空调铜管焊接技术
2025-05-04
大家知道空调维修需要使用到哪些维修工具吗?下面我们北京美的空调维修给大家介绍一 下常用的一些常用的工具,并介绍一下它们的使用方法。 1、压力表:制冷剂泄漏是空调器常见故障,为对系统中制冷剂量是否充足进行检测,常用 到压力表,压力表是氟利昂制冷系统中常用的检测工具,它的外壳直径从 60mm~250mm, 有多种规格,适合空调器制冷系统使用的真空压力表量程为- 0.1MPa~2.5MPa。压力表常 与三通修理阀配套使用, 顺时针旋转三通修理阀旋钮, 可使阀孔缩小, 顺时针旋转旋钮到底 时,相应配管与室外机组气路切断, 逆时针旋转旋钮时, 阀孔扩大,相应配管与室外组气路 导通,制冷系统与三通修理阀上的压力表始终是导通的, 与旋钮的位置无关, 通过与三通修 理阀开关的配合,可以实现对制冷系统抽真空、充注制冷剂及测试压力等。 2、胀管器:两根铜管对接时,需要将一根铜管插入另一根铜管中,这时往往需要将

浅谈空调铜管焊接技术 【摘要】铜管是空调制冷剂的通道,其作用十分重要,铜管泄 露是空调的致命缺陷,一旦泄露空调的制冷剂将全部溢出,空调 由于缺乏传热介质,而使空调器失效。本文主要针对空调铜管焊 接技术进行了阐述。 【关键词】空调;铜管;焊接技术 随着我国经济建设的快速发展,人们对生活的品位追求也越来 越高,空调较为普遍地进入了百姓的家中。空调主要由压缩机、 散热器、自动控制系统组成,其中散热器中的铜管被业界称为空 调的“血管”,“血管”的好与坏将直接决定空调的品质,在制 造、安装过程中,空调铜管的焊接是重要的一环,是影响到系统能 否正常工作等问题,必须引起注意。 1.焊料的选用 铜管是制冷装置的重要原材料,它主要有两种用途:①制作 换热器。如常用的蒸发器、冷凝器,俗称“两器”,②制作连 接管道和管件。常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊料 等。在焊接时要根
浅谈空调铜管焊接技术 【摘要】铜管是空调制冷剂的通道,其作用十分重要,铜管泄露是空调的 致命缺陷,一旦泄露空调的制冷剂将全部溢出,空调由于缺乏传热介质,而 使空调器失效。本文主要针对空调铜管焊接技术进行了阐述。 【关键词】空调;铜管;焊接技术 随着我国经济建设的快速发展,人们对生活的品位追求也越来越高,空调 较为普遍地进入了百姓的家中。空调主要由压缩机、散热器、自动控制系统组成, 其中散热器中的铜管被业界称为空调的“血管”,“血管”的好与坏将直接决定空 调的品质,在制造、安装过程中,空调铜管的焊接是重要的一环,是影响到系 统能否正常工作等问题,必须引起注意。 1.焊料的选用 铜管是制冷装置的重要原材料,它主要有两种用途:①制作换热器。如常 用的蒸发器、冷凝器,俗称“两器”,②制作连接管道和管件。常用的焊料类 型有铜磷焊料、银铜焊料、铜锌焊料等。在焊接时要根
编辑推荐下载
格式:pdf
大小:83KB
页数:4P
人气:56
 4.6
4.6
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使用焊剂时
格式:pdf
大小:38KB
页数:7P
人气:56
4.5

铜管焊接技术要求 一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功能 完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把可拆 部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊条 紫铜与紫
热门文档 空调铜管焊接技术
格式:pdf
大小:1.1MB
页数:6P
人气:56
4.7

1 铜管焊接技术要求 一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保 证各部件的功能完好无损,注意各阀件的方向性。 1、铜管下料 a、工具:割管刀、卷尺、线号笔、锉刀 b、步骤: ○1根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记 下位置 ○2较粗的铜管要固定后,再用割管刀割下,要保证割口平齐,不变形 ○3用锉刀把割口毛边锉平,并用抹布擦拭干净 2、焊接 a、工具:焊枪、乙炔气瓶(煤气瓶)、氧气瓶、氮气瓶 b、步骤 ○1检查氧气瓶和乙炔气瓶内的量是否足够 ○2根据图纸要求来进行焊接 ○3在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 2 ○4焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏, 必要时可以把其拆部件卸下,并用湿棉布包裹被焊阀体 ○5焊接时应在被焊管内通低速氮气,防止氧化 ○6焊接完毕
格式:pdf
大小:24KB
页数:2P
人气:56
4.6

铜管焊接技术方法 发布时间:2012-08-10发布者: 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作等问题,必 须引起高度重视。 焊料的选用制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊 料、铜锌焊料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练的操作,以确保 焊接的质量。 1、对同类材料的焊接 1.1铜与铜的钎焊可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这 种焊料价格较为便宜,且有良好的熔液,采用填缝和润湿工艺,不需要焊剂。 1.2钢与钢的焊接可选用黄铜条焊料加适当的焊剂,焊接时,将焊料加热到一定温度后 插放在焊剂中,使焊剂熔化后附着在焊料上,但焊后必须将焊口附近的残留焊剂刷洗干净, 以防产生腐蚀。 2对
格式:pdf
大小:17KB
页数:1P
人气:56
4.4

紫铜管黄铜管紫铜管黄铜管紫铜管黄铜管 1φ6.356.350.600.0960.09260.0043.005.793.9660.5 2φ9.59.500.700.1720.16460.0043.0010.337.07 3φ12.712.700.700.2350.22460.0043.0014.099.64 4φ15.915.900.800.3380.32360.0043.0020.2713.87 5φ19.119.100.900.4580.43760.0043.0027.4818.81 6φ22.222.201.000.5930.56660.0043.0035.5724.34 7φ25.425.401.000.6820.65160.0043.0040.93
格式:pdf
大小:30KB
页数:2P
人气:56
4.4
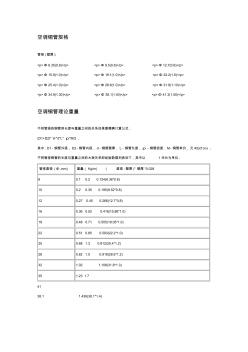
空调铜管规格 管径(壁厚): φ6.35(0.8)φ9.5(0.8)φ12.7(0.8) φ15.9(1.0)φ19.1(1.0)φ22.2(1.0) φ25.4(1.0)φ28.6(1.0)φ31.8(1.10) φ34.9(1.30)φ38.1(1.40)φ41.3(1.50) 空调铜管理论重量 不同管径的铜管其长度与重量之间的关系如果要精确计算公式: (d1+d2)*π*d*l*ρ*m/2, 其中:d1-铜管外径,d2-铜管内径,d-铜管壁厚,l-铜管长度,ρ-铜管密度,m-铜管单价,元/kg(ton); 不同管径铜管的长度与重量之间的大致关系即经验数据列表如下
格式:pdf
大小:19KB
页数:1P
人气:56
4.5
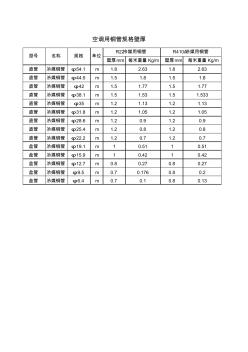
壁厚mm每米重量kg/m壁厚mm每米重量kg/m 直管冷媒铜管φ54.1m1.82.631.82.63 直管冷媒铜管φ44.5m1.51.81.51.8 直管冷媒铜管φ42m1.51.771.51.77 直管冷媒铜管φ38.1m1.51.531.51.533 直管冷媒铜管φ35m1.21.131.21.13 直管冷媒铜管φ31.8m1.21.051.21.05 直管冷媒铜管φ28.6m1.20.91.20.9 直管冷媒铜管φ25.4m1.20.81.20.8 直管冷媒铜管φ22.2m1.20.71.20.7 盘管冷媒铜管φ19.1m10.5110.51 盘管冷媒铜管φ15.9m10.4210.42 盘管冷媒铜管φ12.7m
精华文档 空调铜管焊接技术
格式:pdf
大小:19KB
页数:2P
人气:56
4.8

牌号品种状态外径 tp2轴线卷m4-22.23 t2蚊香盘y/m6.35-19.05 tp2内螺纹m7-9.52 t2导轴线卷m8-13.2 一匹的冷媒管是6.35-9.52、 一匹半的是6.35-12.7、空调铜管理论重量 两匹的是9.52-12.7、/6.35-12.7 大于两匹的是9.52/12.7-15.88、 五匹是9.52/12.7-19.05 不同管径的铜管其长度与重量之间的关系如果要精确计算公式: (d1d2)*π*d*l*ρ*m/2, 其中:d1-铜管外径,d2-铜管内径,d-铜管壁厚,l-铜管长度,ρ-铜管密度, 按以上公式计算很麻烦,而且工程报价不需要这么精确,一般报价都留有裕度。 不同管径铜管的长度与重量之间的大致关系即经验数据列表如下,其中以1米长为单位 管径直径 (φ,mm)重量(kg/m
格式:pdf
大小:380KB
页数:6P
人气:56
4.5

空调铜管管径要求 1编制目的: a.介绍各种不同设计压力下冷媒系统配管壁厚选择计算方法和选择方法; b.防止开发人员在进行管组设计选型时出现错误,造成批量问题。 2参考资料: 引用文献:jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing)弯头 jish3300铜以及铜合金无接缝管 专家资料配管壁厚设计基准b-010 gb/t1804制冷铜配管标准 3适用的范围 这个设计选择标准,是针对一般的冷媒配管用铜管的种类、尺寸以及允许偏差而做的 规定。另外,也适用于工厂组装品内部的冷媒配管。 (注)jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing)弯头,“工厂组 装品内部的冷媒配管也是依照这个”来规定的。 4配管的类别 配管的类别、根
格式:pdf
大小:59KB
页数:6P
人气:56
4.7

罗浮宫新进口馆项目 空调铜管工程—7至8层区域 管 理 细 则 广州市机电安装有限公司 二零一三年十二月十五日 一、施工图确认、施工管理流程: 图纸确认及施工管理流程如下: 施工工序 深化施工图会审(审核:业主指定的专 业工程总工,广州市机电安装有限公司 进行会审) 设备清单是否详细,与规范、规程是否一 致。 施工图纸与设计说明是否齐全、明确,坐 标、标高、尺寸、管线、道路等交叉连接 是否相符,图纸内容、表达深度是否满足 施工需求 1、前期工作 2、放线检查工作 3、支架制作安装 4、冷媒管道配管 5、冷媒管道吹扫及严密性试验 6、管路保温 7、设备安装 8、抽真空及制冷剂充注 9、设备调试及验收 施工图确认(审核:黎董及业主指定的 专业工程总工),审核后业主需盖“广东 罗浮宫国际家具博览中心有限公司工程 部”章发给广州市机电安装有限公司。 落实管道标高、综合布置,满足功能及业
格式:pdf
大小:63KB
页数:6P
人气:56
4.4

. . 罗浮宫新进口馆项目 空调铜管工程—7至8层区域 管 理 细 则 广州市机电安装有限公司 二零一三年十二月十五日 . . 一、施工图确认、施工管理流程: 图纸确认及施工管理流程如下: 施工工序 深化施工图会审(审核:业主指定的专 业工程总工,广州市机电安装有限公司 进行会审) 设备清单是否详细,与规范、规程是否一 致。 施工图纸与设计说明是否齐全、明确,坐 标、标高、尺寸、管线、道路等交叉连接 是否相符,图纸内容、表达深度是否满足 施工需求 1、前期工作 2、放线检查工作 3、支架制作安装 4、冷媒管道配管 5、冷媒管道吹扫及严密性试验 6、管路保温 7、设备安装 8、抽真空及制冷剂充注 9、设备调试及验收 施工图确认(审核:黎董及业主指定的 专业工程总工),审核后业主需盖“广东 罗浮宫国际家具博览中心有限公司工程 部”章发给广州市机电安装有限公司。 落实管道标高
格式:pdf
大小:416KB
页数:9P
人气:56
4.8
空调铜管管径要求 1编制目的: a.介绍各种不同设计压力下冷媒系统配管壁厚选择计算方法和 选择方法; b.防止开发人员在进行管组设计选型时出现错误,造成批量问 题。 2参考资料: 引用文献:jisb8607冷媒用喇叭口(flare)铜管以及焊接管 (brazing)弯头 jish3300铜以及铜合金无接缝管 专家资料配管壁厚设计基准b-010 gb/t1804制冷铜配管标准 3适用的范围 这个设计选择标准,是针对一般的冷媒配管用铜管的种类、尺 寸以及允许偏差而做的规定。另外,也适用于工厂组装品内部的冷媒 配管。 (注)jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing) 弯头,“工厂组装品内部的冷媒配管也是依照这个”来规定的。 4配管的类别 配管的类别、根据最
最新文档 空调铜管焊接技术
格式:pdf
大小:393KB
页数:6P
人气:56
4.8

实用标准方案 精彩文档 空调铜管管径要求 1编制目的: a.介绍各种不同设计压力下冷媒系统配管壁厚选择计算方法和选择方法; b.防止开发人员在进行管组设计选型时出现错误,造成批量问题。 2参考资料: 引用文献:jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing)弯头 jish3300铜以及铜合金无接缝管 专家资料配管壁厚设计基准b-010 gb/t1804制冷铜配管标准 3适用的范围 这个设计选择标准,是针对一般的冷媒配管用铜管的种类、尺寸以及允许偏差而 做的规定。另外,也适用于工厂组装品内部的冷媒配管。 (注)jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing)弯头,“工 厂组装品内部的冷媒配管也是依照这个”来规定的。 4配管的类别 配管的类别、根据最高使用压力(设计压力)来区分第
格式:pdf
大小:33KB
页数:2P
人气:56
4.3

紫铜管黄铜管紫铜管黄铜管紫铜管黄铜管紫铜管黄铜管 1φ6.356.350.800.1240.1190.000.000.000.000.000.00 2φ9.59.500.800.1950.1860.000.000.000.000.000.00 3φ12.712.700.800.2660.2540.000.000.000.000.000.00 4φ15.915.901.000.4170.3980.000.000.000.000.000.00 5φ19.119.101.000.5060.4830.000.000.000.000.000.00 6φ22.222.201.000.5930.5660.000.000.000.000.000.00 7φ25

格式:pdf
大小:38KB
页数:2P
人气:56
4.4

铜管壁厚每米重量铜管单价铜管单价保温材单价 mmkg/m元/kg元/m元/支 直管冷媒铜管φ54.11m1.82.63184.2511.2 直管冷媒铜管φ44.51m1.51.80126.249.8 直管冷媒铜管φ41.31m1.51.67116.848.7 直管冷媒铜管φ38.11m1.51.54107.458.7 直管冷媒铜管φ351m1.21.1379.387.8 直管冷媒铜管φ31.81m1.21.0371.877.8 直管冷媒铜管φ28.581m1.20.9264.317.2 直管冷媒铜管φ25.41m1.20.8156.846.8 直管冷媒铜管φ22.21m1.20.7049.326.3 盘管冷媒铜
格式:pdf
大小:44KB
页数:3P
人气:56
4.4
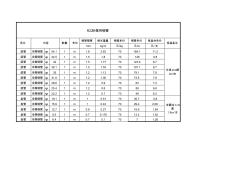
铜管壁厚每米重量铜管单价铜管单价保温材单价 mmkg/m元/kg元/m元/支 直管冷媒钢管φ54.11m1.82.6370184.111.2 直管冷媒钢管φ44.51m1.51.8701269.8 直管冷媒钢管φ421m1.51.7770123.98.7 直管冷媒钢管φ38.11m1.51.5370107.18.7 直管冷媒钢管φ351m1.21.137079.17.8 直管冷媒钢管φ31.81m1.21.057073.57.8 直管冷媒钢管φ28.61m1.20.970637.2 直管冷媒钢管φ25.41m1.20.870566.8 直管冷媒钢管φ22.21m1.20.770496.3 盘管
格式:pdf
大小:8KB
页数:3P
人气:56
4.5

一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
格式:pdf
大小:374KB
页数:6P
人气:56
4.8
空调铜管管径要求-海尔 1编制目的: a.介绍各种不同设计压力下冷媒系统配管壁厚选择计算方法和选择方法; b.防止开发人员在进行管组设计选型时出现错误,造成批量问题。 2参考资料: 引用文献:jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing)弯头 jish3300铜以及铜合金无接缝管 专家资料配管壁厚设计基准b-010 gb/t1804制冷铜配管标准 3适用的范围 这个设计选择标准,是针对一般的冷媒配管用铜管的种类、尺寸以及允许偏差而做的 规定。另外,也适用于工厂组装品内部的冷媒配管。 (注)jisb8607冷媒用喇叭口(flare)铜管以及焊接管(brazing)弯头,“工厂组 装品内部的冷媒配管也是依照这个”来规定的。 4配管的类别 配管的
格式:pdf
大小:5KB
页数:3P
人气:56
4.4
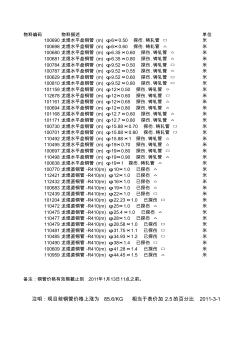
物料编码物料描述单位 100690龙煜水平盘铜管(m)φ6×0.50探伤.铸轧管□米 100698龙煜水平盘铜管(m)φ6×0.60探伤.铸轧管△米 100680龙煜水平盘铜管(m)φ6.35×0.60探伤.铸轧管△米 100681龙煜水平盘铜管(m)φ6.35×0.80探伤.铸轧管△米 100784龙煜水平盘铜管(m)φ9.52×0.50探伤.铸轧管□米 100787龙煜水平盘铜管(m)φ9.52×0.55探伤.铸轧管◇米 100629龙煜水平盘铜管(m)φ9.52×0.60探伤.铸轧管□米 100810龙煜水平盘铜管(m)φ9.52×0.80探伤.铸轧管□米 101159龙煜水平盘铜管(m)φ12×0.50探伤.铸轧管◇米
格式:pdf
大小:17KB
页数:1P
人气:56
4.6
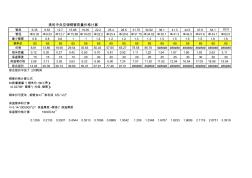
管径6.359.5312.715.8819.0522.225.428.631.7534.9238.141.344.547.654.163.5 管径ф6.35ф9.53ф12.7ф15.88ф19.05ф22.2ф25.4ф28.6ф31.75ф34.92ф38.1ф41.3ф44.5ф47.6ф54.1ф63.5 最小壁厚0.80.80.8111.21.21.21.31.31.51.51.51.51.81.8 铜单价65656565656565656565656565656565 价格8.8113.8618.9029.5435.8350.0357.6565.2778.5886.76########################
格式:pdf
大小:505KB
页数:6P
人气:56
4.6
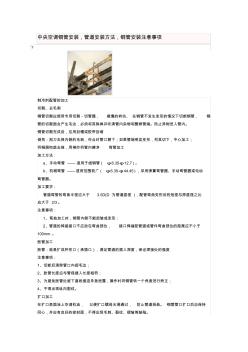
中央空调铜管安装,管道安装方法,铜管安装注意事项 ? 制冷剂配管的加工 切割、去毛刺 铜管切割应使用专用切割-切管器,缓慢的转动、在铜管不发生变形的情况下切断铜管,铜 管的切割面会产生毛边,必须将其除掉并吹清管内杂物和整修管端。防止异物进入管内。 铜管切割完成后,应用封帽或胶带封堵 倒角:刮刀去掉内侧的毛刺,作业时管口朝下;如果管端明显变形,将其切下,中心加工; 将铜屑彻底去掉,用棉纱将管内擦净弯管加工 加工方法: a、手动弯管——适用于细铜管(φ6.35-φ12.7)。 b、机械弯管——适用范围较广(φ6.35-φ44.45),采用弹簧弯管器、手动弯管器或电动 弯管器。 加工要求: 管道弯管的弯曲半径应大于3.5d(d为管道直径),配管弯曲变形后的短径与原直径之比 应大于2/3。 注意事项: 1、弯曲加工时,铜管内侧不能起皱或变形; 2、管道的焊接接口不应放在弯
文辑创建者
我要分享 >
职位:总监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐