气体保护焊丝用钢盘条ER70S—6试制工艺
2025-03-02
气体保护焊丝用钢盘条ER70S—6试制工艺初探——本文介绍r气体保护焊丝用钢盘条ER70S~6钢采用转炉冶炼、方坯连铸、LF钢包精炼及高线轧制工艺试制情况,并对ER70S~6钢的试制工艺进行了分析和研究。

酒钢研制生产er70s-6co2气体保护焊丝用盘条——酒钢研制生产er70s-6co2气体保护焊丝用盘条
 GHS70级气体保护焊丝用盘条研制及焊接性能研究
GHS70级气体保护焊丝用盘条研制及焊接性能研究 为保证低合金高强度钢(hsla)焊接结构的安全性,研究生产具有相应强度并有优良的抗裂性能和足够的塑韧性的焊材,以满足低合金高强度钢的焊接性能。采用真空感应炉冶炼,将原材料进行除锈、去水分、去油污,控制浇注温度在熔点偏上30~50℃,并严格控制钢锭和盘条的表面质量、化学成分和金相组织。所研制的气体保护焊丝非金属夹杂物中氧化物和硫化物分别为1.0级和0.5级,焊接后熔敷金属在-20℃的低温冲击功大于120j,抗拉强度790mpa,断面收缩率67.5%,焊缝金相组织为先共析铁素体、针状铁素体和少量贝氏体,保证了焊接金属的强韧性。
编辑推荐下载
格式:pdf
大小:114KB
页数:18P
人气:66
 4.6
4.6

co2气体保护焊丝 符合:gber49-1 ) 说明:mg49-1是镀铜碳钢及低合金钢气体保护焊丝,靠焊丝中的mnsi联合 脱氧,可以防止焊缝出现气孔和夹渣,提高焊缝金属的抗裂性能,获得优良的焊 缝力学性能。 用途:主要用于低碳钢、低合金钢如16mn、15mnv钢制造的车辆、船舶、 建筑机械等结构件气体保护焊。 焊丝化学成分:(%) csimncrnispcu ≤0.110.65~0.951.80~2.10≤0.20≤0.30≤0.030≤0.030≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)常温 ≥490≥372≥20≥47 焊丝规格: 直径(mm)0.81.01.21.62.02.53.2 注意事项:焊前须将工件表面的油污及铁锈清理干净,选择适宜的焊接规范。 mg49
热门文档 气体保护焊丝用钢盘条ER70S—6试制工艺
格式:pdf
大小:71KB
页数:2P
人气:66
4.6
气保焊丝用钢ER70S—6热轧盘条的研制与开发 介绍了南钢气保焊丝用钢er70s-6热轧盘条的整个研究过程。通过工业化试验,分析了钢的化学成分、力学性能对钢材后续工艺及成品焊丝性能的影响,指出了钢的纯净度、微合金化处理是进一步提高气保焊丝焊接工艺性能的关键。
格式:pdf
大小:102KB
页数:2P
人气:66
3
耐候富氩混合气体保护焊丝的研制——介绍耐候富氩混合气体保护焊丝的冶炼、轧制、拉拔及检测的过程。所试制的焊丝与母材匹配良好,其焊接性能试验表明:dh≥440mpa,眠(一40℃)≥47j,agv(常温)~>80j,兼具其他优良性能,适用于机车车辆等耐大气腐蚀用钢的焊接...
格式:pdf
大小:61KB
页数:8P
人气:66
4.7
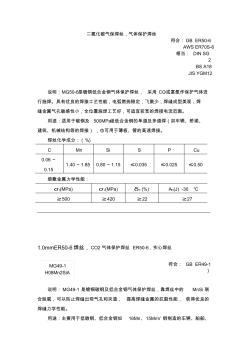
二氧化碳气保焊丝,气体保护焊丝 符合:gber50-6 awser70s-6 相当:dinsg 2 bsa18 jisygm12 说明:mg50-6是镀铜低合金钢气体保护焊丝,采用co2或富氩作保护气体进 行施焊。具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊 缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。 用途:适用于碳钢及500mpa级低合金钢的单道及多道焊(如车辆、桥梁、 建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。 焊丝化学成分:(%) cmnsispcu 0.06~ 0.15 1.40~1.850.80~1.15≤0.035≤0.025≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)-30℃ ≥500≥420≥22≥27
格式:pdf
大小:951KB
页数:6P
人气:66
4.4
X80管线钢用气体保护焊丝的研制 为了满足x80管线钢焊接时的强度、冲击韧性等性能要求,设计了以mn-ni-mo-ti-b为合金系的焊丝。确定了x80管线钢用气体保护焊丝熔敷金属组织应以大量针状铁素体和少量粒状贝氏体的复合组织为主,同时明确了焊丝的化学成分。试验分析表明,所用焊丝熔敷金属强度、冲击韧性和硬度等均达到了要求值。焊缝熔敷金属显微组织也达到了设计目标,即获得了以针状铁素体为主,其间弥散析出少量粒状贝氏体的焊缝复合组织。同时利用扫描电镜对冲击断口形貌进行了分析,断口具有典型的韧窝。最后利用透射电镜探究了针状铁素体在夹杂物表面的形核机理。
精华文档 气体保护焊丝用钢盘条ER70S—6试制工艺
格式:pdf
大小:54KB
页数:1P
人气:66
3
“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺——“无焊接缺陷”高强度实芯气体保护焊丝的缠绕工艺
格式:pdf
大小:231KB
页数:4P
人气:66
4.6
ER70S-6焊丝钢盘条表面氧化皮压入分析 er70s-6盘条表面存在大量氧化皮压入基体现象,严重影响焊丝成品表面质量和焊接性能,易产生表面红锈。通过调整除鳞水压从8mpa提高到20mpa和优化加热炉工艺,方坯除鳞效果得到明显改善,压入氧化皮明显减少。同时,焊接飞溅和表面红锈也明显减少。
格式:pdf
大小:1.2MB
页数:3P
人气:66
4.8
金属粉芯型气体保护焊丝在管道焊接中的应用 金属粉芯型气体保护焊丝被评价为\"代替实芯焊丝的焊接材料\
格式:pdf
大小:410KB
页数:未知
人气:66
4.4
气保焊丝用钢ER70S-6热轧盘条的研制与开发 介绍了南钢气保焊丝用钢er70s-6热轧盘条的整个研究过程。通过工业化试验,分析了钢的化学成分、力学性能对钢材后续工艺及成品焊丝性能的影响,指出了钢的纯净度、微合金化处理,是进一步提高气保焊丝焊接工艺性能的关键。
格式:pdf
大小:12KB
页数:1P
人气:66
4.6
co2气体保护焊在工程机械结构件中的使用率占有70%,对于co2气体保护焊的焊接结构件的提升研究还在不断的进行中。目前我国工程机械中使用来那个最大的是er50-6型焊丝。本文将通过对co2气体焊接保护焊技术的特点进行概述,又对此技术在焊接时产生的最大缺点金属材料焊接时飞溅的原因以及预防措施进行分析。
最新文档 气体保护焊丝用钢盘条ER70S—6试制工艺
格式:pdf
大小:10KB
页数:1P
人气:66
4.6
co2气体保护焊丝的焊接应用技术 【摘要】co2气体保护焊是一种以二氧化碳气为保护气体进行焊接的方法, 在应用和操作方面相对简单,适合自动焊和全方位焊接,因此在建筑、机械制造 等多个领域得到了广泛应用。本文对co2气体保护焊的优点进行了分析,并针 对其焊接过程中存在的金属飞溅现象进行了讨论,提出了有效的解决措施。 【关键词】co2气体保护焊;焊接;应用 1前言 co2气体保护焊是一种以二氧化碳气为保护气体的高效焊接技术,凭借其 自身较高的施工效率、较低的施工成本和能耗等特点,在石油、化工、电力、船 舶、机械等领域得到了广泛应用,可以实现对于低碳钢、低合金等钢铁材料的高 效焊接,更可以针对不同厚度工件的任意位置进行焊接,有利于实现自动化生产。 co2气体保护焊在应用操作方面非常简单,适合自动焊和全方位焊接,但是在 焊接过程中,抗风能力相对较差,因此一般都是在室内作业
格式:pdf
大小:12KB
页数:1P
人气:66
4.6
co2气体保护焊在工程机械结构件中的使用率占有70%,对于co2气体保护焊的焊接结构件的提升研究还在不断的进行中。目前我国工程机械中使用来那个最大的是er50-6型焊丝。本文将通过对co2气体焊接保护焊技术的特点进行概述,又对此技术在焊接时产生的最大缺点金属材料焊接时飞溅的原因以及预防措施进行分析。
格式:pdf
大小:106KB
页数:未知
人气:66
4.8
CO_2气体保护焊丝焊接飞溅原因及预防措施 介绍co2气体保护焊丝焊接飞溅原因及预防措施。以er50-6为例,从co2气体保护焊丝原料成分、焊丝生产工艺过程控制和焊接工艺参数3方面分析引起焊接飞溅的因素,给出co2气体保护焊丝焊接时金属飞溅的预防措施:(1)严格控制焊丝原料各成分含量,尤其是c的质量分数不能超过0.08%;(2)加强焊丝生产工艺过程控制,模具6h更换一次,拉拔油12h彻底更换一次;(3)选择合适的焊接工艺参数,焊枪倾斜角度不能超过20°,焊丝的伸出长度为直径的10~12倍;(4)在焊丝表面涂覆活性剂;(5)在co2中加入氩气。以上措施可有效减少焊接过程焊接飞溅的产生。
格式:pdf
大小:93KB
页数:未知
人气:66
4.4
CO2气体保护焊丝焊接应用技术探讨 co2气体保护焊具有高效、节能、焊接变形小、焊缝成形美观等优点,且随着国产co2气体保护焊机和焊丝开发应用,只要合理使用co2气体保护焊,其在汽车工业中有很大的使用价值。
格式:pdf
大小:110KB
页数:3P
人气:66
4.6
降低ER70S-6合金焊丝用盘条强度实践 为了克服er70s-6盘条强度高造成的拉拔困难,对比分析不同厂家生产的er70s-6盘条钢的化学成分、金相组织和力学性能,指出盘条强度高的主要原因是珠光体含量高与晶粒度低。得出结论:(1)在成分不变的情况下,晶粒度与珠光体含量是影响抗拉强度的主要因素;(2)提高吐丝温度,在风冷线辊道速度不变的情况下,可降低盘条强度,但吐丝温度不能超过900℃。通过调整生产工艺,盘条的抗拉强度大于550mpa的比例从原来的33%降到12%,工艺调整有效。
格式:pdf
大小:154KB
页数:2P
人气:66
4.8
二氧化碳气体保护焊丝与埋弧焊剂配合焊接方法探索 传统埋弧焊机只用于自动焊,平时利用率较低,而目前co2气保焊机(co2气保焊机的单价是埋弧焊机的1/3左右)普遍用于手工焊接,几乎每个焊工一台,采用埋弧焊剂+co2气保焊丝混合焊接方法是一种打破常规的创新,既可充分利用现有资源,节约生产成本,提高经济效益,又能大大减轻员工的劳动力,同时还能取得较好的焊缝力学性能及焊缝外观质量外,提高焊缝的整体质量。
格式:pdf
大小:278KB
页数:4P
人气:66
4.7
低合金焊丝钢盘条轧制工艺研究 为了满足低合金焊丝钢盘条免退火生产要求,结合盘条cct曲线和生产线的特点,采用2种试验方案轧制ah70g低合金焊丝钢盘条。方案1吐丝温度810~830℃,入罩温度730~750℃;方案2吐丝温度890~910℃,入罩温度800~820℃,2种方案辊道速度均为0.15m/s,风机、保温罩全关。轧制后,方案1盘条抗拉强度约800mpa,方案2抗拉强度约700mpa。对2种方案产生不同的抗拉强度和金相组织进行分析,结果表明,采用方案2生产的盘条金相组织以铁素体和珠光体为主,盘条抗拉强度控制在700~720mpa,满足用户使用要求。
格式:pdf
大小:119KB
页数:3P
人气:66
4.6
ER70S-6CO_2气保焊丝钢氮含量的控制 详细分析了er70s-6生产过程中各工序氮含量的变化。探讨转炉、lf炉、连铸工序中的增氮原理,并结合唐钢二钢轧厂生产实践,提出降低er70s-6co2气保焊丝钢氮含量的工艺措施。
格式:pdf
大小:72KB
页数:48P
人气:66
4.3
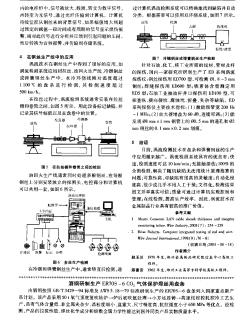
气体保护焊丝项目可行性研究报告(摩森咨询·专业编写可行性研究报告) ——“十三五”规划重点鼓励类项目 该该项目计划总投资项目可行性研究报告对项目所涉及的主要内容,例如:该项 目计划总投资项目资源条件、该项目计划总投资项目原辅材料、该项目计划总投资项 目燃料和动力的供应,该项目计划总投资项目交通运输条件、该项目计划总投资项目 建设规模、该项目计划总投资项目投资规模、该项目计划总投资项目生产工艺和设备 选型、该项目计划总投资项目产品类别、该项目计划总投资项目节能技术和措施、 该项目计划总投资环境影响评价和劳动卫生保障等,从技术、经济和环境保护等多个方面进行 了较为详细的调查研究。 关联报告:气体保护焊丝项目申请报告;气体保护焊丝项目建议书;气体保护焊丝立项申 请报告;气体保护焊丝商业计划书;气体保护焊丝立项申请报告等。 报告来源:摩森咨询 第一章项目概要 一、项
格式:pdf
大小:289KB
页数:4P
人气:66
3
co2气体保护焊实心焊丝的应用现状和发展动态——阐述了国内外co2气体保护焊实心焊丝的应用现状,重点分析了制约我国实心焊丝发情的主要因素,并分别以新型非镀钢焊丝和活性无镀焊丝为例提出了co2气体保护焊实心焊丝发展所面临的问题及将来的主要方向。
文辑创建者
我要分享 >
职位:化工工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐