为4个,带导流筒,碳钢法兰连接的内压式波纹补偿器。 3、补偿器结构特点 波纹补偿器由一个波纹管和两个端接管构成,端接管或直接与管道焊接,或焊上法兰再与管道法兰连接。补偿器上的拉杆主要是运输过程中的刚性支承或作为产品予变形调 整用,它不是承力件。该类补偿器结构简单,价格低,因而优先选用。
格式:pdf
大小:213KB
页数:6P
人气:81
4.7

轴向型内压式波纹补偿器 用途与特点: 轴向型内压式波纹补偿器主要用于补偿轴向位移,也可以补偿横向位 移或轴向与横向合成位移,具有补偿角位移的能力,但一般不应用它 补偿角位移。tny横向型内压式波纹管膨胀节(波纹补偿器)由一 个波纹管和两个端接管构成,端接管或直接与管道焊接,或焊上法兰 再与管道法兰连接。波纹膨胀节上的拉杆主要是运输过程中的刚性支 承或作为产品予变形调整用,它不是承力件。该类波纹膨胀节结构简 单,价格低,因而优先选用。 型号: 本厂生产dn32-dn8000,压力级别0.1mpa-2.5mpa 1、法兰连接2、接管连接 产品轴向补偿量: 18mm-400mm 一、型号示例 举例:0.6tny500tf 表示:公称通径为φ500,工作压力为0.6mpa,(6kg/cm2)波数为4个, 带导流筒,碳钢法兰连接的内压式波纹补偿器。 二、使用说
最新文档 加工微小型轴向沟槽铜管多齿芯头齿形优化
格式:pdf
大小:368KB
页数:4P
人气:81
4.6
球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工 给出了球头螺旋铣刀三种不同螺旋刃口曲线的求解公式和二轴联动数控加工时砂轮的截形和相对运动求解模型,根据实得沟槽的模型和计算机模拟结果分析了存在的不足,并给出了相应的后处理方法。
格式:pdf
大小:769KB
页数:5P
人气:81
4.7
移圈针沟槽的加工工艺 现代电脑横机移圈针要求具有较高的精度和一致性,以适应电脑横机高速化的发展趋势以及对移圈针使用寿命越来越长的要求。针对以上问题,提出一种新的加工工艺。以加工中心为加工平台,配合plc专用自动化夹具,优化刀具类型、夹持方式和加工参数,采用油雾的冷却润滑方式,从而实现了移圈针沟槽的高精度化和高自动化加工。经批量加工检验,其加工精度可达到±0.015mm,超过传统±0.025mm的加工精度,批量加工的尺寸一致性达到使用要求,表面粗糙度也较传统工艺提高了1个级别。
格式:pdf
大小:782KB
页数:1P
人气:81
4.7
特殊多线螺纹的快速轴向分线法 多线螺纹(蜗杆)的各螺旋槽在轴向是等距分布的,在端面上螺旋的起点是等角分布的,在车削过程中,解决等距分布的方法叫分线。如果分线出现误差,就会使所车出的多线螺纹螺距不等,从而严重影响内外螺纹的配合精度、降低使用寿命,甚至造成无法安装使用。由此可以看出,车削多线螺纹(蜗杆)时,采取正确的分线方法、合
格式:pdf
大小:121KB
页数:2P
人气:81
4.6
多线螺纹的快速轴向分线法 在螺纹的加工方法中,车削螺纹是主要的加工方法。对于加工精度要求较高、长度较长的多头螺纹工件时,如何解决分线问题是加工的关键技术。一般常用的分线方法各有其局限性。本文介绍的多线螺纹快速分线方法在原理上属于轴向分线法,主要方法是利用丝杠和开合螺母的不同啮合位置获得轴向的位移量,使刀具移动较长距离时获得精确的位移量。在加工某些特殊螺距的多线螺纹时,使工件的加工变的简易可行,而且保证较高的分线精度,减轻了劳动强度,值得在生产中推广。
格式:pdf
大小:262KB
页数:未知
人气:81
4.5
多头蜗杆轴向齿距的测量及其对加工的指导意义 本文论述了多头蜗杆轴向齿距的测量方法,分析了误差来源及其处理方法;并通过蜗杆加工的实例,探讨加工中存在的问题,提高多头蜗杆的加工水平
格式:pdf
大小:151KB
页数:未知
人气:81
4.6
带有轴向槽钢轴套磨加工工艺分析与改进 文章分析了现行带有轴向槽钢轴套磨加工工艺存在的不足,指出产生问题的原因并提出解决方案,确保磨加工后的产品质量符合工艺要求。
格式:pdf
大小:44KB
页数:1P
人气:81
4.7
巧用刀具加工孔内长沟槽 1.问题的产生在机械加工中常遇到一些零件需要在内孔中加工较长的封闭槽,若此类零件外形为标准回转体(见图1),则可采用车削加工方式来完成;但遇到外形较复杂且不规则的此类零件时,如果继续采用车削加工方式,则装夹极为不方便,有时甚至是不可能完成的。此时需要考虑改变加工方法。

文辑创建者
我要分享 >
职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐