气体保护焊在转炉托圈保护板焊接工艺上应用
2025-02-18
1.概述炼钢转炉托圈支撑转炉炉体,并传递炉体倾动力矩,是炼钢机械中极其重要的部位。它在工作过程中受到热负荷和机械负荷的共同作用,工况恶劣,容易产生裂纹而导致破坏。托圈保护板是用来防止托圈受力变形

co2气体保护焊焊接工艺(2007-07-0717:50:18) co2气体保护焊焊接工艺 钢结构二氧化碳气体保护焊工艺规程 1适用范围 本标准适用于本公司生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气体保 护焊的基本要求。 注:产品有工艺标准按工艺标准执行。 1.1编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88 1.2术语 2.1母材:被焊的材料 2.2焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2.3层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 2.4船形焊:t形、十字形和角接接头处于水平位置进行的焊接. 3焊接准备 3.1按图纸要求进行工艺评定。 3.2材料准备
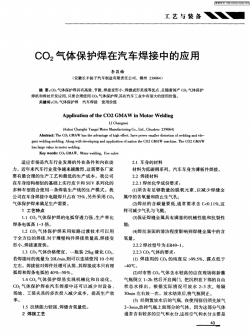
CO2气体保护焊在焊接工艺的应用浅析
编辑推荐下载
格式:pdf
大小:272KB
页数:4P
人气:75
 3
3
混合气体保护焊薄板焊接工艺的开发——描述了利用熔化极混合气体保护焊技术焊接薄板的工艺开发方法,并以具体实例数据为依据作了有关展开介绍及分析。对于熔化极混台气体保护焊技术在金属加工中的推广应用有一定的参考价值。
格式:pdf
大小:1.1MB
页数:5P
人气:75
4.5

co2气体保护焊焊接工艺及应用 作者:张幻,zhanghuan 作者单位:舟山船舶工业学校,浙江,舟山,316000 刊名:船海工程 英文刊名:ship&oceanengineering 年,卷(期):2008,37(1) 被引用次数:0次 相似文献(10条) 1.期刊论文石建材co2气体保护焊在吊杆焊接中的应用-中国外资2008(8) 吊杆在焊接过程中存在焊接质量合格率低、焊接速度慢等问题,焊接时改用co2气体保护焊,只要焊接材料选用合理、严格执行焊接工艺参数和焊接要 求,可得到良好的焊接质量.证实了co2气体保护焊具有成本低,效率高,焊接质量好等优点.在生产实践中可大力推广. 2.期刊论文陈瑞.杨庆来药芯焊丝co2气体保护焊在不锈钢材料焊接中的应用-焊接技术2002,31(4) 药芯焊丝co2气体保护焊操作性能好,焊缝成形美
热门文档 气体保护焊在转炉托圈保护板焊接工艺上应用
格式:pdf
大小:366KB
页数:4P
人气:75
4.8
 CO2气体保护焊焊接工艺试验与应用
CO2气体保护焊焊接工艺试验与应用 采用三种材质,对co2气体保护焊和焊条电弧焊在焊接工艺和性能方面进行对比试验,根据试验结果制订了合理的焊接工艺,满足了不同材料co2气体保护焊的焊接需求,提高了生产效率,取得了明显的经济效益。
格式:pdf
大小:178KB
页数:4P
人气:75
3
混合气体保护焊焊接工艺的推广及应用——随着油田地面建设的不断深入,特别是天然气泵站的建设,对焊接要求的不断提高,对焊接工艺的不断更新,我们针对性的开展了混合气体保护焊的攻关,经过反复试焊取得了较好的效果,同时也达到了预期的目标。特将试焊结果汇...
格式:pdf
大小:9KB
页数:2P
人气:75
4.7

co2气体保护焊焊接工艺设计及应用 摘要:co2气体,ar-co2混合气应用在低碳钢结构焊接上,具有成本底,效率高,焊接质量好. 分析了混合气的市场开发应用前景,介绍了co2气体保护焊操作技术及注意的一些问题, 对co2气体保护焊焊接工艺设计及其具有一定的指导作用.关键词:一,前言气体保护 焊尤其是co2气体保护焊,正逐步取代于焊条电弧焊的焊接,在钢结构中,焊接工作量大,焊 接质量要求较高,技术难度大,原采用焊条电弧焊,焊接变形大且难以控制,生产率底,co2气 体保护焊替代焊条电弧焊大大地提高了焊接效率,也提高了焊接的质量,它在焊接业的是一 个质的飞越,然而,co2气体保护焊在焊接时所产生上午大量飞溅,一直困扰着焊接业的进 一步发展.而ar-co2混合气体焊的出现解决了这一难题,ar-c
格式:pdf
大小:132KB
页数:6P
人气:75
4.7
焊接工艺评定报告 reportofweldingprocedurequalification 评定单位:xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx 评定项目:co2气体保护焊对接接头 评定编号:xxxx-gmaw-q235b-b08-f 编制: 审核: 批准: 评定检验章: 报告日期:年月日 焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告xxxx-gmaw-q235b-b08-f1 2焊接工艺评定指导书xx-xx-xxx1 3焊接工艺评定记录表xx-xx-xxx1 4焊接工艺评定检验结果--1 焊接工艺评定报告 工程名称焊接工艺评定评定报告编号 xxxx-gmaw-q235b-b08- f
格式:pdf
大小:28KB
页数:2P
人气:75
4.4
co2半自动气体保护焊焊接工艺 co2半自动气体保护焊焊接工艺 本工艺适用于低碳钢和低合金高强度钢各种大型钢结构工程焊接,其焊接生产率高,抗裂性能好,焊接 变形小,适应性范围大,可进行薄板及中厚板件焊接,是高效焊接方法之一种,应普及推广使用。特订工 艺如下: 一、焊前准备 1.焊前接头清洁要求在坡口两侧30毫米范围内影响焊缝质量的毛刺、油污、水锈赃物、氧化皮必须清洁 干净。 2.当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前予热 范围为板厚的5倍,但不小于100毫米。 3.工件厚度大于6毫米对接时,为确保焊透强度,在板材的对接边缘应开切v型或x型坡口,坡口角 度α为60°钝边p为0~1毫米(见图1);当板厚差≥毫米时,应对较厚板材的对接边缘时行削斜处理 4.焊前应对co2焊机
精华文档 气体保护焊在转炉托圈保护板焊接工艺上应用
格式:pdf
大小:31KB
页数:2P
人气:75
4.4

立浦重工co2气体保护焊焊接工艺规范 一、坡口 1、板厚大于8mm的焊接接头,即使图纸上没有要求开坡口,也必须 按照此规范开坡口(i形坡口除外),8mm以下的板,可以开i形坡 口。所有坡口必须将油污、铁锈等处理干净,能见到金属本色为止, 对接焊缝开i形坡口的,要注意根部间隙b,推荐根部间隙如下: 单面焊: δ板厚(mm)1-22-4.44.5-8 根部间隙b(mm)0-0.50-21-2 对于要求单面焊双面成型的焊缝可以适当加大间隙。 双面焊: δ板厚(mm)3-4.54.5-8 根部间隙b(mm)0-10-1.5 2、板厚大于8mm的,图纸上要求开坡口的,按照图纸要求开坡口, 图样上无要求的,按此规范开v形坡口,对接平焊缝: δ板厚(mm)8-1010-2020-50 根部间隙b(mm)0-10-1.5
格式:pdf
大小:316KB
页数:3P
人气:75
4.4
大型转炉托圈上球绞支撑座的焊接工艺研究 针对大型转炉托圈上球绞支撑座焊缝质量差的情况,通过对其结构的分析、焊接过程的研究,选择合适的焊接工艺方案,以保证球绞支撑座焊缝质量。
格式:pdf
大小:90KB
页数:3P
人气:75
4.3
CO_2气体保护焊焊接工艺设计及其在冶炼工程钢结构上的应用 通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方法进行焊接接头试验和对比分析,并结合其在冶炼工程钢结构上的应用,证明了co2气保焊具有成本低、效率高、焊接质量好等优点。主要介绍co2气保焊焊接操作技术及需注意的一些问题,对co2气保焊焊接工艺设计及其应用具有参考价值。
格式:pdf
大小:625KB
页数:5P
人气:75
4.6
以静音钢板为研究对象,基于实车装配需求对静音钢板的co2气体保护焊接工艺进行研究和改善。通过对不同组合焊接试样接头拉伸强度及硬度和组织的检测,进行预加焊点新工艺的可行性验证,对比分析焊接工艺改进前后接头强度及断裂模式的差异。结果表明,静音钢板的结构特性是导致可焊性差和接头强度稳定性差的主要原因;通过对静音钢板预加焊点新工艺的对策验证,有效提升了静音钢板co2气体保护焊的有效性,改善了静音钢板底层焊接性能不良的问题,减少了接头焊接不良问题发生概率。
格式:pdf
大小:1.3MB
页数:2P
人气:75
4.5
CO2气体保护焊焊接16Mn钢的焊接工艺 笔者根据co2气体保护焊的特点,具体介绍板对接平位单面焊双面成形的焊接工艺,具体的操作方法以及在焊接过程的注意事项.
最新文档 气体保护焊在转炉托圈保护板焊接工艺上应用
格式:pdf
大小:694KB
页数:5P
人气:75
3
磁控电弧焊接工艺在非熔化极气体保护焊中的应用——针对非熔化极气体保护焊,介绍了作用于焊接过程中的平行磁场、横向磁场、纵向磁场、双尖角磁场和旋转磁场的特点及磁场发生装置的组成,分析了磁偏弧工艺、磁摆弧工艺、均匀纵向磁场作用下的磁旋弧工艺、非均匀...
格式:pdf
大小:1009KB
页数:6P
人气:75
4.7
磁控电弧焊接工艺在非熔化极气体保护焊中的应用 针对非熔化极气体保护焊,介绍了作用于焊接过程中的平行磁场、横向磁场、纵向磁场、双尖角磁场和旋转磁场的特点及磁场发生装置的组成,分析了磁偏弧工艺、磁摆弧工艺、均匀纵向磁场作用下的磁旋弧工艺、非均匀纵向磁场作用下的磁旋弧工艺、旋转磁场作用下的磁旋弧工艺、磁再压缩技术等国内外典型的磁控电弧焊接工艺的基本原理、应用范围及存在的问题。并对焊接电弧外形的变化和运行机制,焊接电弧外加磁场强度的变化关系进行了研究。
格式:pdf
大小:11KB
页数:4P
人气:75
4.6
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方法进行焊接接头试验和 对比分析。以及在工程机械中的应用,证明了co2气保焊具有成本低,效率高,焊接质量 好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊焊接工艺设计及其应用 具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外形美观,无气孔、裂缝及 咬边等缺陷。对双面焊或单面焊双面成型的焊缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重机等工程机械部件,这些 部件均为焊接件,焊接工作量大,焊接质量要求较高,技术难度较大。原采用焊条电弧焊, 焊接变形大且难以控制,生产率低。通过对co2气保焊、富氩气保焊
格式:pdf
大小:15KB
页数:10P
人气:75
4.8

二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方 法进行焊接接头试验和对比分析。以及在工程机械中的应用,证明了co2 气保焊具有成本低,效率高,焊接质量好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊 焊接工艺设计及其应用具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外 形美观,无气孔、裂缝及咬边等缺陷。对双面焊或单面焊双面成型的焊 缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重 机等工程机械部件,这些部件均为焊接件,焊接工作量大,焊接质量要 求较高,技术难度较大。原采用焊条电弧焊,焊接变形大且难以控制, 生产率低。通过对co2气保焊、
格式:pdf
大小:117KB
页数:2P
人气:75
3
co2气体保护焊在管道焊接上的应用——对co2气体保护焊进行了焊接试验,通过增加焊接回路电感的方法解决了试验中飞溅物堵塞喷嘴的问题。试验结果表明:该方法可应用于压力容器及压力管道的焊接。
格式:pdf
大小:214KB
页数:15P
人气:75
4.4
co2气体保护焊 通 用 焊 接 工 艺 目录 1、适用范围 2、被焊材料 3、焊接准备 4、作业条件 5、焊接工艺 6、交检 7、焊接缺陷与防止方法 8、常用气体保护焊钢材与焊丝的选用 9、质量记录 10、焊接及注意事项 11、二保焊机安全规程 12、焊接危险点危险源辩识、评价及控制对策表 一、适用范围 本标准适用于本厂生产的各种钢结构,标准规定了碳素结构钢的二氧化碳气 体保护焊的基本要求,产品有工艺标准按工艺标准执行。 1、编制参考标准《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形成与尺寸》 gb.985-88。 二、被焊材料 1、焊缝金属:熔化的填充金属和母材凝固后形成的部分金属。 2、层间温度:多层焊时,停后续焊接之前,相邻焊道应保持的最低温度。 3、船形焊:t形、十字形和角接接头处于水平位置进行的焊接。 三、焊接准备 1、按图纸要求进行工艺评定。 2、材料准备:
格式:pdf
大小:139KB
页数:6P
人气:75
4.4
建筑钢结构焊接工艺评定报告 编号:pqr-01 编制:兰根成 焊接责任 技术人员:马增生 批准:陈留根 单位:河南第一火电建设公司东热电项目部 日期:2011年03月20日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告pqr-011 2焊接工艺指导书wps-011 3焊接工艺评定记录表1 4焊接工艺评定检验结果1 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共1页第1页 工程名称 石河子市国能能源投资有限公司东热电 厂2×135mw热电联产技改工程 评定报告编号pqr-01 委托单位河南第一火电建设公司工艺指导书编号wps-1 工程地点石河子开发区天富东热
格式:pdf
大小:1.2MB
页数:3P
人气:75
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:693KB
页数:2P
人气:75
4.4
混合气体保护焊在压力容器焊接中的应用 本文立足于混合气体保护焊的施焊特点,与传统焊条电弧焊进行对比,进而阐述了混合气体保护焊在压力容器焊接中的应用。

文辑创建者
我要分享 >
职位:夹具造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐