铝仓门制作工艺卡片
2025-04-09
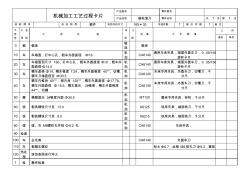
版 次:第三版 分 发 号: 受控状态: LCK0000 铝仓门制作工艺卡片 文件编号: 5404-10-22070201 编制:张殿伦 审核: 会签: 批准: 中通客车控股股份有限公司 2008年 1 月 1 日 中通客车控股股份有限公司 工艺卡片 产品型号 LCK0000 文件名称 铝仓门制作 第 1页 部件图号 5404-10 文件编号 5404-10-22070201 共 4页 工 序 号 工序 名称 工序内容技术要求 工艺装备 及设备 检具 辅料 操作者 标准 10 下料 检查每批次铝板包装商标/材质标示(西南铝3A21H24),按定尺规格及 剪板机 3M盒尺 中级 料表尺寸下料,首件检查对角线差≤1.5,其它按《下料工艺守则》执行。 20 外板冲孔 按图样要求冲外门板锁孔、扣手孔、油箱门孔等异型孔;冲孔时注意各 100T冲床、配套模具 孔的位臵尺寸和孔的方向,首件冲孔后


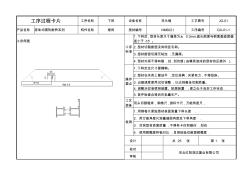
. word文档 工序过程卡片工序名称下料设备名称双头锯工艺图号 产品名称穿条式隔热断桥系列构件名称型材编号工序编号 工序简图 工序 标准 1.型材长度尺寸偏差为±0.3mm;角度允许偏差为45°﹣8′、 90°±8′。 2.型材切割断面没有明显毛刺。 3.型材断面切屑无粘连,无漏屑。 4.型材外观不得有碰、拉、划伤痕。 操作 要点 1.下料定位尺寸要精确,型材放置如左图所示。 2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。 3.出锯速度使用试切调整,以达到最佳切割质量。 4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。 5.首件检查合格后在批量生产。 工艺 装备 双头切割锯床,钢卷尺,万能角度尺。 . word文档 检测 1.用钢卷尺紧贴型材表面测量下料长度。 2.用万能角度尺测量下料角度。 3.目测型材表面质量,不得
工序过程卡片工序名称下料设备名称双头锯工艺图号jg-01 产品名称穿条式隔热断桥系列构件名称框料型材编号nm6021工序编号gx-01-1 工序简图 255 25 w1/4 w±0.5 工序 标准 1.下料后,型材长度尺寸偏差为±0.3mm,直头断面与侧面垂直度偏 差小于-15'。 2.型材切割断面没有明显毛刺。 3.型材断面切屑无粘连,无漏屑。 4.型材外观不得有碰.拉.划伤痕(由模具造成的型材挤压痕外). 操作 要点 1.下料定位尺寸要精确。 2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。 3.出锯速度使用试切调整,以达到最佳切割质量。 4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态. 5.首件检查合格后在批量生产。 工艺 装备 双头切割锯床,钢卷尺,游标卡尺,万能角度尺, 检测 1.用钢卷尺紧贴
编辑推荐下载
格式:pdf
大小:666KB
页数:17P
人气:71
 4.6
4.6
铝合金平开窗工艺卡片 编制: 审核: 批准: 青岛集力塑钢异型材有限公司 0102030405 06070810 09 11 12 141513 铝合金门窗制作 工艺规范 产品名称铝合金你平开窗产品编号文件目录 序号工序编号工序名称页码序号工序编号工序名称页码 aa铝合金平开窗工艺流程图1010密封条装配10 101型材选料11111五金件装配11 202主型材下料21212玻璃切割、两玻装配12 303中梃下料31313成品总检13 404端铣41414包装14 505铣排水孔51515入库15 606冲切锁孔6 707打工艺孔7 808组角8 909玻璃压条切割9 青
格式:pdf
大小:333KB
页数:28P
人气:71
4.3

工艺规范 产品名称工序名称设备名称编号共16页 工装名称编号第1页 工序简图技 术 标 准 1、下料长度l充差≤2000mm±1mm 2、下料角度90°±0.5° 3、切割后型材断面应平整光洁,外表面清洁无划伤。 操 作 要 求 1、切割前检查设备运转是否正常。 2、装夹注意夹紧力适当,牢固,定位正确,切割过程 中防止型材变形。 3、型材搬取,存放过程中防止型材划伤,磕碰,表面 质量。 4、首件产品严格检查合格后方可生产。 检 验 方 法 1、用钢卷尺检查下料长检 测 工 具 1.钢卷 尺。 2.角度 尺。 不 合 格 品 处 置 度。 2、用角度尺检查下料角 度。 3、目测外观质量。 更改记录编制批准 日期批准审核日期 工艺规范 产品名称工序名称设备名称编号共16页 a
热门文档 铝仓门制作工艺卡片
格式:pdf
大小:418KB
页数:13P
人气:71
4.7
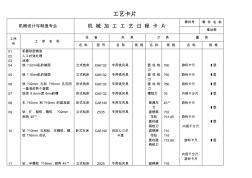
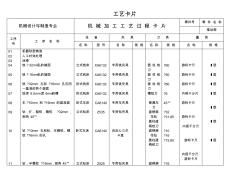
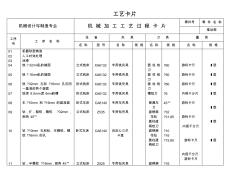
工艺卡片 机械设计与制造专业机械加工工艺过程卡片 零件号零件名称 推动架 工序 号 工序名称 设备夹具刀具量具 名称型号名称规格名称规格名称规格 01 02 03 04 05 06 07 08 09 10 11 机器砂型铸造 人工时效处理 涂漆 铣?32mm孔的端面 铣?16mm孔的端面 铣?32mm孔和?16mm孔在同 一基准的两个端面 铣深9.5mm,宽6mm的槽 车?10mm和?16mm的基准面 钻,扩,粗铰,精铰?32mm, 倒角45° 钻?10mm孔和钻、半精铰、精 铰?16mm的孔 钻,半精铰?16mm,倒角45° 立式铣床 立式铣床 卧式铣床 卧式铣床 卧式车床 立式钻床 卧式车床 立式钻床 xa6132 xa6132 xa61
格式:pdf
大小:565KB
页数:10P
人气:71
4.5

0 江苏星宝钢结构有限公司 十字柱制作工艺卡 批准审核编制 1 一、下料 十字柱下料尺寸允许偏差单位:mm 项目允许偏差图示 h(腹板宽度)+2 b(翼板宽度)±2 l(长度)统一放30mm的余量(或按相关技术标准要求执行) 技术要求 1.钢板采用多割头火焰切割机进行下料,下料时要充分考虑火焰切割余量,自动切割缝宽度一般为2~3mm(板越厚割缝越大)。 2.切割单块板条时根据用料实际情况采用双头割头进行下料。 3.在没有特殊要求情况下,板条允许拼接。拼接规范:翼板拼接长度不小于2倍板宽,宽度不允许拼接;腹板拼接长度不小于600mm, 宽度不小于300mm(一般不拼接);厚度方向错边≤1mm,宽度方向错边翼板≤2mm、腹板≤1mm。 4.要求熔透的焊缝,其腹板厚度t≥12mm一般需开坡口,其坡口形状根据具体情况而定。坡口要求光滑平整,平面度≤1.5mm、割纹 深度
格式:pdf
大小:28KB
页数:3P
人气:71
4.5
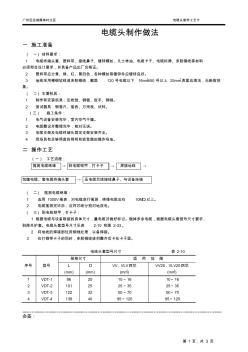
广州亚运城媒体村北区电缆头制作工艺卡 会签: 第1页,共3页 电缆头制作做法 一施工准备 (一)材料要求: 1电缆终端头套、塑料带、接线鼻子、镀锌螺丝、凡士林油、电缆卡子、电缆标牌、多股铜线等材料 必须符合设计要求,并具备产品出厂合格证。 2塑料带应分黄、绿、红、黑四色,各种螺丝等镀锌件应镀锌良好。 3地线采用裸铜软线或多股铜线,截面120号电缆以下16mm2150号以上25mm2表面应清洁,无断股现 象。 (二)主要机具: 1制作和安装机具:压线钳、钢锯、扳手、钢锉。 2测试器具:钢卷尺、摇表、万用表、试铃。 (三)施工条件: 1电气设备安装完毕,室内空气干燥。 2电缆敷设并整理完毕,核对无误。 3电缆支架及电缆终端头固定支架安装齐全。 4现场具
格式:pdf
大小:419KB
页数:10P
人气:71
4.8
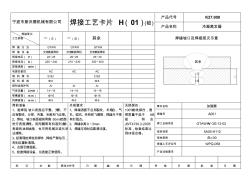
宁波市斯沃德机械有限公司焊接工艺卡片h(01)(临) 产品代号k27.000 产品名称冷凝蒸发器 焊接层次 工艺参数一(正)一(反)其余焊缝坡口及焊接层次示意 焊接方法gtawgtawgtaw 1正 1反 其余 焊接设备交流氩弧焊机交流氩弧焊机交流氩弧焊机 焊接电压(v)22~2520~2525~30 焊接电流(a)220~240210~230300~400 焊接速度(m/m) 电源及极性acacac 填料牌号51835183 填料规格φ6φ6 焊剂或保护剂ararar 气体流量(l/min)14~1614~1614~16 喷嘴直径(mm)φ16φ16φ16 钨棒直径(mm)φ6φ6φ6 焊前准备: 1、施焊前,坡口表面应平整、光滑、不 应有裂纹、分层、夹渣
精华文档 铝仓门制作工艺卡片
格式:pdf
大小:418KB
页数:13P
人气:71
4.7
工艺卡片 机械设计与制造专业机械加工工艺过程卡片 零件号零件名称 推动架 工序 号 工序名称 设备夹具刀具量具 名称型号名称规格名称规格名称规格 01 02 03 04 05 06 07 08 09 10 11 机器砂型铸造 人工时效处理 涂漆 铣?32mm孔的端面 铣?16mm孔的端面 铣?32mm孔和?16mm孔在同 一基准的两个端面 铣深9.5mm,宽6mm的槽 车?10mm和?16mm的基准面 钻,扩,粗铰,精铰?32mm, 倒角45° 钻?10mm孔和钻、半精铰、精 铰?16mm的孔 钻,半精铰?16mm,倒角45° 立式铣床 立式铣床 卧式铣床 卧式铣床 卧式车床 立式钻床 卧式车床 立式钻床 xa6132 xa6132 xa61
格式:pdf
大小:418KB
页数:13P
人气:71
4.8
工艺卡片 机械设计与制造专业机械加工工艺过程卡片 零件号零件名称 推动架 工序 号 工序名称 设备夹具刀具量具 名称型号名称规格名称规格名称规格 01 02 03 04 05 06 07 08 09 10 11 机器砂型铸造 人工时效处理 涂漆 铣?32mm孔的端面 铣?16mm孔的端面 铣?32mm孔和?16mm孔在同 一基准的两个端面 铣深9.5mm,宽6mm的槽 车?10mm和?16mm的基准面 钻,扩,粗铰,精铰?32mm, 倒角45° 钻?10mm孔和钻、半精铰、精 铰?16mm的孔 钻,半精铰?16mm,倒角45° 立式铣床 立式铣床 卧式铣床 卧式铣床 卧式车床 立式钻床 卧式车床 立式钻床 xa6132 xa6132 xa61
格式:pdf
大小:935KB
页数:9P
人气:71
4.4

工序过程卡片工序名称下料设备名称双头锯工艺图号 产品名称穿条式隔热断桥系列构件名称型材编号工序编号 工序简图 工序 标准 1.型材长度尺寸偏差为±0.3mm;角度允许偏差为45°﹣8′、 90°±8′。 2.型材切割断面没有明显毛刺。 3.型材断面切屑无粘连,无漏屑。 4.型材外观不得有碰、拉、划伤痕。 操作 要点 1.下料定位尺寸要精确,型材放置如左图所示。 2.型材在夹具上要放平,定位准确,夹紧有力,不得扭斜。 3.出锯速度使用试切调整,以达到最佳切割质量。 4.调整冷却液喷淋装置、排屑装置,使之处于良好工作状态。 5.首件检查合格后在批量生产。 工艺 装备 双头切割锯床,钢卷尺,万能角度尺。 检测 1.用钢卷尺紧贴型材表面测量下料长度。 2.用万能角度尺测量下料角度。 3.目测型材表面质量,不得有卡伤和碰伤、划伤。 4.目测检验切断面粗
格式:pdf
大小:60KB
页数:3P
人气:71
4.6
机械加工工艺过程卡片 产品型号零件图号 产品名称蜗轮滚刀零件名称共1页第1页 材料牌号毛坯种类锻件毛坯外形尺寸165×35毛坯件数1每台件数1备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 0锻锻造 锻 造 锻床 10车车端面,打中心孔,粗车外圆直径φ18 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 20车 车端面到尺寸160,打中心孔,粗车外圆直径φ31,粗车外 圆直径φ14.5 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 30车 精车直径φ14、精车锥度7:24、精车外圆锥度40°、切槽, 精车刀轴直径至φ30.5 机 加 ca6140 车床专用夹具,外圆车刀,切槽
最新文档 铝仓门制作工艺卡片
格式:pdf
大小:1.2MB
页数:52P
人气:71
4.6
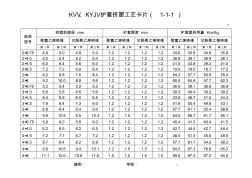
kvv、kyjv护套挤塑工艺卡片(1-1-1) 。 规格 型号 挤塑前直径mm护套厚度mm护套塑料用量km/kg 聚氯乙烯绝缘交联聚乙烯绝缘聚氯乙烯绝缘交联聚乙烯绝缘聚氯乙烯绝缘交联聚乙烯绝缘 第1种第2种第1种第2种第1种第2种第1种第2种第1种第2种第1种第2种 2×0.754.85.04.85.01.21.21.21.234.635.834.635.8 2×1.05.25.45.25.41.21.21.21.236.938.136.938.1 2×1.56.06.45.66.01.21.21.21.241.543.839.241.5 2×2.57.27.26.86.41.21.21.21.219.019
格式:pdf
大小:1.6MB
页数:93P
人气:71
4.4
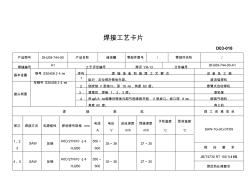
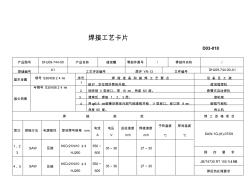
焊接工艺卡片 d03-018 产品图号dhj09-744-00产品名称储液罐零部件图号/零部件名称/ 焊缝编号 a1 工艺评定编号焊评yr-13文件编号dhj09-744-00-a1 基本金属钢号s3040824㎜ 与钢号s3040824㎜ 序号焊接准备和施焊工艺要点设备及工装 1组对,定位焊於筒体外部。直流弧焊机 接头简图 2刨床刨v型坡口。深16㎜,角度60度。悬臂式自动焊机 3.清理后,焊接1、2、3层。滚轮架 4用φ6-8㎜碳棒於筒体外部气刨清根并刨v型坡口。坡口深8㎜,碳弧气刨机 角度60度。角么机 焊接规范焊工资格项目 层次焊接方法电源极性焊材牌号规格mm 电流 a 电压 v 送丝速度 m/h 焊接速度 m/h
格式:pdf
大小:1.6MB
页数:94P
人气:71
4.6
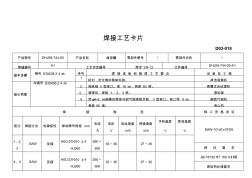
焊接工艺卡片 d03-018 产品图号dhj09-744-00产品名称储液罐零部件图号/零部件名称/ 焊缝编号a1工艺评定编号焊评yr-13文件编号dhj09-744-00-a1 基本金属钢号s3040824㎜ 与钢号s3040824㎜ 序号焊接准备和施焊工艺要点设备及工装 1组对,定位焊於筒体外部。直流弧焊机 接头简图 2刨床刨v型坡口。深16㎜,角度60度。悬臂式自动焊机 3.清理后,焊接1、2、3层。滚轮架 4用φ6-8㎜碳棒於筒体外部气刨清根并刨v型坡口。坡口深8㎜,碳弧气刨机 角度60度。角么机 焊接规范焊工资格项目 层次焊接方法电源极性焊材牌号规格mm电流 a 电压 v 送丝速度 m/h 焊接速度 m/h 予
格式:pdf
大小:1.6MB
页数:93P
人气:71
4.8
焊接工艺卡片 d03-018 产品图号dhj09-744-00产品名称储液罐零部件图号/零部件名称/ 焊缝编号a1工艺评定编号焊评yr-13文件编号dhj09-744-00-a1 基本金属钢号s3040824㎜ 与钢号s3040824㎜ 序号焊接准备和施焊工艺要点设备及工装 1 组对,定位焊於筒体外部。直流弧焊机 接头简图 2刨床刨v型坡口。深16㎜,角度60度。悬臂式自动焊机 3.清理后,焊接1、2、3层。滚轮架 4用φ6-8㎜碳棒於筒体外部气刨清根并刨v型坡口。坡口深8㎜,碳弧气刨机 角度60度。角么机 焊接规范焊工资格项目 层次焊接方法电源极性焊材牌号规格mm电流 a 电压 v 送丝速度 m/h 焊接速度 m/h

格式:pdf
大小:129KB
页数:4P
人气:71
4.7
找建材产品上九正建材网 ---------------------- 全国访问量最高的建材导航站!www.***.*** 木门分类及制作工艺大全 1、全实木榫拼门(原木门) 全实木榫拼门是用实木加工制作的装饰门,是以取材自森林的天然原 木作门芯,然后经下料、刨光、开榫、打眼、雕刻、定型等工序科学加 工而制成的。 全实木门所选用的木材多是名贵木材,如樱桃木、胡桃木、柚木等。具 有不变形、耐腐蚀、无裂纹及隔热保温等特点。同时,实木门具有良好 的吸音性,有效的起到了隔声的作用。全实木门的工艺质量要求很高, 其优点是豪华美观、造型厚实。但市场价格偏高,是室内门市场上最高 档的木门产品。 2、实木复合门 实木复合门的门扇边框使用的是杉木或松木,中间填充蜂窝纸、密度 板网格、桥洞力学板、实木等结构,一般高级的实木复合门,其门芯多 为优质白松,表面则为实木单板。由于白松密度小、质量
格式:pdf
大小:28KB
页数:9P
人气:71
4.5
门头制作工艺介绍 0/9 门头制作工艺介绍 一、门面装修材料的类别与特性 1、按装修施工方法划分 2、按装修工程耐久性及使用要求不同划分 (1)永久性材料 各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点: 正常条件下(环境、气候),历经数十年不变色、不腐蚀,耐久性良好; 但若想中途改变原有装修风格或翻修则十分不容易。因此设计之处就应该确定好 方案和使用时间,以免造成经济损失。 (2)非永久性材料 包括无水作业贴面类材料和各种涂抹类材料。 特点: 耐久性较差,但安装、拆卸简单方便。 由于各种材料的使用寿命又各不相同,因而装修搭配材料时要考虑充分。 如: 金属材料耐久性梢长,但易于氧化变色,失去光泽; 贴面类 涂抹类 有水作业贴面:花岗岩、石材、面砖、陶瓷砖等 无水作业贴面 不锈钢、铝合金等金属材料 木基、纸基、金属装饰板等 胶合板、塑料板等 有机玻璃、镜面玻璃等 彩砂、石
格式:pdf
大小:29KB
页数:9P
人气:71
4.5
门头制作工艺介绍 一、门面装修材料的类别与特性 1、按装修施工方法划分 2、按装修工程耐久性及使用要求不同划分 (1)永久性材料 各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点: 正常条件下(环境、气候),历经数十年不变色、不腐蚀,耐久性良好; 但若想中途改变原有装修风格或翻修则十分不容易。因此设计之处就应该确定好 方案和使用时间,以免造成经济损失。 (2)非永久性材料 包括无水作业贴面类材料和各种涂抹类材料。 特点: 耐久性较差,但安装、拆卸简单方便。 由于各种材料的使用寿命又各不相同,因而装修搭配材料时要考虑充分。 如: 金属材料耐久性梢长,但易于氧化变色,失去光泽; 贴面类 涂抹类 有水作业贴面:花岗岩、石材、面砖、陶瓷砖等 无水作业贴面 不锈钢、铝合金等金属材料 木基、纸基、金属装饰板等 胶合板、塑料板等 有机玻璃、镜面玻璃等 彩砂、石屑饰料等 各色有机、无机涂料;油
格式:pdf
大小:31KB
页数:5P
人气:71
4.5
39 封头制作工艺 q/ljzgg0003/05-2005 1.总则 1.1本工艺适用于碳素钢、低合金钢及不锈钢制椭圆形封头的拉伸成 型,其他形式的封头也可参照执行。 1.2本工艺是与产品工艺文件配合使用的通用规定,若与产品工艺文 件有相抵触或产品工艺文件有特殊要求时,以工艺文件为准。 2.拉伸模与润滑 2.1根据产品名细表中指定的工装号选用胎模。 2.2使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可 使用。 2.3上下模及压紧环分别用螺柱和附具固定在冲头和压力机底座上, 调整圆周方向间隙均匀,其差值≤1mm。 2.4每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺 陷,确认完后,方可继续使用。 2.5每个封头拉伸和压制前,必须清除胎模工件面上的氧化皮,熔渣 等杂物,并给拉环均匀的涂刷润滑剂. 冷拉伸封头时,上下模和压边圈工作面,毛坯周边的上下面,涂
格式:pdf
大小:574KB
页数:14P
人气:71
4.5
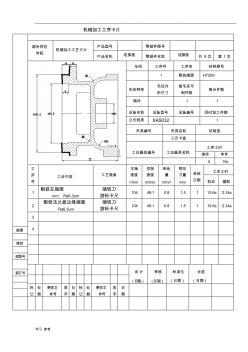
.... 学习.参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动辅助 1 粗铣左端面 mmra6.3um 端铣刀 游标卡尺 10449.10.81.5115.6s2.34s 2 粗铣法兰
文辑创建者
我要分享 >
职位:门窗材料跟单员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐