李家峡水电站400MW混流式水轮机分辨转轮组合与焊接
2025-02-05

文章介绍了李家峡水电站400mw混流式水轮机分辨转轮组合及焊接方法,经测试,转轮拼装组圆后的各项技术指标均达到设计要求。
文章介绍了李家峡水电站400mw混流式水轮机分瓣转轮组合及焊接方法,经测试,转轮拼装组圆后的各项技术指标均达到设计要求。
编辑推荐下载
格式:pdf
大小:691KB
页数:5P
人气:92
 4.5
4.5
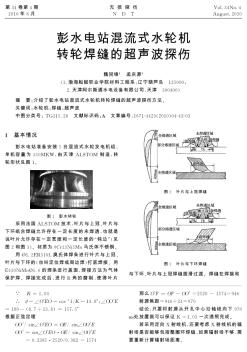
1概述由于水轮发电机组单机容量的增大,水轮机转轮尺寸和重量也相应增大。为了解决运输和起重设备限制,提高混流式机组转轮的制造和安装精度,国内设计制造的混流式转轮多采用分2瓣制造现场组焊的结构方式。水轮机转轮的安装对整台机组的安装有着重大影响。因此,分瓣转轮的现场组装焊接是必须认真解决的施工关键技术。
格式:pdf
大小:155KB
页数:5P
人气:92
4.4
似.瓣撒.绷q咎 李家峡水电站4oomw机组分瓣转轮现场组焊 李家峡水电站400mw机组 9分瓣转轮现场组焊下7.; ,a1tf,v?v~47l6 水电四局机电安装分局(兰州730060)许春江王远江牟官华 ,———————一 1概述 由于水轮发电机组单机容量的增大,水 轮机转轮尺寸和重量也相应增大。为了解决 运输和起重设备限制,提高混流式机组转轮 的制造和安装精度,国内设计制造的混流式 转轮多采用分2瓣制造现场组焊的结构方 式。水轮机转轮的安装对整台机组的安装有 着重大影响。因此.分瓣转轮的现场组装焊接 是必须认真解决的施工关键技术。 我国自6o年代初开始进行现场分瓣转 轮组焊,依靠自己的技术力量首先在三门峡 电站焊接成功,现已完成施工投入运行的分 瓣转轮4o余台。位于青海省境内黄河上
热门文档 李家峡水电站400MW混流式水轮机分辨转轮组合与焊接
格式:pdf
大小:256KB
页数:5P
人气:92
4.4
 混流式水轮机水力振动
混流式水轮机水力振动 通过几个电站混流式水轮机的现场水压脉动检测试验发现,在机组额定出力的20%~30%范围内出现过水系统整体(蜗壳进口、顶盖、尾水管)水力共振,频率为转频的1~1.4倍,严重地影响机组稳定运行。将在实际工程试验中遇到的有关混流式水轮机水力振动及相关问题解决方法进行介绍。
格式:pdf
大小:287KB
页数:4P
人气:92
4.8
混流式水轮机制造质量 介绍混流式水轮机导水机构在制造过程中需要注意的几个问题,以及为了保证质量而采取的措施。
格式:pdf
大小:365KB
页数:3P
人气:92
4.6
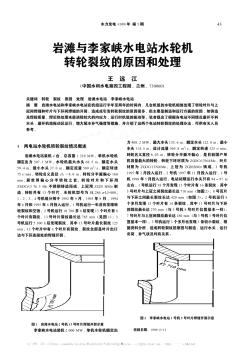
岩滩水电站和李家峡水电站在机组运行半年至两年的时间内,几台机组的水轮机相继出现了转轮叶片与上冠间焊缝和叶片与下环间焊缝的开裂。造成或引发转轮裂纹的原因很多,但主要是制造和运行方面的原因,如铸造及焊接质量、焊后热处理未能消除较大的内应力、运行时机组的振动等。笔者提出了根据各电站不同情况避开不利水头、避开机组振动区运行、增大尾水补气强度等措施,并介绍了这两个电站转轮裂纹的处理办法,可供有关人员参考。
精华文档 李家峡水电站400MW混流式水轮机分辨转轮组合与焊接
格式:pdf
大小:921KB
页数:4P
人气:92
4.8
用于混流式水轮机转轮与导叶的防护涂层 将碳化钨涂料运用到混流式水轮机的转轮和导叶上,是一种全新的抗冲蚀磨损的处理方法。经过该方法处理的水轮机已在最大含沙量和过机泥沙量分别达20g/l和240kg/s的条件下成功运行至今。以加华水电站为例,对其添加涂层后的新转轮和导叶进行的效率试验过程以及直观检查的结果进行了简要介绍。
格式:pdf
大小:206KB
页数:未知
人气:92
4.7
混流式水轮机转轮磨蚀处理与防护 水轮机转轮是整个水轮发电机组的核心工作部件,含沙水流中的转轮容易遭受磨蚀破坏,是一个普遍存在的问题,并且也是一直困扰多泥沙河流水电站的难题。长期的研究与实践表明,恰当的选型与良好的水力性能、合适的材质与优良的制造工艺是水轮机抗磨蚀的最根本方法。但对已建成的水电站而言,采用合理的运行方式和一定的检修措施,可延缓或减轻水轮机的磨蚀。
格式:pdf
大小:1.6MB
页数:3P
人气:92
4.6
小型水电站混流式水轮机的选型设计 从水轮机选型设计的主要内容、所必需的资料及主要参数选择等几个方面简述了小型水电站混流式水轮机的选型设计,探讨了混流式水轮机选型设计应注意的问题,为小型水电站混流式水轮机的选型设计及研究提供参考。
格式:pdf
大小:930KB
页数:4P
人气:92
4.3
为了探究混流式水轮机改造前后转轮泥沙磨损情况,采用固液两相流模型对某电站改造前后的混流式水轮机进行全流道数值模拟,分析不同工况下转轮叶片表面泥沙分布,转轮叶片表面固液两相速度差,以及水轮机效率。结果表明:小流量工况下泥沙磨损最严重;水轮机改造后,叶片表面泥沙体积分数下降,固液两相速度差减少,泥沙磨损减弱,水轮机效率较改造前提升了5.5%。该研究可为水轮机改造提供一定的参考。
格式:pdf
大小:1.4MB
页数:5P
人气:92
4.6
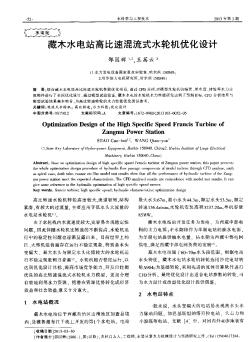
结合藏木水电站高比转速水轮机参数优化项目,通过cfd分析,对模型水轮机的蜗壳、尾水管、转轮等水力过流部件进行了全面优化设计。通过模型试验验证,藏木水电站水轮机水力性能研究达到了预期目标,cfd分析结果与模型试验结果基本吻合,为高比转速转轮的水力性能优化提供参考。
最新文档 李家峡水电站400MW混流式水轮机分辨转轮组合与焊接
格式:pdf
大小:856KB
页数:4P
人气:92
4.4
空化是一种具有较大破坏性的水力学现象,亦是威胁水轮机安全稳定运行的常见因素,以民治水电站混流式水轮机的d568-f17模型水轮机为例,对其进行能量试验,根据能量试验结果,选择合适的工况进行模型空化试验,并根据空化试验结果预期原型水轮机的空化特性。试验结果表明,原型水轮机的最高效率、额定效率和加权平均效率均满足水电站合同文件的相关技术要求;同时额定工况临界空化系数、初生空化系数亦满足水电站合同文件的相关技术要求。
格式:pdf
大小:234KB
页数:3P
人气:92
4.6
文章对李家峡水电站双排机布置水轮发电机组运行后出现叶片裂纹进行了统计,并对其裂纹成因进行了分析,提出了转轮叶片裂纹的具体处理措施,对今后运行中防止裂纹的发生有一定参考价值。
格式:pdf
大小:508KB
页数:4P
人气:92
4.4
混流式水轮机不锈钢高效转轮裂纹成因探讨 水轮机转轮是水电站发电机组的重要核心部件,制造工艺复杂,整体尺寸庞大,重量多达几十甚至几百吨.混流式水轮发电机转轮目前绝大多数采用不锈钢材质,其生产制造工艺大多采用将叶片铸造成型后,由不锈钢材料的上冠、下环和叶片3大部分组焊,打磨加工而成.由于设计、工艺、加工、运行等因素造成绝大多数不锈钢转轮出现比较严重的贯穿性裂纹.本文通过转轮裂纹成因分析,探索其解决方法,最终彻底消除裂纹,为机组长期安全稳定运行提供了技术保障.
格式:pdf
大小:165KB
页数:3P
人气:92
4.7

因选型不当及下游修建电站的影响,周岗水电站的水轮机长期偏离最优工况区运行,不仅运行效率低,而且转轮空蚀破坏严重,导致机组稳定性差、出力严重不足。为了节省电站改造成本,在不改动水轮机其他通流部件的条件下,通过只更换转轮的技术手段来达到水轮机增容防蚀的目的。为此,新转轮的设计借助先进的数值模拟软件来评价其性能优劣,缩短了转轮的设计周期,降低了新转轮的生产成本,有效提高了水轮机的效率和出力,取得了显著的经济效益。
格式:pdf
大小:582KB
页数:2P
人气:92
4.5

随着水轮发电机组单机容量不断增大,大型混流式水轮机转轮的制造尺寸和制造重量不断增加,目前世界上制造的最大的混流式水轮机转轮名义直径已经超过10m。尺寸如此巨大的转轮,如果不具备水运码头,是无法完成内陆运输的。为便于运输,一般采用分瓣式制造、工地组装的方案,
格式:pdf
大小:212KB
页数:1P
人气:92
4.6

水轮机转轮是水电站水轮发电机组的心脏,其性能决定了电站的经济效益。由于用多功能水轮机转轮设计软件进行可靠性设计具有很大的灵活性,可以根据电站的具体情况,即根据电站的具体参数,通过设计得到最优方案。这对于大型电站来说,既可满足论证需要,又可减少试验次数,缩短水轮机的研制周期;对于中小型电站,可直接应用可靠性设计的结果进行转轮加工制造。
格式:pdf
大小:346KB
页数:1P
人气:92
4.6
针对混流式水轮机的转轮结构、受力特点及转轮各部分网格的自动划分等方面进行了简要分析,阐述了可实现水轮机转轮结构计算与优化设计的有限元方法及改良复合形法。在不改变叶片型线的情况下合理地选择上冠和下环的尺寸,从而改善转轮各部分的应力分布,求得最优的转轮结构。
格式:pdf
大小:473KB
页数:4P
人气:92
4.8
混流式水轮机空化流动特性分析 采用混合物空化模型对混流式水轮机的内部流场进行了数值计算,得到了大流量工况、最优流量工况、小流量工况水轮机的内部流动特性。计算结果表明:在大流量工况和小流量工况下,尾水管中心截面的低压区与涡带是相对应的,压力脉动的幅值主要受尾水管涡带直径两端压力差的影响,其尾水管进口段左右两侧以及弯肘段附近均有较大的漩涡区域,造成较大的能量耗散,尾水管内有明显的回流现象,水轮机内部流动比较紊乱。
格式:pdf
大小:1.2MB
页数:7P
人气:92
4.8
混流式水轮机定常流动分析 通过混流式水轮机全流道的定常流动数值模拟,研究混流式水轮机内部尤其是尾水管在不同工况下的流动特点,目的在于探明引起混流式水轮机内部流动不稳定的真正原因。计算结果表明,引水部件的流动,蜗壳鼻端处压力波动均较为剧烈,周向分布不均匀,但是经过固定导叶和活动导叶的过滤后周向分布基本对称。转动部分的流动,小开度低单位转速时,较小的导叶出流角,使转轮叶片头部受到撞击,叶片上横向流动和背面的叶道涡严重,转轮出口靠上冠处有回流和横向流动,泄水锥下方回流严重;大开度时,转轮进出口流态都得到改善。尾水管内,小开度时,锥管中心回流严重,大部分水流流向外缘,受肘管的影响,锥管和肘管内部形成两个涡流区,主流流经支墩左侧,右侧较为紊乱;最优开度时,尾水管内部水流流线顺畅,支墩两侧水流平稳性基本一致;大开度时,尾水管主流向锥管中心聚拢,经过肘管的转弯时,出现很多局部的旋涡流动,支墩右侧水流相对平稳,而左侧较为紊乱。研究结果为压力脉动测量位置的选择提供理论依据。
格式:pdf
大小:207KB
页数:1P
人气:92
4.4
近年来,我国大力扶持国内小水电增容改造,很多小水电制造企业都从中尝到了其中甜头,面对即将来临的新一轮的小水电市场的增容改造,这对于国内新建中、小水电站日趋饱和,水电市场不景气的大环境下,各个中、小水电设备制造厂家都想通过国家的一系列政策措施来摆脱目前企业所面临的困境,可改造是把双刃剑,效益很高,可机组改造所需要考虑的比新机组要多得多,一旦改造失败就会面临失去客户的信任,失去庞大的小水电改造市场。
文辑创建者
我要分享 >
职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐