螺旋钢管内外壁防腐
2025-01-19
施 工 方 案 一、编制依据: 1、《工业设备、管道防腐蚀工程施工及验收规范》 HGJ229-91 2、《工业建筑防腐蚀设计规程》 GB50046-95 3、《建筑防腐蚀工程施工及验收规范》 GB50212-2002 4、《建筑防腐蚀工程质量检验评定标准》 GB50224-95 5、《工业安装工程质量检验评定统一标准》 GB50252-94 6、公司在同类工程的施工经验 二、施工组织机构设置: 为了加强该工程的组织管理,达到质量目标,使工程按期优质完成, 为业主提供满意的服务,我公司拟成立现场项目经理部。 因该工程工期短,施工要求质量高,施工条件又较为苛刻。由项目经 理部负责全权处理本工程的施工、组织设计、安检、质检等系列工作。 如工程合同签

螺旋钢管内外防腐施工承包合同——甲方:***新永安水务有限公司 乙方: 甲方在***经济开发区内铺设供水管道,螺旋钢管内外防腐工程项目确定由乙方承担施工,甲乙双方经协商订立如下施工合同: 一、工期要求:20006年6月24日至2006年6月26日。 ...


编号: 到站: 车号: 4根48米 合同号: amount4lengths48meterstons. 钢号标准规格水压压力合格 steelspeci-size(mpa)项数 grodefication屈服点抗拉强度伸长率正弯反弯hydrostaticqualified 根米csimnps(mpa)(mpa)δ%faceroottestitems lengthsmeteryieldtensileelonga-bendbendpressures pointstrengthtion180°180° q235bsy/t5037-2000529*84480.150.180.480.0210.02528040533合格合格4.212 0 0 0 0 0 0 0 说明
编辑推荐下载
格式:pdf
大小:9KB
页数:1P
人气:89
 4.6
4.6

河北德昊管道制造有限公司www.***.*** 1)弯曲功能 按下表规则的弯心直径弯曲180度后,钢筋受弯曲部位外表不得发生裂纹。 商标公称直径a mm弯曲实验 弯心直径 hrb3356-25 28-503a 4a hrb4006-25 28-504a 5a hrb5006-25 28-506a 7a 2)反向弯曲功能 依据需方要求,钢筋可进行反向弯曲功能实验。 反向弯曲实验的弯心直径比弯曲实验响应添加一个钢筋直径。先正向弯曲45度,后反向弯曲23度, 后反向弯曲23度。经反向弯曲实验后,钢筋受弯曲部位外表不得发生裂纹。 4.外表质量: 钢筋外表答应不得有裂纹、结疤和折叠。 钢筋外表答应有凸块,但不得超越横肋的高度,钢筋外表上其他缺陷的深度和高度不得大于地点部位 尺寸的答应偏向。 5.尺寸、外形
格式:pdf
大小:448KB
页数:9P
人气:89
4.4
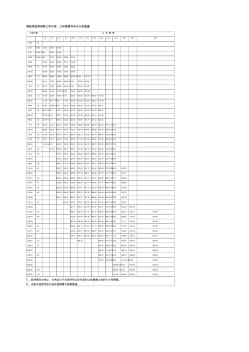
螺旋埋弧焊钢管公称外径、公称壁厚和单位长度重量 公称外径公称壁厚 6.07.08.09.010.011.012.013.014.015.016.018.020.022.0 mmin 219.18-5/831.5336.6141.65 273.110-3/439.5245.9452.30 323.912-3/447.0454.7162.3269.8977.41 (325)47.2054.9062.5470.1477.68 355.61451.7360.1868.5876.9385.23 (377.0)54.8963.8772.8081.6790.50 406.41659.2568.9578.6088.2097.76107.26116.72 (426.0
热门文档 螺旋钢管内外壁防腐
格式:pdf
大小:12KB
页数:5P
人气:89
4.6

厂和贸易商逐步扩大到银行以及投资公司,钢厂、贸易商已从最初的学习、了解期货 转为深度参与,期货套保已成为企业经营中不可缺少的部分。 黑色系品种前期出现一波大幅上涨行情,近期随着市场转向淡季,加上商品期货市场 热度降温,黑色系期货品种又领跌市场。这种剧烈波动行情,让钢企的套保操作变得 更加困难。 “现在市场参与主体已经发生了改变,钢厂用以前的思路来做期货和现货,肯定会吃 亏的。”在此次钢铁俱乐部活动上,华东地区一位钢企人士说。 同时,他表示,现在黑色系价格波动幅度较大,即便整体方向看对了,交易的过程中 也容易出错。 螺旋钢管:英文名spiralweldedpipe。美国:apispec5l焊接钢管标准。国家标准 gb/t9711-2011;工业部标准sy/t5037-2000。 螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角) 卷成管坯,然后将管
格式:pdf
大小:1.6MB
页数:2P
人气:89
4.5
防腐施工是螺旋钢管生产的重要步骤,以胶东调水工程螺旋钢管的防腐为例,介绍了如何对采用gz-2型新型高分子防腐涂料的螺旋钢管进行防腐施工及质量检验。
格式:pdf
大小:522KB
页数:1P
人气:89
4.4
 螺旋钢管尾端螺旋缝焊接推进装置
螺旋钢管尾端螺旋缝焊接推进装置 本实用新型公开了一种螺旋钢管尾端螺旋缝焊接推进装置,属于焊接机械的附属设备。该螺旋钢管尾端螺旋缝焊接推进装置,其特征是:安装在两个轴承座之间的橡胶托辊通过联轴器与带有变速装置的电机相连固
格式:pdf
大小:10KB
页数:6P
人气:89
4.6
第1页共6页 桥梁打桩用螺旋钢管 特征码标签特征码] 桥梁打桩用螺旋钢管?以下带来关于桥梁打桩用螺旋钢管的运用, 具体内容供以参考。 桥梁打桩多选用厚壁螺旋管道,管道介质的输送压力近几年逐渐 升高,在输气管线上尤为明显。这是因为在一定范围内提高输送压力 会增加经济效益,以输气管线管道为例,在输量不变的条件下,随着 输送压力的提高气体的密度增加而流速减小,从而使摩阻下降。生产 的需求促进了钢材等级的提高。所谓压比指进站压力与出站压力之比, 压比减少意味着全线均在较高的压力下运行,这样也可使能耗减小。 早期压力多为1.6,后来降至1.4,近年国外有些输气管线取压比为 1.25。当然,压比减小,压缩机站数要增加,从而投资会增加。 螺旋管的通用优越性就在于此。但是它在许多的实际应用方面还 有其他的特殊作用。您知道桥梁打桩用螺旋钢管和无缝方管有什么区 第2页共
精华文档 螺旋钢管内外壁防腐
格式:pdf
大小:37KB
页数:4P
人气:89
4.7

螺旋管机组成型参数计算 一号辊三号辊 二号辊 d l1l 3 h3 a3a1 h1 h 一、成型参数计算 大桥成型角: β=arccon(b/πd中) ——b-板宽、d-管径; h-2#辊至地基面距 h-1#\3#辊旋转中心至地面距 a-1#\3#辊旋转中心至管中心方向的基面 成型内外辊角度: β内=arctg〔πd内sinβ/b〕 β外=arctg〔πd外sinβ/b〕 钢管螺距: l螺=b/sinβ(mm) 钢管周长范围: π(d外+δ正)≥s≥π(d外+δ负) δ正、δ负由执行标准决定。 1#\3#辊仰角α: α=arccos〔(h-h+d/2)/l+d/2〕 1#\3#辊距基准距离x: x=sinα(l+d/2)-a k值=1#辊与中心距离+3#辊与中心距离 二、各机组实际参数 φ170成型辊(φ1620机组): h=59
格式:pdf
大小:29KB
页数:2P
人气:89
4.6

目前钢管每吨价格4600元/吨 序号项目名称外径-厚每米重单价(元)备注 1螺旋钢管dn529*99520115.4088530.88 2螺旋钢管dn325*7731854.89316252.51 3螺旋钢管dn426*1010416102.5856471.89 4螺旋钢管dn630*1212618182.87856841.24 5螺旋钢管dn820*1414806278.263441280.01 6螺旋钢管dn1020*12121008298.287361372.12 7螺旋钢管dn1420*18181402622.319762862.67 8螺旋钢管dn1420*16161404553.962242548.23 9螺旋钢管dn1620*14141604553.76
格式:pdf
大小:9KB
页数:1P
人气:89
4.4
螺旋钢管生产工艺(2017) 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊 工艺焊接而成的螺旋缝钢管. (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋 弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平 稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量 和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获 得稳定的焊接质量。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋 焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调
格式:pdf
大小:12KB
页数:1P
人气:89
4.6
产品购销清单 产品名称、材质、规格、数量 产品名称规格mm单价(元)数量(吨)金额 螺旋钢管219*64300元/吨30吨129000元 合计金额大写:元整金额小写:元 2019-8-1 聊城宽达钢管有限公司
格式:pdf
大小:851KB
页数:2P
人气:89
4.5
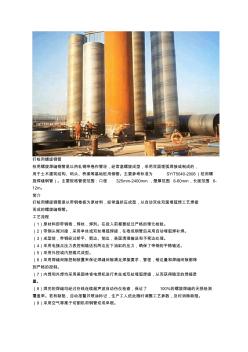
打桩用螺旋钢管 桩用螺旋焊缝钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或制成的, 用于土木建筑结构、码头、桥梁等基础桩用钢管。主要参考标准为sy/t5040-2008(桩用螺 旋焊缝钢管)。主要规格管径范围:口径325mm-2400mm,壁厚范围8-60mm,长度范围6- 12m。 简介 打桩用螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接 而成的螺旋缝钢管。 工艺流程 (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要
最新文档 螺旋钢管内外壁防腐
格式:pdf
大小:14KB
页数:2P
人气:89
4.4
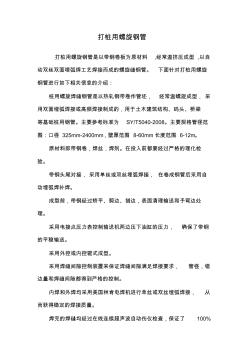
打桩用螺旋钢管 打桩用螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自 动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。下面针对打桩用螺旋 钢管进行如下相关信息的介绍: 桩用螺旋焊缝钢管是以热轧钢带卷作管坯,经常温螺旋成型,采 用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁 等基础桩用钢管。主要参考标准为sy/t5040-2008。主要规格管径范 围:口径325mm-2400mm,壁厚范围8-60mm长度范围6-12m。 原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验。 带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自 动埋弧焊补焊。 成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处 理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢 的平稳输送。 采用外控或内控辊式成型。 采用焊缝间隙控制装置来保证焊缝间隙满足焊
格式:pdf
大小:69KB
页数:3P
人气:89
4.7

聊城宽达钢管有限公司提供-螺旋钢管公称重量表 公称外径 5. 0 5. 5 6. 0 7. 0 8. 0 9.010.011.012.013.014.015.016.0 273 3 3. 04 3 6. 28 3 9. 51 4 5. 92 323.9 3 9. 32 4 3. 18 4 7. 04 5 4. 70 6 2. 32 69.89 (325) 3 9. 46 4 3. 33 4 7. 26 5 4. 90 6 2. 54 70.13 355.6 4 3. 23 4 7. 48 5 1. 73 6 0. 18 6 8. 57 76.92 (377) 4 5. 88 5 0. 39 5 4. 89 6 3. 87 7 2. 80 81.67 406.4 4 9. 44 5 4. 32
格式:pdf
大小:63KB
页数:2P
人气:89
4.3

(sy/t5037-2000q235) 厚度mm规格 水压值mpa 6789101112131415161718 ?2197.79.010.311.612.9 ?2736.27.28.39.310.3 ?3255.26.16.97.88.7 ?3774.55.26.06.77.5 ?4264.04.65.36.06.6 ?4783.54.14.75.35.96.6 ?5293.23.74.34.85.35.9 ?6302.73.13.64.04.54.9 ?7202.42.73.13.53.94.3 ?8202.12.42.83.13.43.84.14.5 ?9201.82.12.52.73.13.43.7
格式:pdf
大小:40KB
页数:3P
人气:89
4.8

河北金锁螺旋钢管制造有限公司生产工艺规程 文件编号hbjs/zy-003 版次a/0页次1/3 工序名称成型班次 1、技术要求 1.1成型器使用方法:利用热轧钢带在常温下经成型器螺旋成型为管坯,管坯成型缝间隙应保持在0~0.4mm之间。 1.2成型器生产能力:管径在d219~d1620mm之间,壁厚范围为6~14mm。可使用的钢带的最高材质为l450。 1.3管体外径用周长法测量,其极限偏差应符合表1的规定。 表1管体外径极限偏差单位:mm 公称外径管体外径极限偏差 d508nn时,距钢管管端101.6
格式:pdf
大小:53KB
页数:1P
人气:89
4.6
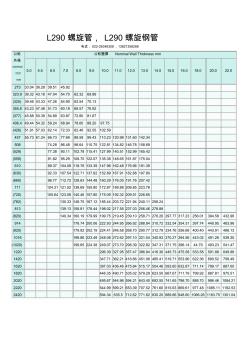
l290螺旋管,l290螺旋钢管 电话:022-26346308,13821358288 公称 外径 nominal o.d mm 公称壁厚nominalwallthicknessmm 5.05.56.07.08.09.010.011.012.013.014.015.016.018.020.022.0 27333.0436.2839.5145.92 323.939.3243.1847.0454.7062.3269.89 (325)39.4643.3347.2654.9062.5470.13 355.643.2347.4851.7360.1868.5776.92 (377)45.8850.3954.8963.8772.8081.67 406.449.4454.3259.2468.9
格式:pdf
大小:19KB
页数:2P
人气:89
4.6

螺旋钢管焊接区的常见缺陷 在埋弧焊焊接区易产生的缺陷有气孔、热裂纹、和咬边等。 1、气泡。气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式隐藏 在焊缝金属内部,所以,消除这种缺陷的措施是首先必须清除焊丝和焊缝的锈、 油、水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气。此外,加大电流、 降低焊接速度、减慢熔化金属的凝固速度也是很有效的除这种缺陷的措施是首先 必须清除焊丝和焊缝的锈、油、水分及湿气等物质,其次是必须很好地烘干焊剂 除去湿气。此外,加大电流、降低焊接速度、减慢熔化金属的凝固速度也是很有 效的。 2、硫裂(硫引起的裂纹)。焊接硫偏析带很强的板材(特别是软沸腾钢)时 硫偏析带中的硫化物进入焊缝金属而产生的裂纹。其原因是在硫偏析带中含有低 熔点的硫化铁和钢中存在氢气。所以,为防止这情况产生,使用含硫偏析带少的 半镇静钢或镇静钢还明效的。其次,焊缝表面和焊剂的
格式:pdf
大小:49KB
页数:3P
人气:89
4.4

螺旋钢管规格表|螺旋钢管每米理论重量表|螺旋钢管理论重量表 公称外径 nominal mm 公称壁厚nominalwallthicknessmm 219 273 325 377 426 457 508 529 559 610 630 660 720 820 914 920 1016 1020 1220 1420 1620 1820 2020 2220 单位:kg/m公式:重量w=(管径-壁厚)*壁厚*
格式:pdf
大小:49KB
页数:3P
人气:89
4.5

螺旋钢管规格表|螺旋钢管每米理论重量表|螺旋钢管理论重量表 公称外径 nominal mm 公称壁厚nominalwallthicknessmm 219 273 325 377 426 457 508 529 559 610 630 660 720 820 914 920 1016 1020 1220 1420 1620 1820 2020 2220 单位:kg/m公式:重量w=(管径-壁厚)*壁厚*
格式:pdf
大小:73KB
页数:2P
人气:89
4.8
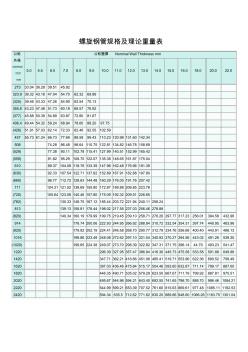
螺旋钢管规格及理论重量表 公称 外径 nominal o.d mm 公称壁厚nominalwallthicknessmm 5.05.56.07.08.09.010.011.012.013.014.015.016.018.020.022.0 27333.0436.2839.5145.92 323.939.3243.1847.0454.7062.3269.89 (325)39.4643.3347.2654.9062.5470.13 355.643.2347.4851.7360.1868.5776.92 (377)45.8850.3954.8963.8772.8081.67 406.449.4454.3259.2468.9478.6088.2097.75 (426)51.9157.
文辑创建者
我要分享 >
职位:油气储运专业监理工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐