铝合金挤压铸造变速箱箱体的模具优化设计
2024-06-10
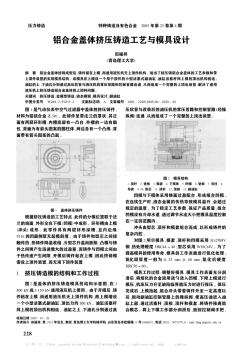
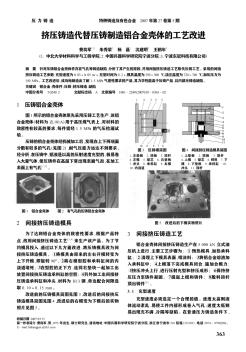
针对变速箱箱体的结构及其成形工艺进行了分析,制定了间接挤压铸造工艺方案。在用立式挤压铸造机SCV-2000生产的铸件上发现冷夹层和缩孔、缩松缺陷。经过模具优化设计,采用带有集渣腔的浇口套和局部加强型芯,消除了内浇口附近箱壁上的冷夹层和缩孔、缩松等缺陷。微观组织和力学性能检测得知,其抗拉强度为317 MPa,伸长率为6.1%,硬度(HBS)为99,满足使用要求。X射线探伤结果表明,铸件组织致密,无气孔、缩孔、缩松等缺陷。


采用ug三维建模软件完成铝合金连杆的建模,分析了铝合金连杆的结构特点和技术要求。综合不同挤压铸造加工工艺的特点,采用双重挤压铸造工艺成形零件。介绍了两种不同的挤压铸造模具结构及其工作过程,并对两种结构方案进行了比较。
 铝合金挤压模具的修正技术
铝合金挤压模具的修正技术 在简略的介绍了铝合金挤压模具的设计、制造、检验、组装及试模、氮化与使用中应注意的主要事项之后,论述了模具修正的原理、原则及常用工具,并从实际出发,结合生产现场出现的技术质量难点,分析问题产生的原因并找出解决的办法。有较高的实用价值。
编辑推荐下载
格式:pdf
大小:664KB
页数:4P
人气:51
 4.5
4.5
铝合金盖体挤铸成型后,铸件留在上模,而通用液压机无上顶件机构。给出了挤压铸铝合金盖体的工艺参数和带上顶件装置的实用模具结构。该模具在上模设一个用于顶件的小型活塞式副油缸,油缸活塞杆同上模的顶出机构相连。油缸的上、下油孔分别通过高压软管与液压机的常压管路和控制管路连通,从而组成一个完整的上顶出装置,解决了通用液压机上挤压铸造铝合金盖体的上顶料问题。
格式:pdf
大小:256KB
页数:5P
人气:51
4.5
围绕当前最先进的挤压铸造设备,基于对铝合金挤压铸造的实践积累,从设备结构和产品特点等出发,分析了整个工艺流程中应该注意的若干重要因素,并提出了具有可操作性的技术方案。如浇注温度一般要高于普通压铸;要严格监控铝液中si、mg、cu和fe等元素的含量;内浇口截面通常都比较厚大,流道的长度尽量缩短;慎重设定由充填浇道到充填型腔阶段的冲头速度和向高速充填阶段的切换位置;采用通道较大的排气和集渣设计等。对国内挤压铸造所面临的若干瓶颈问题作了分析,并对未来发展进行了探讨。
热门文档 铝合金挤压铸造变速箱箱体的模具优化设计
格式:pdf
大小:762KB
页数:3P
人气:51
4.5
铝合金短车架挤压铸造工艺及模具的研究 针对轮椅短车架零件的结构特点,结合生产实际,运用anycasting软件模拟了流道尺寸对缩孔、缩松的影响。结果表明,挤压铸造流道设计对铸件的补缩效果有重要影响,挤压铸造时合金液在补缩压力下流经浇道对铸件进行补缩,但对远离浇口的铸件厚大部位因压力传递的有效性受到限制。采用局部挤压或冷却水、激冷块等措施来调节厚大部位的凝固顺序,可以减少缩孔、缩松缺陷。
格式:pdf
大小:3.9MB
页数:10P
人气:51
4.6

基于挤压铸造过程微观孔洞的形成机理,建立了模拟铝合金挤压铸造过程微观孔洞的数学模型.该模型考虑了传热、凝固收缩、补缩流动、压力传递、氢(h)的再分配等因素,通过计算凝固收缩导致的补缩流动与压力降低,以及挤压过程的压力传递,获得挤压铸造过程糊状区的压力分布,结合微观孔洞形成条件及h的守恒方程,计算微观孔洞的体积分数.对不同工艺条件下铝合金挤压铸造微观孔洞进行了模拟计算,计算结果与实验结果基本吻合.计算结果还表明,适当提高模具温度和挤压压力有利于减少微观孔洞缺陷.
格式:pdf
大小:378KB
页数:3P
人气:51
4.7

4g9气缸盖采用低压铸造,由于模具设计不当,导致补缩和排气不良,曾出现浇不足和缩松、缩孔缺陷。通过改进模具设计,改善了模具排气,并实现了顺序凝固,消除了浇不足和缩松、缩孔等缺陷。
格式:pdf
大小:788KB
页数:3P
人气:51
4.5
铝合金变速箱壳体压铸工艺的数值模拟及生产 对铝合金汽车变速箱壳体零件的结构进行了工艺分析,确定了浇注系统和冷却系统。采用procast对压铸过程进行了数值模拟。通过模拟压铸填充凝固顺序、温度场等,确定了合理的浇注系统和冷却水系统的设计方案。根据设计方案,设计制造了可行的压铸模具,制定了合理的压铸工艺。生产验证表明,铸件成形效果理想。对铸件进行机械加工后,产品未出现超标气孔、缩孔、夹渣等缺陷,产品模具设计和压铸工艺达到预期效果。
格式:pdf
大小:849KB
页数:4P
人气:51
4.8

结合msc.superforge和msc.marc计算平台,对一款30m×30mm的铝合金方管型材的挤压成形过程和模具的应力负载情况进行了数值模拟研究。对挤压变形过程中金属的应力和应变速率的变化情况进行了对比,发现金属变形时塑性变形较大的位置,对应的等效应力也较大。分析了模具的应力分布情况,对方管型材模具的设计提出了优化方案。证明数值分析手段,能够为模具的设计提供有效的参考依据。
精华文档 铝合金挤压铸造变速箱箱体的模具优化设计
格式:pdf
大小:393KB
页数:8P
人气:51
4.5
铝合金挤压用挤压筒的优化设计与强度计算 挤压筒是铝合金挤压生产中重要的大件工具,造价高、加工难度大。挤压筒的设计、强度计算、材料选择、热处理、热装等,对挤压筒的质量和寿命至关重要。结合工作实践,就挤压筒的设计及强度计算进行了较详细的分析;给出了63mn挤压机三层圆挤压筒强度分析计算实例;并用附表列出了各种挤压机上圆、扁挤压筒的规格及有关尺寸。
格式:pdf
大小:109KB
页数:2P
人气:51
4.4
细密沟槽铝合金挤压件模具的改进 对细密沟槽铝合金挤压件的结构进行了分析,研究和探讨了该类冷挤压件的成形过程。通过对挤压过程中金属的流动,以及模具的受力分析和模具结构的改进,解决了该类零件在挤压过程中上模的断齿问题。
格式:pdf
大小:594KB
页数:4P
人气:51
4.7
挤压铸造A356铝合金重载车轮的模具设计 为了解决挤压铸造a356铝合金重载车轮模具结构的设计并确保安全可靠,通过对挤压铸造机的结构及动作的分析,确定了模具合模、开模的动作方式,并在侧模的外侧增加侧模外壳体,防止挤压铸造加压时铝液飞溅。通过侧模与底模板、侧模外壳体合理的连接机构,并且侧模与侧模外壳体配合面的上部直径大于下部直径。通过底模的上、下运动可带动侧模旋转开、合模。铸件随上模上行与侧模脱模,然后推料环推出铸件,从上模脱模。解决了模具合模、开模以及铸件脱模的问题,从而确定了模具结构设计方案。
格式:pdf
大小:1.1MB
页数:3P
人气:51
4.4
铝合金箱体接头低压铸造模具设计及工艺 针对铝合金箱体接头零件的结构特点,进行了低压铸造模具设计及工艺研究。从模具分型面、型腔尺寸和模具壁厚、排气系统及抽芯方式等方面进行了模拟分析。结果表明,金属液充型平稳,可实现顺序凝固,并具有良好的补缩效果。验证了低压铸造工艺方案和模具结构的合理性。
格式:pdf
大小:594KB
页数:4P
人气:51
4.6
挤压铸造A356铝合金重载车轮的模具设计 为了解决挤压铸造a356铝合金重载车轮模具结构的设计并确保安全可靠,通过对挤压铸造机的结构及动作的分析,确定了模具合模、开模的动作方式,并在侧模的外侧增加侧模外壳体,防止挤压铸造加压时铝液飞溅。通过侧模与底模板、侧模外壳体合理的连接机构,并且侧模与侧模外壳体配合面的上部直径大于下部直径。通过底模的上、下运动可带动侧模旋转开、合模。铸件随上模上行与侧模脱模,然后推料环推出铸件,从上模脱模。解决了模具合模、开模以及铸件脱模的问题,从而确定了模具结构设计方案。
最新文档 铝合金挤压铸造变速箱箱体的模具优化设计
格式:pdf
大小:116KB
页数:未知
人气:51
4.6
铝合金挤压模具寿命影响因素 挤压模具的寿命是一个综合性的技术问题,它涉及模具设计、模具材料、制造加工、热处理、表面处理、挤压工艺、模具修理、模具的科学管理等诸多方面。本文在实际生产经验的基础上,阐述了模具设计、选材、热处理和表面硬化处理,以及模具使用、修理和维护保管等因素对挤压模具使用寿命的影响。影响模具寿命的因素很多,只有在理论和实践方面系统而深入地研究模具的工作条件、失效特性和原因,从模具设计、模具材质、热处理、加工、验收、制定合理挤压工艺、模具修理以及科学管理等全过程进行认真研究,
格式:pdf
大小:120KB
页数:1P
人气:51
4.8
铝合金挤压模具材料专利技术综述 铝合金挤压模具技术随着铝型材的需求量增大而越来越受到重视,本文从铝合金挤压模具材料的各专利技术分支中请情况,找到铝合金挤压模具材料技术的发展脉络,为我国挤压模具材料的发展提供建议。
格式:pdf
大小:120KB
页数:1P
人气:51
4.8
铝合金挤压模具材料专利技术综述 铝合金挤压模具技术随着铝型材的需求量增大而越来越受到重视,本文从铝合金挤压模具材料的各专利技术分支中请情况,找到铝合金挤压模具材料技术的发展脉络,为我国挤压模具材料的发展提供建议。
格式:pdf
大小:532KB
页数:3P
人气:51
4.4
针对压铸铝合金壳体件存在气孔等铸造缺陷,分析了其产生的原因,并用间接挤压铸造工艺取代压铸工艺。采用的间接挤压铸造工艺参数:充型速度为0.03~0.05m/s,充型时间为0.2s,模具温度为250~300℃,浇注温度为720~740℃,加压压力为150mpa。工艺改进后,成功地制造出了耐1.5mpa气密性要求的产品,其力学性能高于压铸产品,且内部无铸造缺陷。
格式:pdf
大小:1.2MB
页数:5P
人气:51
4.7
低压铸造大尺寸铝合金轮毂的数值模拟及模具优化 针对大型铝合金轮毂低压铸造过程中在热节处产生的缩松、缩孔问题,提出改变模具温度和模具厚度的方法消除缺陷,但对"孤立熔池"现象影响较小。为此在以上两种优化工艺的基础上,又在对应产生缺陷部位的模具上加设水冷管。结果表明,该方法不仅使轮毂实现顺序凝固,消除了轮毂厚大部位的缺陷,还提高了轮毂的冷却速度,缩短了生产周期。
格式:pdf
大小:48KB
页数:8P
人气:51
4.3
铝及铝合金热挤压工艺操作规程 本规程适合于500-800吨挤压机上挤压6061、6063等合金型材、棒 材管材的工艺要求,包括铸棒加热制度、挤压制度、拉伸扭拧校直、 锯切、取样、人工时效制度、包装等。 其工艺流程如下: 挤压前准备---铸棒加热---挤压---拉伸扭拧校直---锯切(定尺) ---取样检查---人工时效---包装入库。(不氧化型材) 1.挤压前的准备 1.1开机前,对设备的电源。控制系统、液压系统和机械设备进行检 查,并按规定润滑设备,无异常时,可进行空负荷运转,当确定设备 处于正常状态后,方可开始生产。 1.2检查模具的规格和工作带等处质量,确认符合生产单要求时将模 子、模垫、模支承试装,并预先加热。此项工作应在开机前预先做好。 模具加热温度平模,420°c-450°c,分流模450°c+/-5°c。保温加热时 间不少于2小时。(到温后计算) 1
格式:pdf
大小:1.2MB
页数:4P
人气:51
4.3
铸旋铝合金车轮旋压模具的优化设计 目的保证铸旋车轮短流程制造工艺的实现,提高旋压模具与同一轮型不同铸造毛坯的配合能力,防止因旋压后毛坯尺寸变化过大,造成车轮机加成品率下降的现象。方法以某款车轮旋压模具为研究对象,对其旋压模具结构进行重新设计,增加定位滑块、垫板等设计,提高毛坯与模具的定位与配合,增强模具对毛坯的自适应性。结果对改进后的旋压模具进行试验验证,新结构的旋压模具能够满足不同铸造毛坯的旋压,且控制上模压力在4.5mpa内,毛坯尺寸合格,性能无影响。结论该旋压模具设计的方法已经应用到了其他铸旋车轮的设计中。
格式:pdf
大小:267KB
页数:2P
人气:51
4.6

对不同模角挤压过程进行了数值模拟,研究了成形过程中金属的变形流动规律,并利用应力场特征量进行了变形分区及应力应变分析。结果表明:随着模角的增大,塑性区的范围明显缩小。揭示了不同的变形条件,改变了筒内应力应变的分布关系,是影响金属变形流动行为的内因所在。
文辑创建者
我要分享 >
职位:纳米材料安全性评价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐