熔模铸造水玻璃工艺
2025-04-08
技术管理文件 水玻璃铸造工艺守则 文件编号: RMZZ/QG-JS-01 版 本: A 修改状态: O 受控状态: 编制: 日期: 2004-3-1 蜡料制备 1. 工艺要求: 1.1 蜡液温度: 70-90℃,严禁超过 90℃。 1.2 稀蜡温度: 65-80℃。 1.3 蜡膏保温缸水温: 48-50℃。 1.4 蜡膏应搅拌均匀呈糊状,温度控制在 45-48℃,其中不允许有颗 粒状蜡料。 1.5 蜡料配方 蜡料种类 材料名称 重量配比 1 2 3 4 5 石蜡 50 25 10 5 硬脂酸 50 25 10 5 5 回收蜡 50 80 90 95 1.5.1 正常生产采用 3、4两种配方,配方 5用于压制浇口棒。 1.5.2 在生产过程中必须根据蜡模质量分析结果, 适量增加或减少硬 脂酸量,冬季的酸值取下限,夏季的酸值取上限。 2 操作程序 2.1 启动设备,检查运转是否正常,是否漏水、


水玻璃工艺制壳 精密铸造2009-09-1809:24:24阅读66评论0字号:大中小 制壳 1范围 本标准规定了制造型壳(以下简称制壳)的工艺要求、操作程序、注意事项和检查项目。 本标准适用于水玻璃、石英砂、铝矾土砂、高岭石系列砂等材料的型壳制造。 2工艺要求 2.1室温:15~32度,湿度40%~60%. 2.2工艺材料主要技术参数 2.2.1水玻璃涂料应符合标准cicba/b02.07。 2.2.2撤砂 2.2.2.1石英砂 sio2(%)fe2o3(%)含粉(泥)量(%)含水量(%)粒度 表面层加固层 >97≤0.2≤0.2≤0.370#(0.0212)20#(0.85) 2.2.2.2铝矾土砂(适用于加固层) al2o3(%)sio2(%)fe2o3(%)含粉量(%)粒度 >80≤1.5≤0.3≤0.320#
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
编辑推荐下载
格式:pdf
大小:14KB
页数:2P
人气:86
 4.5
4.5
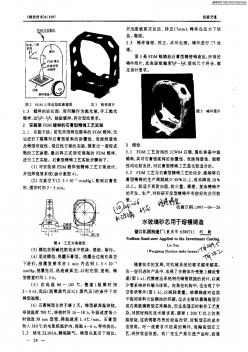
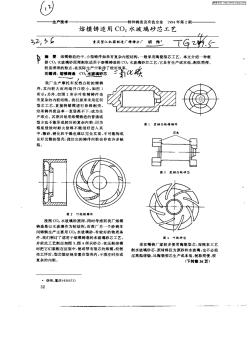
荣模铸造缺陷控制 砂眼、夹渣、气孔、缩孔和夹杂物缺陷对策 目前b10089方板出现砂眼、夹渣、气孔、缩孔和夹杂物缺陷比较多,针对 以上缺陷采取如下对策: 一、蜡型组合时排气条一定要按工艺卡要求焊接,在制壳过程中要保证排 气条的完好。排气条的作用主要是浇注时排气,同时也便于脱蜡时蜡液及皂化 物的排出。排气条组焊不允许有缝,以免产生砂眼或夹杂物缺陷。此项蜡型车 间要全检。质检部要有专人进行抽检确认(不良率不得超过3%)。 二、脱蜡时必须要把蜡液及皂化物倒净并用不低于80℃的热水冲洗干净, 以免浇注后形成密集型夹杂物缺陷。此项制壳车间要全数自检,熔炼浇注车间 以抽检的方式进行互检。 三、熔炼浇注工序: 1、装壳时清理浇口杯边沿浮砂,浇口杯必须朝下或朝向背对燃烧室的方向, 尽量避免粉尘等异物进入型腔,以免产生砂眼和夹杂物缺陷; 2、模壳焙烧必须充分,杜绝凉壳浇注以免出现气孔和表面质量欠佳;
热门文档 熔模铸造水玻璃工艺

格式:pdf
大小:133KB
页数:4P
人气:86
4.7
介绍了水玻璃型壳熔模铸造制壳工艺的工艺流程,分析了nh_3浓度大的原因:采用nh4cl做硬化剂产生了刺激性nh_3气体;同时在制壳过程中风干时以及在制壳完毕后的停放风干这段时间里,因型壳内还有大量水分,所以也会不断产生nh_3。通过合理选用加固层硬化材料,加强结晶alcl_3·6h_2o硬化剂工艺参数的控制和检测,调整加固层其他制壳参数,降低型壳厚度等措施,消除了近80%的nh_3味,改善了车间环境;同时在保证型壳强度的基础上,减少了制壳层数,节省材料和人工费用,降低了生产成本。

格式:pdf
大小:113KB
页数:1P
人气:86
4.3
本文论述了熔模铸造水玻璃型壳的质量控制要求及生产管理的要点。实践证明,通过加强型壳工艺中关键过程控制和质量影响因素的综合控制,使产品质量及成品率有了明显的提高。
精华文档 熔模铸造水玻璃工艺

格式:pdf
大小:69KB
页数:5P
人气:86
4.6

水玻璃工艺制壳 精密铸造2009-09-1809:24:24阅读66评论0字号:大中小 制壳 1范围 本标准规定了制造型壳(以下简称制壳)的工艺要求、操作程序、注意事项和检查项目。 本标准适用于水玻璃、石英砂、铝矾土砂、高岭石系列砂等材料的型壳制造。 2工艺要求 2.1室温:15~32度,湿度40%~60%. 2.2工艺材料主要技术参数 2.2.1水玻璃涂料应符合标准cicba/b02.07。 2.2.2撤砂 2.2.2.1石英砂 sio2(%)fe2o3(%)含粉(泥)量(%)含水量(%)粒度 表面层加固层 >97≤0.2≤0.2≤0.370#(0.0212)20#(0.85) 2.2.2.2铝矾土砂(适用于加固层) al2o3(%)sio2(%)fe2o3(%)含粉量(%)粒度 >80≤1.5≤0.3≤0.320#

格式:pdf
大小:1.6MB
页数:6P
人气:86
4.8

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

最新文档 熔模铸造水玻璃工艺
格式:pdf
大小:16KB
页数:7P
人气:86
4.6

简述玻璃结构与熔体结构的关系。 玻璃态是热力学不稳定、动力学稳定的状态,在玻璃的熔融态向玻璃态转变的过 程中,由于粘度增长很快、析晶速度很小而保持熔融态的结构,因此。玻璃结构 与熔体结构的关系体现在以下几个方面: (1)玻璃结构除了与成分有关以外,在很大程度上与硅酸盐熔体形成条件、玻 璃的熔融态向玻璃态转变的过程有关,不能以局部的、特定的条件下的结构来代 表所有玻璃在任何条件下的结构状态。即不能把玻璃结构看成是一成不变的。 (2)玻璃是过冷的液体,玻璃结构是熔体结构的继续。即玻璃结构与熔体结构 有一定的继承性。 (3)玻璃冷却到室温时,它保持着与这温度区间的某一温度相应的平衡结构状 态和性能。即玻璃结构与熔体结构有一定的结构对应性。 1828年法国工人罗宾发明了第一台吹制玻璃瓶的机器。 1905年英国欧文斯发明了第一台玻璃瓶自动成型机。 1959年英国皮尔金顿公司经30年的研究将浮
格式:pdf
大小:296KB
页数:5P
人气:86
4.6
xxxxx学院 《玻璃工艺学》课程论文 题目平板玻璃的生产方法 学生姓名:xxxxxx 学号:2012xxxxxx 专业班级: 指导教师:xxxxxx 论文成绩: 平板玻璃的生产方法 《玻璃工艺学》课程论文 【摘要】:普通平板玻璃生产的方法有四种:浮法、垂直引上法(包括有槽、无槽、旭法)、平拉法、压 延法等。玻璃生产过程十分复杂,优质低成本玻璃产品的生产涉及工厂(生产线)设计及建设、原料选择、 原料加工、配合料制备、玻璃熔化、玻璃成型、玻璃退火、玻璃切割、包装等多个方面。 【关键词】:平板玻璃、原料、配合料、退火、加工成型 引言 要获得优质低成本的玻璃产品,首先要优化设计玻璃成分,然后精选原料,精细加工,严禁配料,原 料加工的各环节都要严格要求、严格管理才能获得预期效果,然后正确将配
格式:pdf
大小:20KB
页数:5P
人气:86
4.3

玻璃工艺艺术论文 题目:装饰玻璃 姓名:余文林 学号:1253400410 班级:电气4班 摘要:本文从对玻璃材料的介绍开始,然后介绍了玻璃的两种分类方法。在这个基础 上,引出了玻璃材料的应用,具体的介绍了各种玻璃材料的特点和在各种建筑中的应用 方式。再延伸到新型玻璃的介绍以及新型玻璃在各个方面的应用。最后展望一下玻璃材 料的未来发展。 关键词:玻璃材料建筑应用新型玻璃展望 玻璃是一种各向同性的非晶体材料,它是无机氧化物的熔融混合物,没有特定的固 定组成,主要的化学成分有二氧化硅、氧化铝、氧化钙和氧化钠等。 一、玻璃在建筑装饰中的应用 装饰玻璃与一般玻璃的不同处在于它经过特殊加工后,将绘画或雕刻、色彩灯光融 为一体,在光的投射下辉映出图案的各种形态,逼真的造型和自然色彩,充分体现了当 今室内装饰引进自然,追求返朴归真,塑造空间灵性的主题。 装饰玻璃在空间装饰效


格式:pdf
大小:6KB
页数:2P
人气:86
4.6
玻璃工艺流程 玻璃的种类有: 银镜、平板玻璃、钢化玻璃、清玻(标清、高清、超清)、磨砂玻璃、 喷砂玻璃、压花玻璃、夹丝玻璃、夹层玻璃、防弹玻璃等 一、银镜: 银镜分为镀银和镀铜两种。 1,镀银是在普通玻璃上镀上银水,然后再在银色金属上面喷上油漆保护层。 2,镀铜是在银层的基础上再镀铜层,铜层是通过化学过程沉积到银层上的保护 层,也是对反射层的补充,当铜层完全覆盖银层后,再在表面喷一层油漆保 护层。 一般常用银镜的厚度分别为3、4、5、6(mm)。 对于一般银镜的加工要求:磨直边,安全角,银层不能有透光。 二、平板玻璃 1,普通平板玻璃的厚度分别有:3、4、5、6、8、10、12、15、18(mm)。 2,钢化玻璃。它是普通平板玻璃经过再加工处理而成一种预应力玻璃。钢化玻 璃相对于普通平板玻璃来说,具有两大特征 1)前者强度是后者的数倍,抗拉度是后者的3倍以上,抗冲击是后者
格式:pdf
大小:235KB
页数:31P
人气:86
4.5
水玻璃铸造工艺 文件编号:hr-01 版本:a 修改状态:o 受控状态: 编制:王军日期:2012-3-1 蜡料制备 1.工艺要求: 1.1蜡液温度:70-90℃,严禁超过90℃。 1.2稀蜡温度:65-80℃。 1.3蜡膏保温缸水温:48-50℃。 1.4蜡膏应搅拌均匀呈糊状,温度控制在45-48℃,其中不允许有颗粒状蜡料。 1.5蜡料配方 蜡料种类 材料名称 重量配比 12345 石蜡5025105 硬脂酸50251055 回收蜡50809095 1.5.1正常生产采用3、4两种配方,配方5用于压制浇口棒。 1.5.2在生产过程中必须根据蜡模质量分析结果,适量增加或减少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1启动设备,检查运转是否正常,是否漏水、漏气、漏蜡
文辑创建者
我要分享 >
职位:高级大数据工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐