基于DOE的铍青铜接地簧焊接拉脱力控制
2024-05-26
焊接拉脱力是评价接地簧质量的一个重要指标。通过对响应变量拉脱力测量系统的分析,证明测量系统的可靠性。基于DOE试验设计方法,分析和确定了影响接地簧拉脱力的若干关键因子,利用焊接参数因子间交互作用的关系,达到控制拉脱力的目的。


铍青铜和锡青铜都有哪些区别 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 (1)锡青铜以锡为主要合金元素的铜基合金称锡青铜,工业中使用的锡 青铜,锡含量大多在3%~14%之间。锡含量小于5%锡青铜适于冷加工使用; 锡含量为5%~7%的锡青铜适于热加工;锡含量大于10%的锡青铜适于铸 造。锡青铜在造船、化工、机械、仪表等工业中广泛应用,主要用以制造轴承、 轴套等耐磨零件和弹簧等弹性元件以及抗蚀、抗磁零件等。 (3)铍青铜以铍为基本元素的铜合金称铍青铜。铍青铜的含铍量为 1.7%~2.5%.铍青铜的弹性极限、疲劳极限都很高,耐磨性和抗蚀性优异,具有 良好的导电性和导热性,还具有无磁性、受冲击时不产生火花等优点。铍青铜 主要用于制作精密仪器的重要弹簧、钟表齿轮、高速高压下工作的轴承、衬 套以及电焊机电极、防爆工具、航海罗盘等重要机件。 以铍作为主要合金组元的一种
青铜的焊接 (一)青铜的焊接性 青铜的焊接主要用于补焊铸件缺陷和损坏的机件。铸造青铜中常用的是锡青 铜和铝青铜。这两种青铜在气焊时产生的主要问题是: 1.锡(sn)氧化后生成氧化锡(sno2),在焊缝金属中形成硬脆的夹杂物,并降 低焊缝的耐腐蚀性。再则,锡青铜的凝固温度范围大,凝固时在树枝状晶粒 间易形成细小的空隙和疏松,使金属不致密。锡青铜在加热状态时很脆,所 以在焊接时要特别注意,应尽量避免撞击,焊后不得立即搬动。 2.铝(al)氧化后生成难熔的氧化铝(al2o3),使熔池表面的熔渣发粘,容易 产生气孔和夹渣,并阻碍焊缝和焊件金属良好地熔合。 青铜的收缩率比较大,故焊件的内应力也大,当焊件刚度大或厚度不匀 时,或杂质过多时,容易开裂。尤其是锡青铜的偏析更容易促使焊件开裂。 防止开裂的方法是将焊件预热,铝青铜的预热温度要比锡青铜高些。 (二)青铜的气焊 1.焊前准备。在焊前
编辑推荐下载
格式:pdf
大小:420KB
页数:4P
人气:94
 4.4
4.4
 铍青铜线材的加工工艺
铍青铜线材的加工工艺 铍青铜线材的生产工艺决定其产品的使用性能,只有合理的工艺才能获得性能优异的铍青铜线材产品
热门文档 基于DOE的铍青铜接地簧焊接拉脱力控制
格式:pdf
大小:21KB
页数:3P
人气:94
4.3
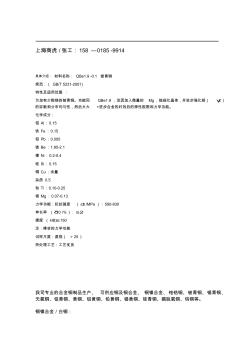
上海商虎/张工:158–0185-9914 具体介绍:材料名称:qbe1.9-0.1铍青铜 规范:(gb/t5231-2001) 特性及适用范围: 为加有少数镁的铍青铜。功能同qbe1.9,但因加入微量的mg,能细化晶体,并进步强化相(γ2) 的弥散和分布均匀性,然后大大+进步合金的时效后的弹性极限和力学功能。 化学成分: 铝al:0.15 铁fe:0.15 铅pb:0.005 铍be:1.85-2.1 镍ni:0.2-0.4 硅si:0.15 铜cu:余量 杂质0.5 钛ti:0.10-0.25 镁mg:0.07-0.13 力学功能:抗拉强度(σb/mpa):590-830 伸长率(δ10/%):≥2 硬度(hb)≥150 注:棒材的力学功能 试样尺度:直径(>25) 热处理工艺:工艺优良 我司专业
格式:pdf
大小:21KB
页数:2P
人气:94
4.7

qbe0.3-1.5铍青铜执行标准 qbe0.3-1.5铍青铜 copper执行标准: gb/t5231-2001 qbe0.3-1.5铍青铜化学成分: 铝al:0.02 铁fe:0.10 铍be:0.25-0.50 硅si:0.20 铜cu:余量 钴co:1.40-1.70 银ag:0.90-1.10 qbe0.3-1.5铍青铜力学性能: 抗拉强度(b/mpa):240 伸长率(10/%):20 硬度(hb)50 注:棒材的力学性能试样尺寸:直径(5-40) 【铜合金】详细规格介绍 我司专业的合金铜制品生产、可供应铜及铜合金、铜镍合金、铬锆铜、铍青铜、锡青铜、无氧铜、铝青铜 黄铜、铝黄铜、铅黄铜、锡黄铜、硅青铜、磷脱氧铜、钨铜等 铜镍合金/白铜: 我司谒诚为客户服务,欢迎各位的: 铜带 材
格式:pdf
大小:121KB
页数:2P
人气:94
4.4
镍铝青铜C95800的焊接 2012年抚顺某单位承揽了美国一家公司一批铸管及泵头的制造任务。该批设备的主体材料为astmb-148unsc95800,系镍铝青铜铸件,铸件最大厚度为18mm,服役环境为海水及浓盐水等。由于工作环境的特殊,设备制造图纸对其技术要求很高。为保证制造质量,在经过查阅的相关资料[1]以及严格的焊接工艺评定,最后确定了c95800材料的氩弧焊接工艺。1焊接接头的性能要求设备制造图纸对焊接接头的力学性能、耐腐蚀性能要求均需满足asme规范第ⅷ卷和相关工程标准的技术要求。
格式:pdf
大小:465KB
页数:2P
人气:94
4.6
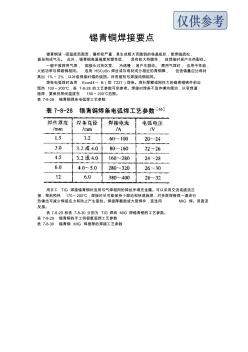
锡青铜焊接要点 锡青铜液-固温度范围宽,偏析较严重,易生成粗大而脆弱的枝晶组织,使焊缝疏松, 甚至构成气孔。此外,锡青铜高温强度和塑性低,具有较大热脆性,故焊接时易产生热裂纹。 一般不推荐用气焊,固接头过热区宽、冷速慢,易产生裂纹。需用气焊时,应用中性焰, 火焰功率与焊碳钢相同。选用hscusn焊丝或与母材成分相近的青铜棒,但含锡量应比母材 高出1%~2%,以补偿焊接时锡的烧损。所用熔剂与焊接纯铜相同。 焊条电弧焊时选用ecusⅱ一b(即t227)焊条。焊补厚擘或刚性大的锡青铜铸件前应 预热100~200℃,表7-8-28的工艺参数可供参考。焊接时焊条不宜作横向摆动,以窄焊道 施焊,要保持层间温度在150~200℃范围。 表7-8-28锡青铜焊条电弧焊工艺参数 用手工tig焊接锡青铜时选用与气焊相同的焊丝作填充金属。可以采用交流或直流正
精华文档 基于DOE的铍青铜接地簧焊接拉脱力控制
格式:pdf
大小:30KB
页数:5P
人气:94
4.5
接地裸铜线焊接工艺论文 摘要:放热焊接是很容易操作的,只要掌握其应用方法,严格遵 守标准,使用得当,所焊接的工艺就不会出现以上问题。由此可见, 放热焊接可逐渐成为以后电力系统接地体施工的主要工艺。 引言:随着电力系统工程的发展,越来越多的集成化电路和微电 子电路广泛应用于设备中,对雷电流、干扰信号和故障电流尤为敏感。 这就需要有良好的接地系统及时排除干扰信号和泄放故障电流以保 障各类设备的正常运行。铜绞线做为良好的接地体将无疑取代传统的 钢材接地体,铜绞线接地体的施工工艺在电力系统施工过程中将成为 重点。 放热焊做为目前铜绞线接地体之间连接、铜绞与铜包钢接地体之 间的连接比较可靠的方法广泛应用在电力系统工程中,放热焊接的施 工工艺直接影响施工工程质量。本文从以往的施工过程中存在的问题 进行分析,对施工工艺和预防措施进行总结。 1、铜接地线在接地系统中的应用: 目前国内接地系统中
格式:pdf
大小:30KB
页数:1P
人气:94
4.6
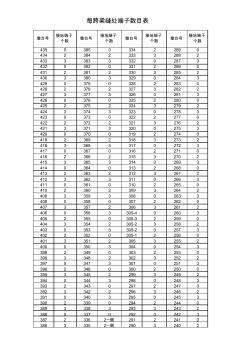
墩台号 接地端子 个数 墩台号 接地端子 个数 墩台号 接地端子 个数 墩台号 接地端子 个数 4350385033422890 4342384233332882 4333383333202873 4320382033122860 4312381233032852 4303380332902843 4290379032822830 4282378232732822 4273377332602813 4260376032522800 4252375232432792 4243374332302783 4230373032222770 4222372232132762 42133713320
格式:pdf
大小:16KB
页数:2P
人气:94
4.4
为提高焊接质量,焊前可将焊件预热到300-350度,焊条在150-200度烘焙1小时。 2运条方法 焊接可用直线运条法,速度越快越好,以减少金属氧化,在焊件许可范围内,增大焊条直径 和焊接电流,焊接v形或x形坡口时,根部可能出现未焊透等缺陷,其原因主要是由于焊 条太粗,坡口角度小,电弧离根部太远,加之铜的导热快,电弧热量不足,所以,为保证根 部焊透,应适当加大坡口角度或加大间隙,v形坡口多层焊时,第一层用直径3-4毫米的焊 条最好,以后各层可增大焊条直径并做横向摆动,焊接时,电弧应正对熔池,避免吹向坡口 金属的某一边,焊条沿焊缝中心等速送进,并向焊接方向移动,防止液体金属及熔渣流到熔 池外面产生焊瘤,更换焊条时动作要迅速,应在焊接处于高温状态时央距弧坑10毫米的已 焊焊缝上引弧,然后重新回到原熔池,待熔池填满后继续进行焊接 3焊接顺序 为减少焊
格式:pdf
大小:8KB
页数:3P
人气:94
4.4
1.接地母线(扁钢)与避雷带、网(扁钢)扁钢需要支架固定 2.接地体还应埋设在土层电阻率较低和人们不常到达的地方。(水平接地体局部 埋置深度不应小于1m,并应局部包以绝缘物(50~80mm厚的沥青层)。)水 平接地体的加工制作:一般使用-40mm×40mm×4mm的镀锌扁钢 3.接地线的敷设:将接地扁钢事先调直、打眼、煨弯加工后,将扁钢沿墙吊起, 在支持件一端将扁钢固定住,接地线距墙面间隙应为10mm~15mm,过墙时穿 过保护套管,钢制套管必须与接地线做电气连通,接地干线在连接处进行焊接, 末端预留或连接应符合设计规定。接地干线还应与建筑结构中预留钢筋连接。 4.接地干线经过建筑物的伸缩(或沉降)缝时,如采用焊接固定,应将接地干 线在过伸缩(或沉降)缝的一段做成弧形,或用φ12mm圆钢弯出弧形与扁钢焊 接,也可以在接地线断开处用50mm2裸铜软绞线连接。 5
格式:pdf
大小:28KB
页数:2P
人气:94
4.7
. ;. 1.接地母线(扁钢)与避雷带、网(扁钢)扁钢需要支架固定 2.接地体还应埋设在土层电阻率较低和人们不常到达的地方。(水平接地体局部 埋置深度不应小于1m,并应局部包以绝缘物(50~80mm厚的沥青层)。)水 平接地体的加工制作:一般使用-40mm×40mm×4mm的镀锌扁钢 3.接地线的敷设:将接地扁钢事先调直、打眼、煨弯加工后,将扁钢沿墙吊起, 在支持件一端将扁钢固定住,接地线距墙面间隙应为10mm~15mm,过墙时穿 过保护套管,钢制套管必须与接地线做电气连通,接地干线在连接处进行焊接, 末端预留或连接应符合设计规定。接地干线还应与建筑结构中预留钢筋连接。 4.接地干线经过建筑物的伸缩(或沉降)缝时,如采用焊接固定,应将接地干 线在过伸缩(或沉降)缝的一段做成弧形,或用φ12mm圆钢弯出弧形与扁钢焊 接,也可以在接地线断开处用50mm2
最新文档 基于DOE的铍青铜接地簧焊接拉脱力控制
格式:pdf
大小:39KB
页数:4P
人气:94
4.7
黄铜的焊接工艺 黄铜的焊接工艺 来源:网络作者:不详 1、黄铜的焊接性黄铜是铜锌合金,由于锌的沸点较低,仅为907℃,故焊接过程中极容 易蒸发,这一点成为黄铜焊接的最大问题。在焊接高温作用下,焊条电弧焊时锌的蒸发量高 达40%,锌的大量蒸发,导致焊接接头的力学性能和耐蚀性能下降,还使之对应力腐蚀的敏 感性增大。蒸发的锌在空气中立即被氧化成氧化锌,形成白色的烟雾,给操作带来很大困难, 而且影响焊工身体健康,因此,焊接黄铜的场所,应加强通风等防护措施。黄铜的焊接性不 良,焊接时会产生气孔、裂纹、锌的蒸发和氧化等问题。为了解决这些问题,在焊接时常用 含硅的焊丝,因为硅在熔池表面会形成一层致密的氧化硅薄膜,阻碍锌的蒸发和氧化,并防 止氢的入侵。焊后可经470~560℃的退火处理,以消除应力防止“自裂”现象。 2、黄铜的焊接方法生产中常用的焊接黄铜的方法是焊条
格式:pdf
大小:5KB
页数:2P
人气:94
4.4
紫铜的焊接 焊接紫铜(即一般所称的工业纯铜)的方法有气焊、手工碳弧焊、手工电弧焊和 手工氩弧焊等方法,大型结构也可采用自动焊。 1.紫铜的气焊 焊接紫铜最常用的是对接接头,搭接接头和丁字接头尽量少采用。气焊可采用两 种焊丝,一种是含有脱氧元素的焊丝,如丝201、202;另一种是一般的紫铜丝 和母材的切条,采用气剂301作助熔剂。气焊紫铜时应采用中性焰。 2.紫铜的手工电弧焊 在手工电弧焊时采用紫铜焊条铜107,焊芯为紫铜(t2、t3)。焊前应清理 焊接处边缘。焊件厚度大于4毫米时,焊前必须预热,预热温度一般在400~500℃ 左右。用铜107焊条焊接,电源应采用直流反接。 焊接时应当用短弧,焊条不宜作横向摆动。焊条作往复的直线运动,可以改 善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。多层焊时,必 须彻底清除层间的熔渣。 焊接应在通风良好的场所进行,以
格式:pdf
大小:394KB
页数:6P
人气:94
4.5
紫铜的焊接 (一)紫铜的焊接性 紫铜(纯铜)的焊接性较差,焊接紫铜比焊接低碳钢困难得多。紫铜在焊接时 存在的主要问题有: 1.焊透性差,易变形。紫铜的导热率在室温时比低碳钢约大8倍,在 1000℃时要大10倍,使得焊接区不容易加热到熔点,致使母材难以熔化,填 充金属和母材不能很好熔合,产生未焊透和未熔化现象。因此,焊接时要使 用大功率热源(火焰能率高),通常在焊接前还需采取预热措施。另一方面, 紫铜的线膨胀系数比低碳钢要大50%以上,由液态转变为固态时收缩率也较 大,再加上铜的导热能力好,使焊缝热影响区宽,如果工件刚度不大,又无 防变形措施,在焊件焊后就会产生严重的变形。 2.易氧化,焊接接头机械性能低。铜在常温下不容易氧化,但当温度升 高到300℃以上时,其氧化能力便很快增大。当温度接近熔点时,其氧化能 力最强,生成氧化亚铜(cu2o)。在焊缝金属结晶时,氧化亚铜和
格式:pdf
大小:494KB
页数:2P
人气:94
4.6
TIG焊在45号钢与铝青铜焊接中的应用 我公司承制的某车型行走系统油气悬挂装置中的活塞采用的是45号钢与铝青铜qal9-2焊接而成,活塞是该系统的重要组成部分,其产品精度和质量要求高,该件为焊后加工而成,加工余量较小,焊接质量要求很高,必须一次施焊完成,没有返修余地,由于铜和钢两种金属的焊接属于异种金属焊接,焊接性较差,焊接难度大。主要问题在于铜与钢的熔点、导热系数、线膨胀系数和力学性能等都有很大的不同,容易在焊接接头中产生应力集中,导致各种焊接裂纹,焊接接头力学性能减低等焊接缺陷和焊道塌陷,气孔等其他常见缺陷。故而必须选择合适的焊接方法来保证一次焊接到位。
格式:pdf
大小:45KB
页数:5P
人气:94
4.8
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 挖接地沟接地铜绞线敷设隐蔽检查及回填 接地装置铜绞线通用施工工艺 1适用范围 1.1本通用施工工艺适用于装置区接地装置铜绞线安装。 2编制依据 2.1《电气装置安装工程接地装置施工及验收规范》gb50169-92。 2.2《电气装置安装工程爆炸和火灾危险环境电气装置施工及验收规范》 gb50257-96。 2.3《建筑电气工程施工质量验收规范》gb50303-2002。 3施工应具备的条件 3.1准备好施工机具和材料。 3.1.1施工材料 主材 铜板接地极、棒形接地极、接地铜绞线、角钢、扁铜板、支持卡子、 连接卡子及各种螺栓。 其它材料 保护管、铜焊条(丝)、铜压接管(专用接线端子)、锡条、焊锡膏、 铜线、铜铆钉。 3.1.2施工机具 施工机具配备齐全,保养维护合格。 3.2熟悉图纸
格式:pdf
大小:214KB
页数:未知
人气:94
4.4
铍青铜废隔板的复活时效热处理 用时效热处理,对失去原有机械性能的旧铍青铜隔板进行复活:先烧掉其表面的压胶层,再送吹砂使表面光洁,校平后用专用夹具压紧,在315±5℃井式空气循环炉中进行三小时的时效,可恢复废板的机械性能和变形量要求,达到使用技术标准。
格式:pdf
大小:62KB
页数:未知
人气:94
4.4
铜与钢的焊接 本文通过比较铜和铁的参数,简单介绍了钢与铜或铜合金的焊接方法、每一种焊接方法的优点及缺点,以及如何使用。探讨了扩散焊如何选择扩散中间材料,加入镍层的目的。
格式:pdf
大小:121KB
页数:13P
人气:94
4.3

全场接地装置安装施工方案 第1页共1页 目录 1、编制依据,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 2、工程概况及主要工程实物量,,,,,,,,,,,,,,,,,,,,,,,,,2 3、施工机械及设备配置,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 4、劳动力计划,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 5、施工作业进度计划,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 6、施工方案措施,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,3 7、工程质量保障措施,,,,,,,,,,,,,,,,,,,,,,,,,,,,,5 8、施工作业的安全措施,,,,,,,,,,,,,,,,,,,,,,,,,,,,6 9、重大环境因素控制措施,,,,,,
格式:pdf
大小:587KB
页数:7P
人气:94
4.4

铜包钢接地与传统接地对比 目录 一、参照标准:.......................................................................................................................................2 二、工程名称:.......................................................................................................................................2 三、技术要求:...............................................................................
文辑创建者
我要分享 >
职位:驻场安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐