简易型钢丝轧花机技术改造
2025-02-08
文章介绍的简易型钢丝轧花机, 通过导向装置与传动部分的技术改造, 实现了加工质量、 效率与安全性的提升.该设备通过技术改造使其实现简单, 实用、易于操作, 实用性突出.

 吃水型轧花机新型工作箱的设计及应用
吃水型轧花机新型工作箱的设计及应用 国内轧花机从最早的5571型到现在的多样化成熟机型,整体技术水平有了很大提高,基本满足了现阶段我国轧花厂的需求。但是,我国作为产棉大国(年产籽棉1000万t以上),存在着籽棉加工时间
编辑推荐下载
格式:pdf
大小:220KB
页数:4P
人气:98
 4.6
4.6
珠钢连铸连轧花纹板的研制与开发 介绍了广州珠江钢铁有限责任公司在花纹板开发过程中,解决了花纹辊刻削,花纹板轧制、卷取工艺及控制等技术问题,成功地在csp线上实现了花纹板(尤其是厚2.3mm薄板)的批量生产,取得了良好的经济效益。
格式:pdf
大小:562KB
页数:4P
人气:98
4.6
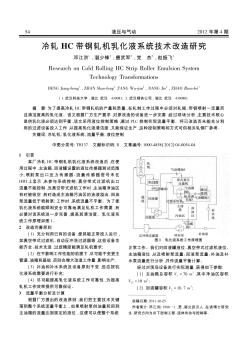
为了提高冷轧hc带钢轧机的产量和质量,在轧制工作过程中必须对轧辊、带钢喷射一定量而且清洁度高的乳化液。该文根据厂方生产要求,对原改造的设备进一步完善,经过现场分析,主要技术核心是供乳化液必须达到平衡,该文采用液位控制策略,通过plc控制实现流量平衡。将已改造而未能充分利用的过滤设备投入工作,以提高乳化液清洁度,又能保证生产,这种控制策略和方式可供相关轧钢厂参考。
热门文档 简易型钢丝轧花机技术改造
格式:pdf
大小:95KB
页数:3P
人气:98
4.7

1994年第4期国外钢铁·39· 一 ,7热轧宽带钢轧机技术改造的 合理方向 白 i一调直塞苎塾蓝苎蓬查重量t3弓'71 热轧宽带轧机是冶金工业的基础.并在很 大程度上决定着工业技术水平。近年来,国外认 为利用轧件重卷设备或炉卷式的紧凑式轧机, 以及薄板坯浇注与其轧制相结合的生产流程最 有前途。并且从综台生产的角度来看,由薄板坯 生产的带材不仅生产费用少,而且基建投资也 少。. 带材的主要品种是在第二代宽带轧机上生 产的,生产水平很低。显然,这一状态要持续很 长时间。但有关这类轧机的改造问题是极迫切 的。这是由于设备有形和无形的损耗,陈旧的工 艺、某些产品品种质量差的缘故。从保证以最少 投资实现改造的条件出发来合理地选择改造方 案。在这种情况下,使用连铸薄板坯不总是最经 济的。 倒如,在卡拉干达钢铁公司的1700
格式:pdf
大小:76KB
页数:5P
人气:98
4.7
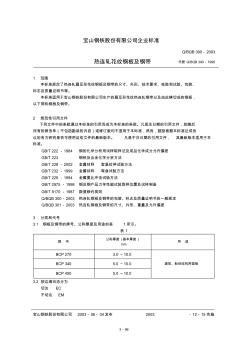
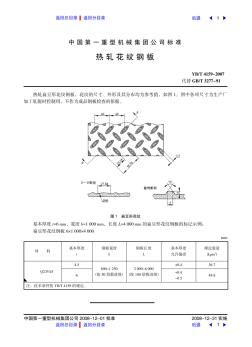
宝山钢铁股份有限公司企业标准 q/bqb390-2003 热连轧花纹钢板及钢带代替q/bqb390-1999 1范围 本标准规定了热连轧扁豆形花纹钢板及钢带的尺寸、外形、技术要求、检验和试验、包装、 标志及质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的扁豆形花纹热连轧钢带以及由此横切成的钢板, 以下简称钢板及钢带。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后 所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协 议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本 标准。 gb/t222-1984钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t228-2002金属材料室温拉伸试验方
格式:pdf
大小:982KB
页数:2P
人气:98
4.5
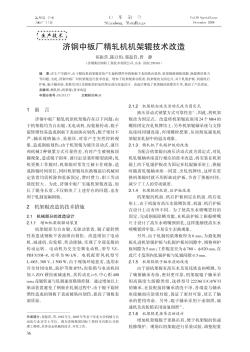
在生产实践中,由于精轧机机架辊容易产生旋转惯性导致钢板下表面纵向划伤、机架辊被钢板顶翻、换辊费时费力等问题,为此,济钢中板厂对机架辊进行技术改造。增加了机架辊驱动装置,机架辊改为固定式,对下轧辊护板、机前机后护板、辊子轴承座、更换吊具以及相配套的电控部分进行改造设计。改造后降低了机架辊的故障发生率,提高了产品质量。
格式:pdf
大小:193KB
页数:3P
人气:98
4.4
饰面轧花钢板幕墙工程施工技术 西山创意产业基地b1艺术创意工坊(中间建筑.艺术家工坊)外墙采用国内较少使用的钢板幕墙。通过深化设计、方案选择并经严格的施工控制,实现了外墙幕墙系统中每块钢板可单独拆装的设计要求,达到了预期的效果,并总结形成了完整的工法。
格式:pdf
大小:45KB
页数:1P
人气:98
4.4
《棉花打包用镀锌钢丝》、《MFBD型钢丝打扣机》两项国家标准正式实施 由中华全国供销合作总社棉花加工工业标准化技术委员会组织起草的gb/t21530-2008《棉花打包用镀锌钢丝》和gb/t21531-2008《mfbd型钢丝打扣机》2项国家标准,已于2008年5月1日起开始实施。
精华文档 简易型钢丝轧花机技术改造
格式:pdf
大小:439KB
页数:3P
人气:98
4.5
八钢热轧花纹钢板轧辊加工工艺的改进 八钢热轧薄板厂自投产以来,由于疆内缺乏花纹钢板轧辊的加工能力,一直没有进行花纹钢板的生产。介绍了对热轧厂原来的ck84160重型数控车床进行改造,将原有车削功能改造成具有车和铣两大功能,在不改变原有功能的基础上,增加了铣削功能,使加工花纹钢板轧辊成为现实,热轧薄板厂也实现了花纹钢板的批量生产。
格式:pdf
大小:220KB
页数:3P
人气:98
4.7
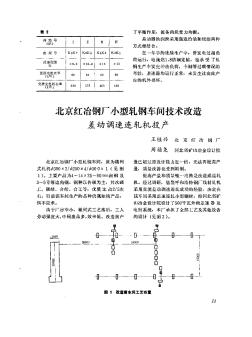
北京红冶钢厂小型轧钢车间,原为横列式轧机φ300×2/φ250×4/φ300×1(见图1)。主要产品为4~14×25~60mm扁钢及3~5号等边角钢。钢种以普碳为主,其次碳工、碳结、合结、合工等,优质比占2/5左右。目前该车间生产的品种仍属短线产品,供不应求。
格式:pdf
大小:888KB
页数:4P
人气:98
4.4
H型钢初轧机推床翻钢机技术改进 对h型钢热连轧生产线原推床翻钢机在使用过程中出现的问题进行了分析,对其重要部件即翻钢机、推床本体、推床护板等做了技术改进,从而解决了原设备在生产中存在的不足,使翻钢机的翻钢时间从原来的21s减少为2.3s,大大提高了轧制节奏,降低了维修成本,提高了产能。
格式:pdf
大小:320KB
页数:3P
人气:98
4.6
热镀锌钢丝生产线的技术改造 介绍高速热镀锌钢丝生产线的生产工艺。新工艺采用立式双卷筒工字轮收放线与倒立式收线组合、阴阳极交替电解碱洗、水帘密封酸洗、回收槽加清洗槽、气吹、电磁抹拭等多项新技术,解决了原热镀锌钢丝生产线生产速度低、盘重小、污染严重、钢丝镀层面质量不均匀及不可控等问题,实现了钢丝高速热镀锌生产。新生产线的dv值为120mm.m/min,走24根钢丝,盘卷质量达1.3t,采用此生产线生产的钢丝表面清洗效果良好,锌层面质量均匀、可控,其波动在35g/m2以内,降低了锌耗和劳动力成本,改善了工作环境。
格式:pdf
大小:236KB
页数:1P
人气:98
4.7

在烟草制丝生产过程中,烟箱拆包是叶片线生产的一道重要工序,纸箱拆包机的使用可以节省烟箱拆包工序的时间,提高生产线的生产效率。原有制丝线拆包机,因存在大量尺寸过大的外单位标准烟箱,在进行外单位品牌加工过程中不能使用该开包机,而只能采用人工方式拆箱,造成生产效率低,通过对制丝线拆包机夹抱装置技术改造,解决了不同尺寸烟箱的拆包,提高生产线的生产效率,同时节省人力资源,减少烟叶的损耗,降低由人工操作导致不安全事故发生的几率。
最新文档 简易型钢丝轧花机技术改造
格式:pdf
大小:88KB
页数:3P
人气:98
4.5
山东省张店钢铁厂利用原有设备,对热轧带钢车间的“二火成材”工艺进行半连续化改造,生产2.5~3.5mm×80~150mm的热轧窄带钢。实践证明,工艺设计合理,产品质量稳定,且节省了工程投资。
格式:pdf
大小:134KB
页数:2P
人气:98
4.8
宝钢初轧厂的三电系统(含电气、仪表和计算机)于上世纪八十年代中期由日本公司随主体设备配套提供,投运多年后,该系统已呈现老化和技术落后状态,迫切需要改造。 本文介绍了采用gefanuc公司的90-70系列plc、unix服务器、核心交换机和以太网等关键控制设备构成新的系统,对原系统进行改造的技术方案。重点描述了l1(生产线设备控制)、l2(过程计算机)和13(生产计划管理)系统的功能。
格式:pdf
大小:568KB
页数:5P
人气:98
4.4
介绍韶钢五轧厂1998(2000)年工艺、设备和生产能力状况,阐述了进行技术改造的必要性和"整体设计、两步实施"的技术改造原则,重点介绍五轧厂由二火成材横列式轧机改造为一火成材的半连续轧钢生产线的工艺设计,总结技术改造前后的生产实践效果.实践证明,技改达到预期目的:小规格螺纹钢生产适应市场灵活性强,产量高,成本低,投资省,见效快.
格式:pdf
大小:223KB
页数:2P
人气:98
4.4
介绍了宏大钢厂蓄热式加热炉技术改造的情况,并对加热炉存在的问题进行了分析,提出了改进措施,通过技术改造取得了好的效果。
格式:pdf
大小:101KB
页数:3P
人气:98
4.5
轧花机吸气式局部排尘罩的设计研究 目前我国大多数轧花厂的独立除尘管网只设置了一条,即轧花机前厢上方的吸气式局部排尘罩。对于仅有的这条除尘管路,有的厂由于设置合理,取得了较理想的除尘效果,为轧花车间的挡车工人创造了良好的工作环境;还有相当一部分厂,由于设计和安装方面的问题而使除尘效果较差,以至于一些厂拆除了这条“多余”的管路,或者仅仅作为摆设。
格式:pdf
大小:132KB
页数:未知
人气:98
4.6
重钢大轧厂Φ800型钢轧机技术改造竣工投产 重庆钢铁公司大轧厂φ800型钢轧机经过技术改造,于1986年5月14日竣工投产。重钢大轧厂φ800型钢轧机是我国最早建设的大型型钢轧机,原来建在汉阳钢铁厂,抗战时期迁至重庆,解放后安装使用,为新
格式:pdf
大小:106KB
页数:1P
人气:98
4.7
提升机技术改造及造成钢丝绳断绳事故分析 煤矿提升机是咽喉设备,产品不断更新换代,老产品原本落后的结构问题暴露突出,需要进行技术改造,但技术改造不全面,改造后的安全措施不到位,可能导致事故的发生。2008年,南方某煤矿对主提升机进行技术改造后,连续发生两起斜并断绳跑车事故,虽然没有人员伤亡,却毁坏了井筒和沿巷的电缆、风管、水管等设施。本文通过对断绳原因分析提出技术改造的建议。
文辑创建者
我要分享 >
职位:工程质量安全员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐