挤压6082铝合金型材时需要注意的事项
2024-06-05
挤压 6082 铝合金型材时需要注意的几个事项 (1)、铝合金铸棒加热方式 铝合金铸棒加热采用工频感应加热,这种热方式的特点: a、加热时间短,在 3分钟内即可达到 500℃左右; b、挤压温度控制准确,误差不超过± 3℃。 如果用电阻炉缓慢加热,将会导致 Mg2Si 相析出,影响强化效果。 (2)、铝型材挤压 改变了以下几方面的因素,合理制订 6082 合金铝型材挤压工艺。 1、6082 合金变形抗力大,所以铸棒温度应偏上限 (480-500℃); 2、铝挤压模具温度也应偏高; 3、为防止缩尾或气泡、氧化皮、杂质卷入,压余应留长一些; 4、要使合金主要强化相 Mg2Si 完全固溶,须保证淬火温度在 500℃以上,固此型材挤 压出口温度应控制在 500-530℃; 5、6082 铝合金淬火敏感性高。合金中含有 Mn,促进晶内金属间化合物形成,对淬火 性能有不利影响。 要求淬火冷却强度大、

 车体用6082铝合金型材热处理工艺研究
车体用6082铝合金型材热处理工艺研究 采用正交试验法对车体用6082铝合金挤压型材进行不同制度的固溶及时效处理,通过力学性能、宏观组织与显微组织测试确定最优的热处理工艺。分析结果表明:固溶温度对型材的抗拉强度、屈服强度、自由端晶粒尺寸影响最大,且随着固溶温度的升高而增大。随着时效温度的升高,型材的抗拉强度、屈服强度呈先增后减的趋势;固溶时间、时效时间对型材的力学性能、自由端粗晶尺寸无明显影响。确定最佳热处理制度:515±5℃/150min+170±5℃/10h。
车体用6082铝合金型材热处理工艺研究 采用正交试验法对车体用6082铝合金挤压型材进行不同制度的固溶及时效处理,通过力学性能、宏观组织与显微组织测试确定最优的热处理工艺。分析结果表明:固溶温度对型材的抗拉强度、屈服强度、自由端晶粒尺寸影响最大,且随着固溶温度的升高而增大。随着时效温度的升高,型材的抗拉强度、屈服强度呈先增后减的趋势;固溶时间、时效时间对型材的力学性能、自由端粗晶尺寸无明显影响。确定最佳热处理制度:515±5℃/150min+170±5℃/10h。
编辑推荐下载

热门文档 挤压6082铝合金型材时需要注意的事项
格式:pdf
大小:14KB
页数:2P
人气:61
 4.3
4.3

. .. 铝合金型材分类:阳极氧化膜,电泳涂漆,粉末喷涂,氟碳漆喷涂怎么辨别 基材韦氏硬度6063为8.6063a为10 膜厚阳极 膜厚级 别 平均膜厚um局部膜厚um aa10≥10≥8 aa15≥15≥12 aa20≥20≥16 aa25≥25≥20 电泳喷漆 膜厚级 别 阳极氧化膜局部膜厚um漆膜局部膜厚um复合膜局部膜厚um a≥9≥12≥21 b≥9≥7≥16 s≥6≥15≥21 粉末喷涂最小局部厚度≥40um 氟碳漆喷涂 涂层种 类 平均膜 厚 最小局部膜厚 二涂≥30um≥25 三涂≥40≥34 四涂≥65≥55 规格怎么辨认、以下为普通氟碳油漆和普通粉末喷涂相比: 第一:测量厚度,氟碳三涂为40um,而粉末涂装至少为60um(一般情况下) 第二:表面平整度,氟
格式:pdf
大小:103KB
页数:1P
人气:61
4.7
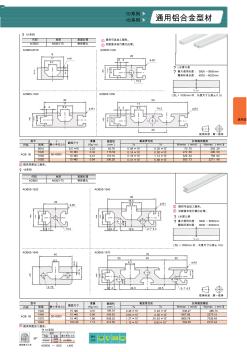
通用铝合金型材 l长度公差? 切断面未进行氧化处理。 代码材质表面处理 喷砂氧化aob05a6063-t5 提供可选加工服务。 视角标准:第一视角 10系列? aob05-1030aob05-1050 aob05-8516aob05-1020 l长度公差? 切断面未进行氧化处理。 aob05-1520 代码材质表面处理 喷砂氧化aob05a6063-t5 提供可选加工服务。 15系列? aob05-1540 aob05-1570 请按图示订货 1020 aob05l400 代码 1030 型号 规格 aob05 l 最小单位0.5 1020 50~6000 10系列? 10系列 15系列 最大使用长度:5800~5850mm 整条标准长度:6000~6020mm ? 最大使用长度:5800~5850mm 整条标准长度:6000~6020mm ?
格式:pdf
大小:16KB
页数:7P
人气:61
4.7
铝合金型材 质量要求及识别方法 窗壁厚不少于1.4mm。门壁厚不少于2mm。 执行标准 1,gb5237.1-6-2004《铝合金建筑型材》 2,gb/t8013.1-3-2007《铝及铝合金阳极氧化膜与有机聚合物膜》 存在的主要问题 1,膜层厚度不合格:在使用过程中易受腐蚀,降低产品的使用寿命; 2,耐蚀性不合格:在使用过程中很容易出现斑点、脱落、腐蚀等,影响铝合金型材的正 常使用; 3,尺寸偏差不合格:壁厚太薄会引起结构强度不够,受力后变形增大等。在使用过程中 会出现密封不严、推拉不畅等现象。严重时会引起幕墙倒塌、门窗脱落等后果。 塑钢型材 质量要求及识别方法 1,型材表面光滑平整、发亮、有光泽、无纹路。 2,大、小面均有专用保护膜,保护膜文字清晰,有规律。 3,背面的压码标识,清楚有规律。 4,型材四角达到90度。 5,内筋直、腔体光滑无气泡,专用衬钢穿
格式:pdf
大小:84KB
页数:1P
人气:61
4.5
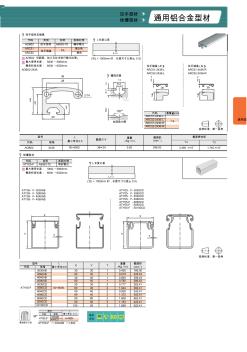
aty05-f-3030cd aty05-f-3060cd aty05-f-4040cd aty05-f-4080cd aty05-f-5050cd aty05-f-50100cd aty05-f-8080cd aty05-f-3030ab aty05-f-3060ab aty05-f-4080ab aty05-f-4040ab 通用铝合金型材 拉手型材及端盖? l长度公差? 视角标准:第一视角 36×24 型号重量 (kg/m) 截面积 2(mm) 截面惯性矩l 最小单位0.5 0.82298.93 代码规格 截面尺寸 50~60002436aob023.4654×1041.745×10 ?x?y aob02-2436 槽部详图? 拉手端盖(左) arc51-2436-l arc52-2436-l 拉手端盖(右) ar
格式:pdf
大小:28KB
页数:3P
人气:61
4.3
铝合金型材知识 铝型材是铝棒通过热熔、挤压,从而得到不同截面形状的铝材料。 铝型材的生产流程主要包括熔铸、挤压和上色(上色主要包括:氧 化、电泳涂装、氟炭喷涂、粉末喷涂等)3个过程。 铝型材按用途分为: 1.工业铝型材:主要用于飞机、火车、工业散热器、汽车、电器 等。 2.铝合金建筑型材:主要用于建筑门窗、幕墙、室内外装饰及建 筑结构用铝型材。 铝型材按表面处理分为: 1.阳极氧化铝材:型材表面经阳极氧化、电解着色或有机着色。 2.电泳涂漆铝材:型材表面经阳极氧化和电泳涂漆复合处理。 3.粉末喷涂铝材:型材表面以热固性有机聚合物粉末做涂层。 4.氟碳漆喷涂铝材:型材表面以聚偏二氟乙烯漆作涂层。目前, 普遍使用的隔热型材,是采取穿条式或浇注式复合的一种铝合金型 材。 关键指标: 1.外观质量:阳极氧化型材表面不允许有电灼伤、氧化膜脱落等 影响使用的缺陷;电泳、粉末、氟碳型材涂漆后的漆
精华文档 挤压6082铝合金型材时需要注意的事项

格式:pdf
大小:1.0MB
页数:4P
人气:61
4.4

铝制品加工:铝合金型材挤压加工全过程(图文) 铝合金挤压过程实际是从产品设计开始的,因为产品的设计是基于给定的使用要求,使用要求决定了产品 的许多最终参数。如产品的机械加工性能、表面处理性能以及使用环境要求,这些性能和要求实际就决定 了被挤压铝合金种类的选择。而同一中铝合金挤压出来的铝型材性能则取决于产品的设计形状。而产品的 形状决定了挤压模具的形状。设计的问题一旦解决了,则实际的挤压过程就是从挤压用铝铸棒开始,铝铸 棒在挤压前必须加热使其软化,加热好的铝铸棒放入挤压机的盛锭筒内,然后由大功率的油压缸推动挤压 杆,挤压杆的前端有挤压垫,这样被加热变软的铝合金在挤压垫的强大压力作用下从模具精密成型孔挤出 成型。这就是模具的作用:生产所需要产品的形状。 该图为:典型卧式液压挤压机简图挤压方向为由左向右 这就是对现在使用最为广泛的直接挤压的简单描述,间接挤压是一个相似过程,但是也有些非常重要的
格式:pdf
大小:64KB
页数:7P
人气:61
4.6
6063铝合金化学成分的选择 6063铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压 性能、装配性能、耐蚀性能和装饰性能,对铝合金型材综合性能的要求远远高于工业型材标 准。在国家标准gb/t3190中规定的6063铝合金成分范围内,对化学成分的取值不同,会 得到不同的材质特性,当化学成分的范围很大时,其性能差异会在很大范围内波动,以致型 材的综合性能会无法控制。因此,优选6063铝合金的化学成分成为生产优质铝合金建筑型 材的最重要的一环。 1合金元素的作用及其对性能的影响6063铝合金是al-mg-si系中具有中等强度的 可热处理强化合金,mg和si是主要合金元素,优选化学成分的主要工作是确定mg和si 的百分含量(质量分数,下同)。 1.1mg的作用和影响mg和si组成强化相mg2si,mg的

格式:pdf
大小:236KB
页数:未知
人气:61
4.7
超长变截面铝合金型材挤压工艺研究 通过挤压工艺参数及工具的设定、校核,确定了该型材的合理挤压工艺参数和挤压工具。在20mn挤压机上实现批量生产超长(10800mm/290mm)变截面型材,其产品的表面质量、材料组织、力学性能等各项技术指标均满足了标准要求。
最新文档 挤压6082铝合金型材时需要注意的事项
格式:pdf
大小:989KB
页数:1P
人气:61
4.7
铝合金型材的新表面 铝合金型材在办公家具中应用的较多,用于隔断、屏风等家具部件中。铝合金型材一般采用6063铝合金,其执行gb/t3190-2008《变形铝及铝合金化学成分》国家标准,一般达到抗拉强度180mpa,伸长率8%以上。
格式:pdf
大小:405KB
页数:3P
人气:61
4.5
铝合金型材等温挤压参数优化及数据管理 先介绍铝合金型材等温挤压工艺参数的确定方法,即先通过模具尺寸优化,实现型材挤出流度相等,再通过工艺参数优化,实现型材挤出温度相等;将得出的数据及曲线录入挤压工艺数据库管理系统以提高挤压生产线的自动化水平,进而提高产品质量。
格式:pdf
大小:11KB
页数:1P
人气:61
4.3
铝合金型材的牌号命名(一) 铝合金材料是幕墙工程大量使用的材料,幕墙金属杆件以铝合金 建筑型材为主(占95%以上)。幕墙面板也大量使用单层铝板、铝塑 复合板等。 gb/t16474-2011《变形铝及铝合金牌号表示方法》规定了变形 铝及铝合金的牌号表示方法。这个标准是根据变形铝及铝合金国际牌 号注册协议组织推荐的国际4位数字体系牌号命名方法指定的,这是 国际上比较通用的牌号命名方法。 这个标准包括国际4位数字体系牌号和4位字符体系牌号两种牌 号的命名方法。按化学成分,已在国际牌号注册组织命名的铝和铝合 金,直接采用国际4位数字体系牌号;国际牌号注册组织未命名的铝 及铝合金,按4位数字体系牌号命名。牌号的第一位数字表示铝及铝 合金的组别,如下表所示。 铝及铝合金的组别 组别牌号系列 纯铝1xxx 以铜为主要合金元素的铝合金2xxx 以锰为主要合金元素的铝合
格式:pdf
大小:239KB
页数:3P
人气:61
4.3
6063铝合金型材挤压堵模的成因及其对策 从6063铝合金铸锭、挤压工艺条件、模具、金属的不均匀变形等方面分析了型材挤压时发生堵模现象的原因,提出了具体防止措施。
格式:doc
大小:31KB
页数:4P
人气:61
4.6
 附近的铝合金型材批发
附近的铝合金型材批发 本文将详细介绍建设工程领域中附近的铝合金型材批发的相关信息,包括供应商选择、产品质量、价格优势等方面的内容。
格式:pdf
大小:236KB
页数:2P
人气:61
4.5
6063铝合金型材挤压工艺的现状及完善改进方法 6063铝合金型材是一种具有较高性能的新型材料,在建筑、航空、汽车、印刷、装饰及家电等诸多领域有着广泛的应用。6063铝合金型材在制作过程中对成分的要求较高,若成分不同,所生产的型材性能也会有很大差异。此外,作为一种典型的挤压合金,其挤压工艺水平的高低也会对材料质量产生很大的影响。文章分析了6063铝合金型材挤压工艺的发展现状,并探讨了其完善改进方法。
格式:pdf
大小:390KB
页数:3P
人气:61
4.5
6063铝合金型材挤压“堵模”的成因及其对策 从6063铝合金铸锭、挤压工艺条件、模具、金属的不均匀变形等方面分析型材挤压时发生“堵模”现象的原因;提出了其防止措施。
格式:pdf
大小:71KB
页数:3P
人气:61
4.7
6063铝合金型材挤压“堵模”的成因及其对策 从6063铝合金铸锭、挤压工艺条件、模具、金属的不均匀变形等方面分析型材挤压时发生“堵模”现象的原因;提出了其防止措施。
格式:pdf
大小:161KB
页数:10P
人气:61
4.5

铝合金资料 (2006-02-2110:25:43) 铝合金的典型机械性能(typicalmechanicalproperties) 铝合金牌号 及状态 拉伸强度(25°c mpa) 屈服强度 (25°cmpa) 硬度500kg力 10mm球 延伸率 1.6mm(1/16in)厚度 5052-h1121751956012 5083-h1121802116514 6061-t6513102769512 7050-t745151045513510 7075-t65157250315011 2024-t35147032512020 铝合金的典型物理性能(typicalphysicalproperties) 铝合金牌号 及状态 热膨胀系数 (20-100℃) μm/m·k 熔点范围 (℃) 电导率20℃ (68
文辑创建者
我要分享 >
职位:造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐