基于随形冷却电熔管道弯头注塑成型残余应力控制
2024-04-29

 基于MPI平台随身听面板注塑成型优化设计
基于MPI平台随身听面板注塑成型优化设计 运用moldflowmpi软件对随身听面板的注塑成型进行仿真,获得流动过程中的流动前沿温度、最大注射压力、注射时间等参数,预测注塑成型质量。通过比较四种不同浇注系统注塑成型流动模拟结果,得出了浇注系统的最优布局以及合理的工艺参数;同时仿真冷却效果,优化了模具冷却管道设计。根据以上的分析结果,确定了最佳的注射模结构和成型工艺,成功地避免了塑件注塑成型出现的缺陷,为生产优质塑件提供了强有力的保障。
编辑推荐下载
格式:pdf
大小:689KB
页数:3P
人气:58
 4.7
4.7
基于Moldflow的塑料箱注塑成型CAE分析 详细阐述了moldflow技术的重要作用及地位,通过应用moldflow/mpi软件对塑料箱模具进行cae综合分析,用仿真注塑工艺参数来模拟产品的实际生产过程,显示了moldflow技术在模具开发过程中对于优化塑料制品设计、优化塑料模设计和优化注射工艺参数等方面所起到的显著作用。
格式:pdf
大小:572KB
页数:16P
人气:58
4.7
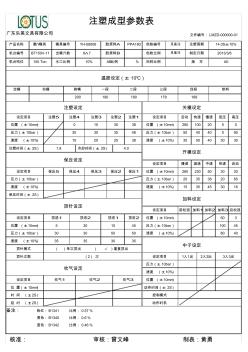
广东乐美文具有限公司 备注: 注塑成型参数表 文件编号:lmzd-000000-01 产品名称酷y模具模具编号yh-09006胶原料appa180色粉编号见备注注塑周期14.0s±10% 机台编号bt150v-11出模穴数8∧7胶原料b色粉比例见备注制定日期2013/3/6 机台吨位150ton水口比例10%ab比例%回料比例 动模射嘴一段 版本a0 温度设定(±10℃) 200190 二段三段四段烘料定模 注塑2注塑1设定项目启动 180178168 快速慢速低压高压 注塑设定关模设定 设定项目注塑5注塑4注塑3 503038位置(±10mm)280 压力(±10bar)3030 100
热门文档 基于随形冷却电熔管道弯头注塑成型残余应力控制
格式:pdf
大小:1.6MB
页数:3P
人气:58
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:639KB
页数:25P
人气:58
4.8
1 广东石油化工学院 课程设计说明书 题目塑料成型模具设计 专业:机电工程学院 班级:材控11-1 学生:梁开森 学号:11024180121 指导教师:罗宇玲 完成时间:2014年9月1日至2014年9月26日 2 《塑料成型模具设计》课程设计任务书 机电工程学院材料成型及控制工程专业班学生 一、课程设计题目:制订图示塑料制件的工艺规程并设计其成型模具 二、原始设计资料:按附图及要求(或实物+技术要求) 给定生产批量:大、或中、或小批量 三、设计工作起止日期:20年月日——20年月日 四、设计内容要求: 1.明确设计任务,确定成型工艺,选择成型设备; 2.确定成型模具的结构方案; 3.计算成型模具零件的工作
格式:pdf
大小:380KB
页数:2P
人气:58
4.6
内压管道弯头受拉伸应力分析 本文通过对理想的x100管线钢管90o弯头进行有限元建模,并对不同管径、内压、拉力水平,对90o弯头的应力进行分析,对比结果,提出拉力对内压弯头应力分布的影响。最后提出在x100管道弯头研究过程中需改进的地方。
格式:pdf
大小:504KB
页数:6P
人气:58
4.5
随着工业化技术的发展和人民生活水平的改善,人们对塑料制品种类和质量的要求日益提 高。深入研究塑料成型装备及其相关控制技术,从而克服制品中的缺陷,提高制品质量,对 于塑料成型技术的提高具有重要意义。在塑料成型装备中,挤出与注塑两种成型设备的使用 最为广泛,因此本文对这两种装备的控制技术进行了较为详尽的介绍。 挤出成型设备的控制 1.挤出成型对控制系统的需求 (1)节能。在挤出成型过程中,能量的耗费大部分用于熔融树脂和驱动电动机。热能包括螺 杆旋转产生的摩擦热和机筒加热器的热能两部分。随着能源供应的日趋紧张,研究开发具有 高效节能的挤出成型设备显得十分必要。 (2)稳定性。挤出成型工艺的稳定性包括制品的质量稳定性和尺寸稳定性。对于片、膜及管 等形状简单制品的尺寸测量,可通过性能优良的传感器和计算机直接进行测控。而对于形状 复杂的异型材制品,由于直接测定尺寸十分困难,因此必须要求
精华文档 基于随形冷却电熔管道弯头注塑成型残余应力控制
格式:pdf
大小:462KB
页数:4P
人气:58
4.3
PE管件注塑成型工艺优化设计 在制品结构、材料、模具结构已确定的情况下,将管件各孔口的不圆度作为评价其质量的标准,采用正交试验设计方法及模拟分析研究注射时间、模具温度、熔体温度、保压压力、保压时间、冷却时间等注塑成型工艺参数及它们之间的交互作用对y型pe三通管件孔口不圆度的影响。结果表明,保压压力和保压时间的交互作用较小,最佳工艺组合对孔口不圆度有所改善。
格式:pdf
大小:813KB
页数:4P
人气:58
4.8
基于Moldflow摄像头支架热流道注塑成型模拟 基于moldflow设计并确定了摄像头支架模具的浇注系统和冷却系统,同时对支架的熔接痕、气孔和翘曲等缺陷进行了模拟分析,最终达到通过优化注塑参数减少制品缺陷的目的.研究表明,在模具制造之前对制件质量进行预测和优化,可大大缩短模具的制造周期,本文的结果具有一定的实际指导意义.

格式:pdf
大小:109KB
页数:未知
人气:58
4.8
Moldflow在某管状零件注塑成型中的应用 通过moldflow软件,分析某管状零件的注塑模具cae优化过程。整个过程是借助moldflow软件对此零件进行模流分析来完成的,进行了模型的网格划分优化,注塑机的选取,参数的校核,浇注系统及冷却系统等设计。完成后对其注塑过程进行分析,对成型过程进行了多方面的仿真分析设计,提高了模具设计及注塑工艺的有效性。根据moldflow在工业实践中的大量应用,这种设计方法能够大大缩短研究时间,缩减模具设计周期,有效地保证模具设计质量和试模成功率,提高生产效率,获得结构稳定,性能良好的塑件。
格式:pdf
大小:221KB
页数:3P
人气:58
4.3
塑料制品注塑成型缺陷的成因分析 通过列举几种注塑成型过程中最为典型的几种缺陷,结合生产实际,从影响注塑成型制品质量的因素(产生的物理原因、注塑模具和制品结构、注塑工艺参数有关的原因、塑料材料)着手,分析了归纳注塑成型制品典型质量缺陷产生的原因,并提出了克服缺陷的具体改良措施。
最新文档 基于随形冷却电熔管道弯头注塑成型残余应力控制
格式:pdf
大小:343KB
页数:1P
人气:58
4.7
印度首款注塑成型塑料翼子板面市 sabic创新塑料业务部日前宣布,印度汽车制造商马恒达(mahindra&mahindra)在其一级供应商piasticomnium的支持下,研制出印度首款注塑成型的塑料翼子板,此产品将应用于新型全球xuv500运动型多功能车(suv)。
格式:pdf
大小:430KB
页数:5P
人气:58
4.3
注塑成型生物塑料的开发 目前,世界上正积极开发原料来源于植物的生物塑料,以解决诸如化石燃料资源日益短缺、大气中co2含量不断增加等日益严重的问题。聚乳酸(pla)是一种容易得到的生物塑料,汽车业内人士正在研究将生物塑料用于汽车内饰件生产的可用性。由于pla抗冲击、抗水解和成型能力差,因此提出了由聚丙烯(pp)基体和混入其中的pla成分组成高分子合金的设想。通过选择最佳增容剂和优化弹性体的添加条件,使pla以亚微米级的大小弥散分布于pp基体内,克服了pla的不足,成功地开发出可注塑成型的生物塑料,满足了汽车内饰件外观、性能和批量生产的要求。
格式:pdf
大小:824KB
页数:6P
人气:58
4.5
塑料微流控芯片的注塑成型 有别于传统的微流控芯片压塑成型方法,本文提出注塑成型加工塑料微流控芯片的新工艺.采用uv-liga技术制作成型微通道的型芯,设计制造了微流控芯片注塑模具.充模试验表明,如何使微通道复制完全是微流控芯片注塑成型的主要技术难点.模拟与理论分析表明,熔体在微通道处出现滞流现象是复制不完全的主要原因;搭建了可视化装置对此加以试验验证.利用正交试验方法进行充模试验,研究各工艺参数对微通道复制度的影响.试验表明模具温度对提高微通道复制度起决定性作用;注射速度和熔体温度是次要因素,而注射压力相对其他因素影响力较差,但必须保持在一个较高的水平.依此形成塑料微流控芯片的注塑成型工艺,对于宽80μm、深50μm截面的微通道而言,可使微通道复制度由70%提高到90%,满足使用要求.
格式:pdf
大小:155KB
页数:2P
人气:58
4.7
塑料注塑成型及其模具的运用 注塑成型的加工方法,在工业生产中占有很重要的地位,其关系着我国工业更好的发展。研究和探讨塑料注塑成型及其模具的运用,不仅能够提高制品质量,还能够降低制作成本。基于此,本文主要对塑料注塑成型及其模具的运用进行了探讨。
格式:pdf
大小:141KB
页数:2P
人气:58
4.5
塑料注塑成型及其模具的运用 随着我国经济的发展,对于工业生产中的产品质量有着更高的要求,不断提升塑料注塑的精密度,不仅是产品发展的要求,也是市场竞争的要求。因此,通过对塑料注塑分析实现其精密度对工业发展的至关重要。鉴于此,本文以注塑成型方法及模具特点为切入点,基于pp塑料的成型缺陷及原因的分析,提出了调控温度、调整注塑压力、注塑速度控制等对策。旨在不断的提升塑料注塑成型及其模具的运用质量献力。
格式:pdf
大小:71KB
页数:1P
人气:58
4.6
一种用于橡胶管注塑成型的流道结构 本发明公开了一种用于橡胶管注塑成型的流道结构,用于对位于同一型腔板的第一橡胶管型腔和第二橡胶管型腔注胶,用于橡胶管注塑成型的流道结构包括一上流道板和面对上流道板的下流道板,上流道板和下流道板之间设有流道,流道包括一用于对第一橡胶管型腔注胶的第一支流道组、用于对第二橡胶管型腔注胶的第二支流道组、
格式:pdf
大小:455KB
页数:3P
人气:58
4.7
燃气管道弯头应力分布及塑性极限荷载分析 应用有限元分析软件ansys,对燃气管道钢质弯头在内压作用下状态进行有限元分析,得到弯头不同内压下的应力分布。根据模型施加的内压和最大等效塑性应变关系,得出了弯头的塑性极限荷载。
格式:pdf
大小:136KB
页数:未知
人气:58
4.4
防火塑料的热流道注塑成型 为了弥补目前防火塑料的市场热流道成型的空白,本文分析了防火塑料注塑的特点,针对防火料注塑难点进行分析,并针对热流道结构特点深入剖析,提出防火塑料专用热流道注塑成型的方案,满足客户对高防火塑料的注塑要求。
格式:pdf
大小:394KB
页数:未知
人气:58
4.5
塑料梳子的注塑成型分析 本文以塑料梳子的注塑模设计为例,借助模流分析软件moldflow对其充模时间、体积收缩、气穴、熔接痕和翘曲变形等进行模拟分析,根据分析结果优化模具设计方案,从而可以提高制品质量,缩短模具设计制造开发周期。
文辑创建者
我要分享 >
职位:岩土勘察总工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐