井圆螺纹套管接头滑脱事故分析
2025-02-16
针对套管接头滑脱事故,采用理论与试验相结合的方法,对脱扣接箍进行宏观分析、尺寸检测、螺纹参数测量;对脱扣接箍和同批次管体分别进行材质理化性能检验;对同批次2组套管试样进行实物试验;对套管柱抗拉强度进行校核;对套管接头进行拉伸条件下的有限元分析;并对脱扣接箍工厂端端面的承载能力作了详细计算和分析。结果表明:接箍承载面宽度过小和油田现场瞬时提拉载荷过大是套管接头发生滑脱失效的重要原因;吊卡装配未对中导致接箍承载面受力不平衡而增大了螺纹接头滑脱的倾向。提出了具有针对性的解决措施。


液压配件 ?hawehydrauliksehaweproducts-04-2017-5.21/2 螺纹套管接头 对于液压配件,有多种不同的连接部件以供选择,借助这些连接件,液压设备可在不 同的加装位置连接到hawe液压泵站和阀的压力管路上。 设备可通过变径接头组合。其他例如过筛和过滤器等配件可防止液压设备受到较大污 染物的影响,这些污染物偶尔出现,因此被称为杂散性污染物。 在液压设备中应用时,有以下液压配件: –测量设备,例如气压计,可用于监测压力 –控制仪器,如压力开关,可用于随压力变化的进行的开关转换 –此外,压力蓄能器也可供使用 特征及优点: ■结构紧凑 ■可集成入hawe模块化系统 ■工作压力最高至700bar 使用范围: ■通用液压系统 设备种类:变径接头 连接螺旋接头 筛元件 过滤器 气压计 结构形式:螺旋插装式管接结构形式
 啮合锥度对圆螺纹套管接头强度的影响
啮合锥度对圆螺纹套管接头强度的影响 基于非线性有限元分析方法,以api8圆螺纹套管接头的连接强度为研究对象,考虑接头在不同锥度啮合情况下的上扣过程,对其在拉伸载荷下的抗滑脱能力进行分析,并提出了相应的滑脱失效判据。分析了接头公、母扣不同啮合锥度对螺纹齿啮合面上应力分布的影响。分析结果表明,啮合锥度的小改变会引起套管接头螺纹齿上局部应力的显著变化,局部的高应力是套管接头失效的主要原因。最后给出了不同锥度啮合下的套管接头的连接强度,并且发现随着啮合锥度增大,套管接头连接强度有减小趋势。
编辑推荐下载
格式:pdf
大小:1.1MB
页数:8P
人气:90
 4.8
4.8
特殊螺纹套管接头连接性能的安全可靠性分析 建立套管接头内、外螺纹牙啮合物理力学模型,依据螺纹啮合对变形协调方程和单个螺纹牙轴向弹性变形分析,推导出套管接头螺纹牙承载分布不均性规律及其法向接触力计算方程组,并利用有限元计算结果验证了螺纹牙受力解析值的可参考性.结合弹性力学理论和api偏梯形螺纹计算准则,根据可靠度理论建立特殊螺纹套管接头三种连接失效形式的极限状态方程,利用montecarlo方法对服从正态分布的螺纹各项加工参数进行抽样,统计得出套管接头发生连接失效的概率及其相应可靠度.计算结果表明:特殊螺纹套管接头各连接失效形式的可靠度由大到小排序为螺纹跳扣>管体屈服>螺纹牙剪切>接头抗拉.
格式:pdf
大小:963KB
页数:5P
人气:90
4.6
长圆螺纹套管脱螺纹原因分析 对ф139.7mm×9.17mm长圆螺纹套管脱螺纹事故进行了调查,对脱螺纹的套管内外螺纹损伤形貌进行了宏观分析和测量,对套管材质进行了试验分析,对该批未用的套管进行了验证试验,认为套管材质和螺纹加工质量合格。对套管旋合螺纹位置和脱螺纹时的连接状态及受力进行了分析和计算,认为套管脱螺纹原因是套管接头旋合螺纹不到位,而且在试油挤保护液过程中该套管接头受到震动载荷首先发生松动,最终在内压作用下发生脱螺纹。
热门文档 井圆螺纹套管接头滑脱事故分析
格式:pdf
大小:165KB
页数:3P
人气:90
4.6
API圆螺纹套管外螺纹接头紧密距测量及判定 针对apispec5b标准圆螺纹套管量规只是参照短圆螺纹的尺寸进行设计和加工,需要用一种规格的量规测量外径相同,但螺纹几何尺寸不同的多种规格的长、短圆螺纹套管,增加了判定紧密距测量结果难度的问题,提出了凹入量的概念,澄清了凸出量、凹入量及紧密距三者之间的关系。指出apispec5b标准推荐公式的不足,总结并给出1组新的方便可行、易于理解又不易出错的紧密距计算公式供测量时使用,以避免检验时产生误判。分析表明,实际测量的凸出量、凹入量均不是紧密距,而是对紧密距的间接测量,但可以由此判定紧密距是否合格。
格式:pdf
大小:653KB
页数:4P
人气:90
4.4
API圆螺纹套管连接强度分析 api标准圆螺纹套管结构简单,加工制造容易,成本低,在国内外油气田上广泛使用。介绍了圆螺纹套管连接强度的影响因素及其发展趋势,讨论了在不同的粘扣、高温、高压等条件下的api圆螺纹套管连接强度,为圆螺纹套管在各油田的继续投入使用提供了技术支持。
格式:pdf
大小:41KB
页数:3P
人气:90
4.4

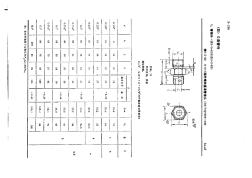
api圆螺纹套管接箍尺寸、公差和重量 代号1 规格 a 外径 最小长度 mm 镗孔直 径 承载面 宽度重量 kg外径 d mm w mm 短接 箍 nl 长接 箍 nl qb mm b mm短接箍长接箍 123456789 4-1/2 5 5-1/2 6-5/8 7 7-5/8 8-5/8 9-5/8 10-3/4 11-3/4 13-3/8 16 18-5/8 20 114.30 127.00 139.70 168.28 177.80 193.70 219.08 244.48 273.05 298.45 339.72 406.40 473.08 508.00 127.00 141.30 153.67 187.71 194.46 215.90 244.48 269.88 2
格式:pdf
大小:29KB
页数:2P
人气:90
4.6

内径接头形式 aos重型公 制螺纹24° 外锥密封 aol轻型 公制螺纹 24°外锥 密封 aoj美制管 螺纹74°内 锥密封 aor英制管螺 纹60°外锥 密封 aof公制 螺纹球形 密封 aoc公制 螺纹74° 内锥密封 hos公制 螺纹24° 锥密封 6m16*1.5 m18*1.5 m12*1.5 m14*1.5 7/16"*20g1/4"*19m14*1.5 8m20*1.5m16*1.51/2"*20g3/8"*19m16*1.5m20*1.5 10m20*1.5 m22*1.5 m18*1.59/16"*18m18*1.5m22*1.5 12m24*1.5m22*1.53/4"*16g1/2"*14m24*1.5 16m30*2m26*1.5 m27*1.5 7/8"*14g5/8"*14m30*2 20m36*21
精华文档 井圆螺纹套管接头滑脱事故分析
格式:pdf
大小:45KB
页数:2P
人气:90
4.5
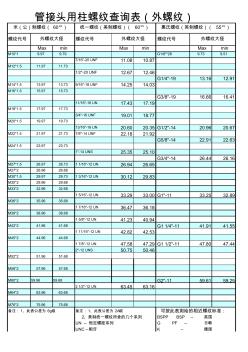
螺纹代号螺纹代号螺纹代号 maxminmaxminmaxmin m10*19.979.79g1/8"*289.739.51 7/16"-20unf11.0810.87 m12*1.511.9711.73 1/2"-20unf12.6712.46 g1/4"-1913.1612.91 m14*1.513.9713.739/16"-18unf14.2514.03 m16*1.515.9715.73 g3/8"-1916.6616.41 11/16"-16un17.4317.19 m18*1.517.9717.73 3/4"-16unf19.0118.77 m20*1.519.9719.73 13/16"-16un20.6020.35g1/2"-1420.9620.67 m22*1.521.972
格式:pdf
大小:1.1MB
页数:3P
人气:90
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:714KB
页数:4P
人气:90
4.4
扬矿球铰接头的螺纹滑脱及脂密封性能分析 借鉴国内外深海采矿扬矿管接头,结合其作业环境设计了一种球铰接头,使扬矿系统不受弯矩和扭矩,相当于柔性管。采用能量损失法分析了螺纹脂密封性能,并用有限元法分析了螺纹的滑脱失效。分析结果表明,在中试系统矿浆流速下,深海采矿扬矿系统球铰接头部分螺纹机加工产生的自然通道螺纹脂有良好的密封性能。减小扬矿管系统承受的拉力,增大螺纹间的摩擦和螺纹间啮合齿数,可减小扬矿管接头滑脱的可能性,从而提高系统作业的可行性和安全性。
格式:pdf
大小:751KB
页数:4P
人气:90
4.7
某井特殊螺纹套管脱扣和粘扣原因分析 对某井φ177.8mm×10.36mm110特殊螺纹接头套管脱扣和粘扣原因进行了分析,认为套管是在严重粘扣之后才发生脱扣的,套管严重粘扣主要与下井操作不当有关。在套管起吊过程中没有螺纹保护器保护的套管接头螺纹、扭矩台肩和密封面容易被损伤,不使用对扣器直接对扣容易导致偏斜对扣;不引扣而直接开动套管钳高速上扣很容易导致粘扣和错扣;一旦严重粘扣和错扣,套管接头连接强度就会大幅度下降,最终导致套管在上提过程中发生脱扣事故。
格式:pdf
大小:445KB
页数:5P
人气:90
4.6
宝钢经济型油套管接头产品开发及应用 油套管接头的性能是油套管管柱重要质量指标之一,其选用条件是根据油气田工况条件,采用api扣型和特殊螺纹扣型。对于低压低产气井,选用api扣型不能保证气密封性能,选用特殊螺纹扣型价格贵、成本高,因此,没有合适的扣型选用。宝钢根据油田低压低产气井工况条件,设计开发了经济型油套管产品,产品通过全尺寸实物性能试验,其上扣完整性、密封完整性、结构完整性达到了产品设计要求,并在油田完成了下井试验,产品满足了油田实际工况的要求,实现了实用性和经济性的统一。
最新文档 井圆螺纹套管接头滑脱事故分析
格式:pdf
大小:629KB
页数:4P
人气:90
4.8
内螺纹衬塑直角管接头注射模设计 分析了内螺纹衬塑直角管接头在给水管道中的应用特点,分析了其成型工艺性,设计了1副内螺纹衬塑直角管接头注射模,其中特别探讨了潜伏浇口及组合型芯的设计要点,保证了脱模及抽芯的可靠性,最终实现了产品的成型。
格式:pdf
大小:902KB
页数:3P
人气:90
4.6
带内螺纹给水管接头注射模设计 内螺纹抽芯机构的设计是螺纹塑件脱模机构的难点和重点。本文介绍两种带内螺纹pvc-u给水管接头的设计方案,重点分析并比较了这两种模具螺纹型芯的自动脱螺纹方案。

格式:pdf
大小:631KB
页数:11P
人气:90
4.6

钢筋直螺纹套管连接 技术交底记录 技 1-5 2011年6月6日 工程名 称 河南工业大学师 生周转房 h标段1#楼 分部 工程 基础 分项工 程名称 钢筋直螺纹套筒连接 交底内容: 钢筋直螺 纹套筒连接 1.适用范围 本工程≥20mm的钢筋 2.作业准备 (1)熟读设计图纸、规范和技术标准,对加工 及施工人员进行技术交底。 (2)所有钢筋必须有出厂合格证及复验报告, 连接套筒应有出厂合格证,两端有保护套进行丝扣 保护,进场时质检员应复检合格后方可用到工程上, 钢筋直螺纹加工必须有检验记录。 3.技术要求 (1)钢筋先调直再下料,切口端面与钢筋轴线 垂直,不得有马蹄形或挠曲,不得用气割下料。 (2)钢筋下料时必须符合下列规定: a.设置在同一构件内同一截面受力钢筋的接头 位置应相互错开。同一截面接头百分率不应超过 50%。 b.接头端头距钢筋受弯点不得小于钢筋直
格式:pdf
大小:338KB
页数:未知
人气:90
4.8
某油井圆螺纹套管接头脱扣原因分析 圆螺纹套管接头发生脱扣主要与产品设计加工、材质性能、上扣扭矩或上扣位置以及现场操作等方面的因素有关。近几年,国产套管质量有了很大的提高,然而圆螺纹套管接头滑脱事故仍时有发生,导致了较大的经济损失和安全事故的发生。针对一起圆螺纹套管脱扣事故,采用理论分析与试验相结合的方法,对脱扣套管和接箍进行了宏观分析和材质理化性能试验,并对同批次套管试样进行了螺纹参数测量和实物拉伸模拟试验,最后对试验结果进行了综合分析。结果表明:现场上扣时夹持接箍位置错误、现场端上扣不到位是导致该套管脱扣失效的主要原因。
格式:pdf
大小:290KB
页数:4P
人气:90
4.7
API偏梯形螺纹套管三角形上螺纹标记疑点分析 api偏梯形螺纹套管内外螺纹机紧联接时,采用控制接箍端面与管体上三角形上螺纹标记之间相对位置的方式进行上螺纹。长期以来,从事石油工程的技术人员对此的理解和做法不统一。文章通过对相关标准、资料的对比分析研究,找出了疑点所在,为今后统一认识提供了可靠的依据
格式:pdf
大小:22KB
页数:1P
人气:90
4.7

碳钢管接头,内螺纹sch80,规格尺寸见图纸螺纹标准asmeb1.20. 尺寸数量单价 1/8"100 1/4"100 3/8"100 1/2"100 3/4"100 1"100 11/4"100 11/2"100 2"100 21/2"50 3"50 4"50 5"10 6"10 碳钢半管接头,内螺纹sch80,规格尺寸见图纸螺纹标准asmeb1.20. 尺寸数量单价 1/8"100 1/4"100 3/8"100 1/2"100 3/4"100 1"100 11/4"100 11/2"100 2"100 21/2"50 3"50 4"50 5"10 6"10 刘漫 2011*11*30
格式:pdf
大小:473KB
页数:4P
人气:90
4.7
不锈钢套管接头电子束钎焊的组织分析 确定了不锈钢管件套接接头电子束钎焊的工艺参数,并获得了良好的钎焊接头。利用扫描电镜和能谱分析仪,对电子束钎焊试样的显微组织进行了分析。结果表明,钎缝区主要是固溶体组织和少量的化合物;母材区除了奥氏体组织外,还存在cu元素的晶间扩散。
格式:pdf
大小:360KB
页数:未知
人气:90
4.8
非API套管接头主密封结构气密性能试验分析 非api套管接头主要通过金属对金属的径向过盈主密封结构,保证气井开采时的井筒内气密性。依据7in.套管接头尺寸选用锥面对锥面径向主密封结构型式加工试件,通过密封面过盈配合尺寸控制密封预紧力,测试不同密封预紧力下的气体泄漏率;分别采用车削、磨削和研磨工艺加工接触面,对比分析不同表面粗糙度对气密性能影响程度;取径向密封接触宽度范围2.5~25mm,测试相同密封预紧力和气体压力下,不同接触宽度对应的气体泄漏率。试验测试结果表明,较高的初始接触压力是形成金属对金属密封的必要条件,当接触压力接近2倍材料屈服强度后,随气体压力升高泄漏率曲线近似保持水平,径向金属密封产生稳定气密性能;密封面的表面粗糙度不同,其进入稳定密封状态的快慢程度不同,表面光洁度越高、进入速度越快气密性能越好;径向接触宽度在2.5~10mm范围内,气体泄漏率随接触宽度增加而显著降低,10mm以后接触宽度对气密性能影响不大。
文辑创建者
我要分享 >
职位:公用设备工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐