联想电脑生产流程
2025-04-21
品牌机整体生产流程 研发→市场 /产品规划→产品设计→零部件采购→制造→环境测试 产品设计和研发 产品质量是一个品牌的基础。 对整机厂商来说, 产品质量是通过严密的生产流程和高质量的 生产设施来实现的。 以联想电脑的生产流程为例, 产品零部件在选用前要先由相应的事业部门进 行小批量采购、生产,并对成品进行严格的质量测试,测试通过后方可进行大批量采购,而测试 用机是不能作为正式产品销售的。此外,知名品牌 PC厂商还会从安全防护软件、人性化设计入 手,让用户在使用中处处感受到高品质的服务,这一点在商用机产品上有更好的体现。 联想扬天商务机在设计时首先要经过产品策划阶段,该阶段主要是对用户需求分析和市场 用户分析,然后进行工业设计和质量策划环节。 系统设计:该阶段分为总体设计、子系统设计、子系统原型和规格、部件设计、确定规格、 制作部件 /子系统原型等环节。 部件开发:确认完相关开发事宜,由相关


联想电脑公司 会务手册 (1.0版) 企划办秘书处 目录 一、手册说明.......................................................4 二、会议制度及规范.................................................4 三、流程图........................................................8 ?在公司内召开的会议.............................................8 ?在公司外召开的会议.............................................9 四、程序.................................................

第1页共12页 竭诚为您提供优质文档/双击可除 联想电脑销售合同 篇一:联想电脑买卖合同 [键入公司名称] 联想电脑购销合同 [键入文档副标题] [键入作者姓名] 20xx/5/12 [在此处键入文档摘要。摘要通常为文档内容的简短概 括。在此处键入文档摘要。摘要 通常为文档内容的简短概括。] 联想电脑购销合同 卖方(以下简称甲方):_________________ 买方(以下简称乙方):_________________ 根据《中华人民共和国合同法》、《中华人民共和国消费 者权益保护法》、《微型计算机商品修理更换退货责任规定》 等有关规定,经双方协商一致,签订本合同。 一、合同标的及价款 第2页共12页 乙方向甲方购买下列微型计算机商品,各商品的具体配 置详见随机清单:□笔记本计算机品牌______型号_______ 单价____
编辑推荐下载
格式:pdf
大小:239KB
页数:10P
人气:72
 4.6
4.6
文件编号qr9.1-00-01ano. 修改状态页数共页 文件编写编写日期年月日 文件审核审核日期年月日 文件批准批准日期年月日 深圳市兆日实业有限公司 sinosuntechnologyco.,ltd. 生产流程卡 序号编号产品型号起址页码 1qr9.1-00-01-01aci-820b1 2qr9.1-00-01-02ade-920a/b2 3qr9.1-00-01-03acd-300a/b3 4qr9.1-00-01-04acm-4104 5qr9.1-00-01-05acb-2105 6qr9.1-00-01-06ack-1106 7qr9.1-00-01-07act-3007 生产流程卡 qr9.1-00-01-01a产品
格式:pdf
大小:117KB
页数:2P
人气:72
4.8
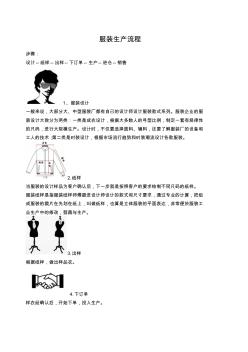
服装生产流程 步骤: 设计--纸样--出样--下订单--生产--进仓--销售 1、服装设计 一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。服装企业的服 装设计大致分为两类:一类是成衣设计,根据大多数人的号型比例,制定一套有规律性 的尺码,进行大规模生产。设计时,不仅要选择面料、辅料,还要了解服装厂的设备和 工人的技术;第二类是时装设计,根据市场流行趋势和时装潮流设计各款服装。 2.纸样 当服装的设计样品为客户确认后,下一步就是按照客户的要求绘制不同尺码的纸样。 服装纸样是指服装纸样师傅跟进设计师设计的款式和尺寸要求,通过专业的计算,把组 成服装的裁片在先划在纸上,叫做纸样,也算是立体服装的平面表达,非常便於服装工 业生产中的修改,剪裁与生产。 3.出样 根据纸样,做出样品衣。 4.下订单 样衣经确认后,开始下单,投入生产。 5.生产 生产准备-生产前的准
热门文档 联想电脑生产流程
格式:pdf
大小:46KB
页数:8P
人气:72
4.7

联想电脑的营销模式 摘要 随着中国加入wto,中国企业面临着来自世界的各 行业的佼佼者的竞争,我们应如何应对?联想作为中国电脑 行业的老大,世界第三,其自身的改革、创新对中国it业在 深远的影响。 keyword:theintegrationretails;erp;flatchannel 在1994年以前,渠道能力只是简单的铺货和回款,对 于产品的最终流向几乎没有了解,对消费者的需求特点缺乏 把握,渠道处于粗放型、低功能的初级状态。 1994年-1998年,联想放弃直销,专注于分销。以“大 联想”的理念,不断优化渠道结构,致力于渠道扁平化,密切 联想与经销商之间的业务纽带和互利关系,形成“利益共同 体”,避免恶性渠道冲突。在这个时期,由于pc市场容量以 平均每年40-50%的速度增长,外部形势非常好,“大联想” 获得了突飞猛进的发
格式:pdf
大小:37KB
页数:4P
人气:72
4.8
三一文库(www.***.***)/文秘写作/策划方案 联想电脑广告策划书 联想电脑广告策划书(一) 第一部分:高校内渠道建设 第一、在各高校组建校园舰队,目标是服务同学并发掘联想 的未来人才。利用广大的学生资源进行自我开发。由于大多数学 生是想锻炼自己,所以渠道建设的成本将会很低。此团队可暂时 称为“联想队”⋯⋯ 第二、他们的日常任务是在每班招收一名业务员,及时宣传, 调查,跟进。并负责学校卖场的组织和促销,以及定期的活动。 这样各班都有我们人员,他们利用人际传播,达到最大效率的信 息传播效果。 第三、重点对新入学的新生进行调查,宣传和市场咨询。 第四、设立奖励机制,激发他们的热情并对他们的工作表示 肯定。 第五、树立几个全国的学生模范,让大家有崇拜感,便于以 后的推广。 第六、全国表现优秀的团队可以参加年终的北京表彰会,一 切费用免费。 第七、以城市为单位
格式:pdf
大小:20KB
页数:3P
人气:72
4.4
★精品文档★ 2016全新精品资料-全新公文范文-全程指导写作–独家原创 1/3 联想电脑售后服务的承诺书 电话支持:为更好为公司用户提供更加完善的服务、管 理系统的建设,我们建立了专线电话技术支持服务,可为用 户提供全年365天,每天24小时的客服热线400-990-8888。 现场服务:我们有一批训练有素的技术人员通过维护服 务网络为用户提供现场服务。在以上的远程服务方式不能解 决用户的问题是,由技术人员及时到达现场进行服务。 技术巡检;定期技术巡检服务,检查系统的工作情况, 并根据检查情况对设备进行调整和维修,对设备参数进行合 理配置调整,是系统正常工作。认真了解业务人员的意见, 提出设备更换、系统升级等建设性方案。所有的工作都记录 在案,并向用户提交巡检工作报告。 客户通过提出服务请求;客户服务工程师了解客户服务 请求内容,填写系统问题单;客户服务工程
格式:pdf
大小:506KB
页数:20P
人气:72
4.6

1 联想电脑营销策划书 目录 1、纲要...............................................................................................3 2环境分析..........................................................................................4 2.1宏观环境分析..........................................................................4 2.2竞争环境分析.........................................................................5 3、s
精华文档 联想电脑生产流程
格式:pdf
大小:44KB
页数:7P
人气:72
4.4
pvc的生产流程 1.1.原料岗位生产流程叙述: 袋装电石用小车运到鄂式破碎机旁,将电石从袋里倒出放入破碎机破碎,经皮带机送到料仓 内。 1.2.加料岗位生产流程叙述: 与原料岗位联系把电石运到料仓,加料到计量斗。用氮气置换一贮斗后,打开活门向一贮斗 加入电石。(加料时开氮气阀门以置换排除贮斗内空气,防止加料时发生燃烧爆炸事故) 1.3.发生岗位生产流程叙述: 二贮斗中的电石,由电磁振动输送器连续加入发生器内,电石与水在发生器内 发生反应,生成的粗乙炔气由发生器顶部逸出,经渣降捕集器、正水封、冷却塔进入清净系 统及气柜中。 “水”由工业水和废次钠及电石上清液一起连续加入渣浆捕集器,然后流入发生器内,以维持 发生器温度在75℃~90℃,并保持发生器内的液位;电石分解后的稀电 石渣浆,从溢流管不断溢出,浓渣浆及其它杂质由发生器内耙齿耙至底部,定期排出。当发
格式:pdf
大小:42KB
页数:1P
人气:72
4.7
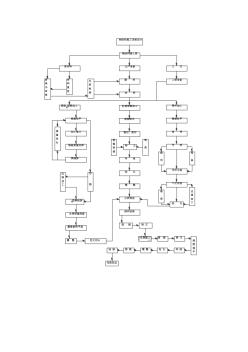
切 割 质 保 书 审 核 外 观 检 查 包装发运 涂装除锈精整钻孔号线 矫正焊接 端 面 刨 平 边 缘 加 工 焊 缝 热 处 边 缘 加 工 卷 曲 剪 切 弯 曲 弯 曲 型 钢 拼 接 定尺切头精整 翼缘板矫平型 主角焊缝焊接 型钢组装 焊缝探 钢板拼接对焊 加工坡口 钢板校平 焊接型钢加工 材 料 复 检 原材料 钻孔 二次号线 号件平直 号料 放样 钢板校平 零件加工 工装准备 工艺 总装配 矫正焊接 部件组装 分类堆放 精整 钻孔 号线 矫正 锯切、剪切 型钢矫正 轧制型钢加工 进料 配料 生产准备 钢结构施工图 钢结构施工详图设计
格式:pdf
大小:29KB
页数:5P
人气:72
4.5
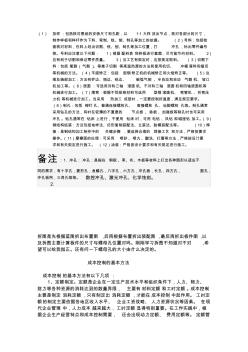
(1)放样:包括核对图纸的安装尺寸和孔距,以1:1大样放出节点,核对各部分的尺寸, 制作样板和样杆作为下料、弯制、铣、刨、制孔等加工的依据。(2)号料:包括检 查核对材料,在料上划出切割、铣、刨、制孔等加工位置,打冲孔,标出零件编号 等。号料应注意以下问题:1)根据配料表和样板进行套裁,尽可能节约材料。2) 应有利于切割和保证零件质量。3)当工艺有规定时,应按规定取料。(3)切割下 料:包括氧割(气割)、等离子切割等高温热源的方法和使用机切、冲模落料和锯切 等机械的方法。(4)平直矫正:包括型钢矫正机的机械矫正和火焰矫正等。(5)边 缘及端部加工:方法有铲边、刨边、铣边、碳弧气刨、半自动和自动气割机、坡口 机加工等。(6)滚圆:可选用对称三轴滚圆机、不对称三轴滚圆机和四轴滚圆机等 机械进行加工。(7)煨弯:根据不同规格材料可选用型钢滚圆机
格式:pdf
大小:3.7MB
页数:7P
人气:72
4.6
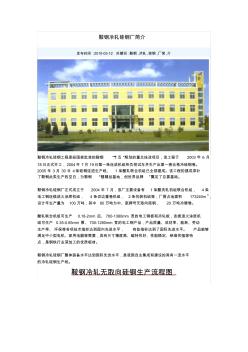
鞍钢冷轧硅钢厂简介 发布时间:2010-03-12关键词:鞍钢,冷轧,硅钢,厂简,介 鞍钢冷轧硅钢工程是经国家批准的鞍钢“十五”规划的重点技改项目,该工程于2003年6月 18日正式开工,2004年7月19日第一条连退机组热负荷试车并生产出第一卷合格冷硅钢卷。 2005年3月30日4条硅钢连退生产线、1条酸轧联合机组已全部建成。该工程的建成添补 了鞍钢此类生产的空白,为鞍钢“建精品基地,创世界品牌”奠定了总要基础。 鞍钢冷轧硅钢厂正式成立于2004年7月,该厂主要设备有1条酸洗轧机组联合机组,4条 电工钢连续退火涂层机组,4条切边重卷机组,2条包装机组等,厂房占地面积173240m3, 设计年生产量为100万吨,其中80万吨为中、底牌号无取向硅钢,20万吨冷硬卷。 酸轧联合机组可生产0.18-2mm后、7
最新文档 联想电脑生产流程
格式:pdf
大小:80KB
页数:14P
人气:72
4.6
thisconferenceisbymunicipalstandingcommitteeresearchdecidedheldof,maintaskisin-depthlearningimplementxigeneralsecretaryon"twolearnado"learningeducationofimportantindicatesspiritandprovincialsecretaryxxximportantspeechspirit,accordingtocentraldeploymentandprovincialrequirements,onicity"twolearnado"learningeducationworkfor
格式:pdf
大小:306KB
页数:12P
人气:72
4.7
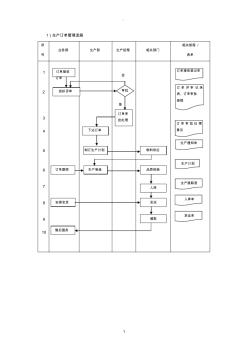
。 。 1 1)生产订单管理流程 序 号 业务部生产部生产经理相关部门 相关规程/ 表单 订单接收登记单 订单评审记录 表、订单审批 规程 订单审批处理 意见 生产计划 生产跟踪表 1 2 3 4 5 6 否 是 审批 订单接收 订单 下达订单 生产制造 售后服务 订单审 批处理 制订生产计划 组织评审 安排发货 生产通知单 物料供应 品质检验 7 订单跟踪 发运 催款 入库 入库单 货运单 8 9 10 。 。 2 生产订单管理流程说明 流程节点责任人工作说明 1接收订单 业务部 接收客户订单,并确定客户需求和订单的评审形式 2 订单评审 1.组织各相关部门进行评审,评审合格后再签订合同,并下达 生产订单 2.如评审不合格,则需要与客户进行沟通,并办理退单 订单审批生产经理对订单进行审批 3订单审批处理生产经理 1.订
格式:pdf
大小:878KB
页数:8P
人气:72
4.6

焦化厂的生产流程: 焦化厂一般由备煤车间、炼焦车间、回收车间、焦油加工车间、苯加工车间、脱硫车间和废 水处理车间组成。 根据焦炉本体和鼓冷系统流程图,从焦炉出来的荒煤气进入之前,已被大量冷凝 成液体,同时,煤气中夹带的煤尘,焦粉也被捕集下来,煤气中的水溶性的成分也 溶入氨水中。焦油、氨水以及粉尘和焦油渣一起流入机械化焦油氨水分离池。分 离后氨水循环使用,焦油送去集中加工,焦油渣可回配到煤料中炼焦煤气进入初 冷器被直接冷却或间接冷却至常温,此时,残留在煤气中的水分和焦油被进一步 除去。出初冷器后的煤气经机械捕焦油使悬浮在煤气中的焦油雾通过机械的方法 除去,然后进入鼓风机被升压至19600帕(2000毫米水柱)左右。为了不影响以后 的煤气精制的操作,例如硫铵带色、脱硫液老化等,使煤气通过电捕焦油器除去残 余的焦油雾。为了防止萘在温度低时从煤气中结

格式:pdf
大小:10.6MB
页数:30P
人气:72
4.7
钢板生产流程 近终型轧制——薄带连铸 连续热镀锌线 冷热轧钢板通过碱洗脱脂,并水洗、烘干后再进入辐射管加热的卧式加热炉进行退火,炉内通入一定量的氢气使炉内造成还原气氛。加热到 一定温度,钢板在n2、h2的保护下,冷却到一定的温度,在封闭条件下浸入锌液内进行热镀锌。进入锌液的钢带从锌锅出来后用气刀来控制镀锌 量,锌花大小由液态锌的成分来控制的同时,采用强制冷却的方法来控制,小锌花产品在锌花长大之前,用小锌花设备进行急冷防止锌液扩散, 形成小锌花。经热镀锌后的钢带冷却后通过表面光整,最后根据用途,分别进行表面钝化处理或直接生产成热镀锌卷板。 ·带钢厚度0.14到2.0毫米 ·涂层:普通涂层,小锌花,纯锌,锌铝合金,纯铝,锌铁合金 ·涂层质量:改进质量,高等级涂漆板 ·保护性涂层:化学钝化,涂油,耐指纹涂层,有机涂层 彩涂生产线 利用表面状态优秀的板(

格式:pdf
大小:2.3MB
页数:3P
人气:72
4.6

火力发电厂生产流程 1、前言 火力发电厂是利用化石燃料燃烧释放的热能发电的动力设施,包括燃料燃烧释热和热能电能转换以及电 能输出的所有设备、装置、仪表器件,以及为此目的设置在特定场所的建筑物、构筑物和所有有关生产和 生活的附属设施。主要有蒸汽动力发电厂、燃气轮机发电厂、内燃机发电厂几种类型. 2、火力发电厂生产流程 如下图所示。 3、汽轮机本体 汽轮机本体(steamturbineproper)是完成蒸汽热能转换为机械能的汽轮机组的基本部分,即汽轮机本 身。它与回热加热系统、调节保安系统、油系统、凝汽系统以及其他辅助设备共同组成汽轮机组。汽轮机 本体由固定部分(静子)和转动部分(转子)组成。固定部分包括汽缸、隔板、喷嘴、汽封、紧固件和轴 承等。转动部分包括主轴、叶轮或轮鼓、叶片和联轴器等。固定部分的喷嘴、隔板与转动部分的叶轮、叶 片组成蒸汽热能转换为机械能的通流部分。汽缸是约束
文辑创建者
我要分享 >
职位:高级项目管理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐