普通焊条过度混合堆焊修复阀板密封面的方法
2025-04-27
堆焊是采用熔焊的方法把填充金属熔敷在受损零件的表面上,以便得到所要求的性能和尺寸。这种工艺过程主要是实现异种金属的冶金结合,属于异种金属熔化焊的一种特殊形式。本文采用普通的E4303酸性太钙型焊条和E5015碱性低氢型焊条进行"过度混合焊"的方法,来替代堆焊焊条进行堆焊修复阀板,其目的是为了降低生产成本提高企业效益,缩短停工待料时间,减少系统停工维修次数。石油化工企业是各种阀门使用最多的行业,高压、高温,有毒、有害介质缩短了阀门的使用寿命。其主要原因是阀板密封面腐蚀或被高压介质刺伤边缘而导致阀门关闭不严。因此,利用堆焊方法修复受损阀板就成了维修人员开展工作的重点。

普通焊条型号:thj422 直径:2.5/3.2/4.0mm类型:结构钢焊条长度:350-400mm 详细说明 碳钢焊条简明表 牌号gb标准aws标准药皮类型焊接电源主要用途 j350dc+专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力, 也可做要求抗裂而不要求等强度的焊接或过渡层。 j421e4313e6013钛型ac、dc焊接低碳钢结构,特别适于薄板小件及要求焊缝表 面美观和光洁的盖面焊。 thj421fee4313e6013钛型ac、dc焊接一般低碳钢结构,特别适用于薄板小件及 短焊缝的间断焊和要求焊缝表面光洁的盖面焊。 thj421fe16e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。 thj421fe18e4324e6024钛型ac、dc用于一般低碳钢结构的
j350碳钢焊条 说明:j350是以微碳纯铁材料为焊芯的微碳纯铁焊条。直流反接,平焊、平角焊工艺性能良好,焊条 电弧吹力小,熔深较浅,清渣容易,焊缝成型美观,熔敷金属具有良好的抗裂性能。 用途:专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不 要求等强度的焊接或过渡层。 j421碳钢焊条 符合gbe4313相当awse6013 说明:j421是氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异的焊接工艺性能, 操作性能良好,再引弧容易,电弧稳定,焊缝成型美观。 用途:焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 j421fe碳钢焊条 符合gbe4313相当awse6013 说明:j421fe是铁粉氧化钛型药皮的碳钢焊条。交直流两用,可进行全位置焊接。具有优异
编辑推荐下载
格式:pdf
大小:55KB
页数:2P
人气:86
 4.5
4.5
 普通焊条焊接较厚铸铁件
普通焊条焊接较厚铸铁件 铸铁的焊接主要应用在铸铁铸造缺陷的补焊、铸铁件损坏以后的补焊。通过改进铸铁件的焊接工艺,介绍了一种用普通焊条焊接较厚铸铁件的方法。
热门文档 普通焊条过度混合堆焊修复阀板密封面的方法
格式:pdf
大小:48KB
页数:1P
人气:86
4.8
结506普通焊条焊补铸铁及轧花肋条的新方法 结506普通焊条焊补铸铁及轧花肋条的新方法
格式:pdf
大小:13KB
页数:3P
人气:86
4.5
普通焊条型号:thj422 直径:2.5/3.2/4.0mm类型:结构钢焊条长度:350-400mm 详细说明 碳钢焊条简明表 牌号gb标准aws标准药皮类型焊接电源主要用途 j350dc+专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不 要求等强度的焊接或过渡层。 j421e4313e6013钛型ac、dc焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面 焊。 thj421fee4313e6013钛型ac、dc焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要 求焊缝表面光洁的盖面焊。 thj421fe16e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角焊。 thj421fe18e4324e6024钛型ac、dc用于一般低碳钢结构的平焊、平角
格式:pdf
大小:171KB
页数:2P
人气:86
3
用普通焊条制作铸铁焊条焊补损坏铸铁件——在实际生产和日常生活中,常遇到铸铁件的损坏或断裂,如闸阀、手轮、机座、缝纫杌支架 等,这些损坏的铸铁件如能用铸铁焊条及时焊补,就能正常使用。在没有铸铁焊条的情况下,采用普通低碳钢焊条制作铸铁焊条,用...
格式:pdf
大小:53KB
页数:2P
人气:86
4.3
用普通焊条制作铸铁焊条焊补损坏铸铁件 在实际生产和日常生活中,常遇到铸铁件的损坏或断裂,如闸阀、手轮、机座、缝纫机支架等,这些损坏的铸铁件如能用铸铁焊条及时焊补,就能正常使用。在没有铸铁焊条的情况下,采用普通低碳钢焊条制作铸铁焊条,用电弧冷焊技巧修复损坏的铸铁件。
格式:pdf
大小:348KB
页数:8P
人气:86
4.6
文章编号:100225855(2007)0520018208 作者简介:苏志东(1953-),男,辽宁沈阳人,高级工程师,从事阀门工艺工作。 核级阀门密封面堆焊 苏志东 (沈阳阀门研究所,辽宁沈阳110142) 摘要 介绍了核级阀门密封面堆焊用钴基合金的牌号分类、化学成分、主要性能以及各种堆 焊方法及其焊接工艺评定。 关键词 核级阀门;钴基合金;工艺评定;密封;堆焊 中图分类号:th134:tg455 文献标识码:a depositweldingonsealingsurfacefornuclearclassvalves suzhi2dong (shenyangvalveresearchinstitute,shenyang110142,china)
精华文档 普通焊条过度混合堆焊修复阀板密封面的方法
格式:pdf
大小:434KB
页数:2P
人气:86
4.4
焊条对接法在阀门密封面深孔堆焊中的应用 我厂生产的电站用高温高压截止阀,阀体密封面采用深孔堆焊钴基硬质合金。图1为j61y-_(320)~(p55170y)dn20阀门阀体的深孔堆焊示意图,在深孔中堆焊,每根焊条约有1/3左右无法用完,几种规格的阀门阀体堆焊后剩余焊条的长度尺寸如附表所示。
格式:pdf
大小:1.7MB
页数:11P
人气:86
4.6
核级阀门密封面堆焊 叙述了核级阀门密封面堆焊用钴基合金的牌号分类、化学成分、硬度、金相组织及主要性能,较为详细地介绍了几种堆焊钴基合金方法的工艺特点及堆焊核级阀门密封面的技术要求,明确了核级阀门密封面堆焊的焊接工艺评定准则和质量控制要求。
格式:pdf
大小:5KB
页数:2P
人气:86
4.4
普通焊条型号牌号、特性及选用原则 1、che421是原来的表示方法,实际上按国家标准gb5117《碳钢焊条》 和gb5118《低合金钢焊条》的标准,对其中具有药皮的手工电弧焊 接用碳钢和低合金焊条的有关型号划分作了统一规定。 2、据查,421焊条现表示方法应为e4313,属高钛型碳钢焊条。其中 e表示焊条、43表示熔敷金属抗拉强度最小值、1表示焊条适用于全 位置焊接、最后的3表示焊条药皮为钛钙型,可采用交流或直流正、 反接电源焊接。 3、所谓的普通焊条,即是指常用的焊条,即手工电弧焊(在工地现 场常见)的所用的电焊条(在焊芯外表上一层涂料,尾部有一段裸露 部分,用于焊钳的夹持)。普通焊条主要由如下几种: (1)对低碳钢结构件,一般选用钛钙型的e4303(j422)或e5023 (j502)焊条; (2)对要求塑性、韧性及抗裂性较高的重要结构
格式:pdf
大小:1.1MB
页数:5P
人气:86
4.4
电站阀门密封面高温耐磨堆焊焊条的研制 选用h1cr13作为焊芯,采用回归正交设计的方法安排试验,建立了以堆焊层高温抗擦伤性为目标函数,碳化硼、金属铬、金属锰的加入量为优化因子的数学模型,并根据数学模型用c语言编程计算得出优化结果,利用优化的配方制成了新型焊条;研制焊条与d802焊条堆焊层的常温硬度、高温硬度、高温抗擦伤性能等各项指标对比试验表明,研制焊条与d802焊条的各方面性能基本一致,且达到了降低成本的目的。
最新文档 普通焊条过度混合堆焊修复阀板密封面的方法
格式:pdf
大小:538KB
页数:14P
人气:86
4.6

表d.1阀门密封面堆焊材料及堆焊硬度 型号牌号标准堆焊硬度堆焊高度a使用范围焊接方法 edcr—a1—03d502 gb/t984-1985 ≥40hrc ≥4mm pn≤20mpa 手工电弧焊 edcr—a1—15d507t≤450 edcr—a2—15d507mo≥37hrc pn≤20mpa t≤510 edcr—b—03d512≥45hrc pn≤30mpa t≤450 edcr—b—03d517 edcrni—a—15d547270~320hbpn≤30mpa t≤570 edcrni—b—15d547mo≥37hrcpn≤35mpa t≤600 edcocr—b—03d802≥40hrcpn≤60mpa t≤670 edcocr—b—03d812≥44hrc优于d802 co106(丝111)
格式:pdf
大小:6.4MB
页数:18P
人气:86
4.6
**资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 《阀门设计》qq群号:41469233提倡学术的公开共享 **资讯http://www.***.***《阀门设计》qq群号:414692
格式:pdf
大小:1.0MB
页数:39P
人气:86
4.7
企业标准 qb/ka10—2009 阀门密封面 堆焊及补焊作业标准 开封高中压阀门有限公司 2009-09-01实施2009-09-01发布 1 编制: 校对: 审核: 会签: 批准:时间: 2 目次 第一部分:阀门密封面堆焊及补焊的过程控制质量要求 1密封面堆焊及补焊的一般规定 2焊接及补焊的准备 3补焊应选用如下规定的方法进行 4补焊操作 5堆焊密封面的操作 6焊后工作 第二部分:阀门密封面堆焊及补焊的具体焊接作业标准 1说明 2手工电弧焊堆焊stalliteno.6焊接作业标准 3手工钨极氩弧焊堆焊stalliteno.6焊接作业标准 4等离子喷焊堆焊合金粉末焊接作业标准 5手工电弧焊堆焊铁基合金焊接作业标准 3 阀门密封面堆焊及补焊作业标准 本标准包括两个部分:第一部分,阀门密封面堆
格式:pdf
大小:21KB
页数:1P
人气:86
4.7
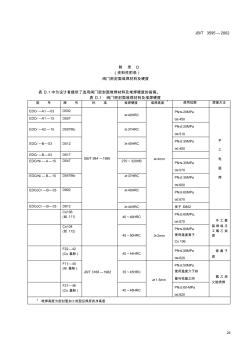
jb/t3595—2002 25 附录d (资料性附录) 阀门密封面堆焊材料及硬度 表d.1中为设计者提供了选用阀门密封面堆焊材料及堆焊硬度的指南。 表d.1阀门密封面堆焊材料及堆焊硬度 型号牌号标准堆焊硬度堆焊高度 a 使用范围焊接方法 edcr—a1—03d502pn≤20mpa edcr—a1—15d507 ≥40hrc t≤450 pn≤20mpa edcr—a2—15d507mo≥37hrc t≤510 pn≤30mpa edcr—b—03d512≥45hrc t≤450 edcr—b—03d517 pn≤30mpaedcrni—a—15d547270~320hb t≤570 pn≤35mpaedcrni—b—15d547mo≥37hrc t≤600 pn≤60mpaedcocr—b—03 d80
格式:pdf
大小:972KB
页数:39P
人气:86
4.6
企业标准 qb/ka10—2009 阀门密封面 堆焊及补焊作业标准 开封高中压阀门有限公司 2009-09-01实施2009-09-01发布 1 编制: 校对: 审核: 会签: 批准:时间: 2 目次 第一部分:阀门密封面堆焊及补焊的过程控制质量要求 1密封面堆焊及补焊的一般规定 2焊接及补焊的准备 3补焊应选用如下规定的方法进行 4补焊操作 5堆焊密封面的操作 6焊后工作 第二部分:阀门密封面堆焊及补焊的具体焊接作业标准 1说明 2手工电弧焊堆焊stalliteno.6焊接作业标准 3手工钨极氩弧焊堆焊stalliteno.6焊接作业标准 4等离子喷焊堆焊合金粉末焊接作业标准 5手工电弧焊堆焊铁基合金焊接作业标准 3 阀门密封面堆焊及补焊作业标准 本标准包括两个部分:第一部分,阀门密封面堆焊和补焊的过程 质量要求;
格式:pdf
大小:188KB
页数:3P
人气:86
4.5
阀门密封面钴基合金堆焊工艺 介绍了阀门密封面常用材料堆焊钴基合金(焊丝)的化学成分、牌号类别和熔敷金属层常有的缺陷。论述了手工钨极氩弧焊(gtaw)的工艺验证方法。总结dn300奥氏体不锈钢三偏心蝶阀密封面堆焊钴基合金的质量控制。
格式:pdf
大小:95KB
页数:未知
人气:86
4.5
灰锁阀密封面打底层堆焊材料的选择 本文对四种不同合金系统的奥氏体不锈钢焊条作为灰锁阀密封面打底层堆焊材料进行了对比试验。结果表明,采用cr30ni9型合金作为打底材料,不仅耐母材稀释能力高,而且线膨胀系数与母材接近,具有良好的抗裂能力。
格式:pdf
大小:129KB
页数:2P
人气:86
4.6
大口径调节阀阀瓣密封面焊接修复工艺研究 介绍了超临界火电机组锅炉配套进口大口径调节阀阀瓣用f91及钴铬合金化学成分及基本性能。分析了f91阀瓣堆焊钴铬钨合金的焊接修复工艺过程。给出了焊接工艺技术规范、质量控制方法和检测使用结果。
格式:pdf
大小:28KB
页数:3P
人气:86
4.3
d512阀门堆焊焊条符合gbedcr-b-03 说明:d512是钛钙型药皮的2cr13型阀门堆焊焊条,交直流两用,焊接 工艺良好。堆焊金属为2cr13马氏体高铬钢。堆焊层具有空淬特性,一 般不需进行热处理,硬度均匀,可在750-800℃退火软化,当加热至 950-1000℃空冷或油淬可重新硬化。 用途:d512是一种通用性的表面堆焊用焊条,堆焊层比d502更硬、更 耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅 拌机桨、螺旋输送机叶片等。 熔敷金属化学成分(%) 化学成分ccr其它元素总量 保证值≤0.2510.0~16.0≤5.00 堆焊层硬度:(焊后空冷)hrc≥45(耐软化至500℃) 参考电流(ac、dc) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160170~
文辑创建者
我要分享 >
职位:消防战斗员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐