双电极焊条TE4303单弧焊接分析
2024-07-03
从焊接效率与节能、微观组织、力学性能、断口形貌等方面对钛钙型双电极焊条(TE4303)单弧焊进行了研究.结果表明,与传统单芯焊条(E4303)电弧焊相比,当采用相同的焊接电流时,TE4303单弧焊熔化系数和熔敷系数可提高1倍,熔化单位重量焊条金属节省电能约20%~30%;TE4303单弧焊对母材热输入小,接头熔合比小,焊缝的柱状晶更细长;熔敷金属的化学成分和力学性能均在标准要求的范围内,且没有发生明显的变化;断口呈韧性断裂,采用电子探针分析夹杂物成分均为氧化物.

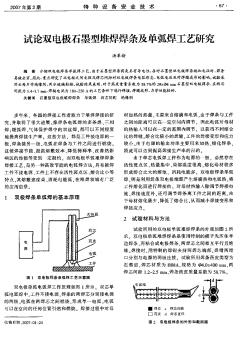
双电极焊条单弧焊的熔化特性ⅰ.双电极焊条的加热和熔化——通过测量双电极焊条的动态温升等试验方法研究r双电极焊条单弧焊中双电极焊条的加热和熔化。研究结果表明,双电极焊条的熔化系数随焊接电流的增大、药皮重量系数和焊芯间距的减小而增大,是单芯焊条的...
双电极焊条单弧焊的电弧特性——针对双电极焊条单弧焊焊接新工艺,作者研究了其电弧静特性和双电极焊条的熔化特性,并用高速摄像机对双电极焊条单弧焊的电弧形态进行了研究。结果表明。双电极焊条单弧焊具有上升的电弧静特性,静特性曲线随两焊芯间距的增大而上...
编辑推荐下载
格式:pdf
大小:239KB
页数:4P
人气:82
 3
3

双电极焊条单弧焊工艺——介绍了双电极焊条单弧焊t艺。该t艺t件不接电源,电弧在双电极焊条相互绝缘的两个焊芯之端部形成,电弧可在离t件不同距离的空间进行引弧和燃烧,两极性斑点分别在两焊芯上,主要利用熔滴携带热量和弧柱热量熔化母材。双电极焊条两芯间距...
格式:pdf
大小:277KB
页数:4P
人气:82
3

双电极焊条单弧焊飞溅的研究——利用高速摄影等实验手段,研究了双电极焊条单弧焊熔滴过渡形态、熔滴受力、双芯间隙、焊条套筒形式、双电极焊条焊接时运条方式等对飞溅的影响。
热门文档 双电极焊条TE4303单弧焊接分析
格式:pdf
大小:854KB
页数:4P
人气:82
4.3
 双电极焊条单弧焊飞溅的研究
双电极焊条单弧焊飞溅的研究 利用高速摄影等实验手段,研究了双电极焊条单弧焊熔滴过渡形态、熔滴受力、双芯间隙、焊条套筒形式、双电极焊条焊接时运条方式等对飞溅的影响。
格式:pdf
大小:846KB
页数:4P
人气:82
4.4
双电极焊条单弧焊焊缝组织与性能研究 首先分析了双电极焊条单弧焊焊接电流对焊缝成形的影响,利用扫描电镜对接头微观组织进行了观察。其次对熔敷金属的化学成分及力学性能进行了测定。最后对断口形貌以及夹杂物成分进行了分析。结果表明,焊接电流在180~220a之间焊缝成形最佳,接头从焊缝到母材由珠光体和铁素体组成的粗大柱状晶组织、过热粗晶区魏氏组织、细晶区铁素体和珠光体组织、母材组织等一系列梯状组织组成,熔敷金属的化学成分和力学性能均在标准要求的范围内,焊接接头的强度高于母材,呈韧窝断裂。
格式:pdf
大小:302KB
页数:2P
人气:82
4.4
奥氏体不锈钢双电极焊条单弧焊工艺分析 研究了板厚8mm的1cr18ni9ti奥氏体不锈钢双电极单弧焊工艺参数,比较了单、双电极电弧焊工艺特点。试验结果表明,奥氏体不锈钢双电极焊条单弧焊工艺具有高效节能、焊缝成形好、热影响区窄的特点。
格式:pdf
大小:132KB
页数:2P
人气:82
3
奥氏体不锈钢双电极焊条单弧焊工艺分析——研究了板厚8inm的1crl8ni9ti奥氏体不锈钢双电极单孤焊工艺参数,比较了单、双电极电孤焊工艺特点。试验结果表明,奥氏体不锈钢双电极焊条单孤焊工艺具有高效节能、焊缝成形好、热影响区窄的特点。
格式:pdf
大小:1.1MB
页数:5P
人气:82
3

双电极焊条熔滴过渡的特点及形式——用激光背光高速摄像系统研究了双电极焊条的熔滴过渡,阐述了双电极焊条熔滴过渡的特点.
精华文档 双电极焊条TE4303单弧焊接分析
格式:pdf
大小:206KB
页数:4P
人气:82
3
双电极焊条两芯间距和焊接电流对单弧焊工艺的影响——研究了钛钙型双电极焊条的两芯间距和焊接电流对单弧焊工艺的影响.研究结果表明,钛钙型双电极焊条的两芯间距是控制焊接电压的最重要因素,焊接时调节双电极焊条与工件间距离对电弧电压影响很小,随双电极焊...
格式:pdf
大小:20KB
页数:2P
人气:82
4.5
e4303焊条 简介j422焊条是普通叫法,对应国际标准牌号e4303。它是一种酸性焊条,药 皮钛钙型,j表示结构钢焊条,42是42kg/mm2焊缝金属的抗拉强度,熔金抗拉强度 不低于420mpa。 编辑本段用途 主要用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,一般用于焊 接钢结构和普通碳钢管道的焊接。 规格 e4303焊条直径从到不等,可以进行全位置焊接,交直流两用。具有优良的焊接 工艺性能和力学性能,电弧稳定,飞溅少,脱渣容易,焊缝成型美观。 熔敷金属成份 e4303成分cmnsipscrcuni 质量含量百分数 《《《《 山东光源特种耐磨焊条厂 型号e4303材质碳钢 焊芯 直径 (mm)品牌金桥 类型碳钢焊条 药皮性 质 碱性焊条 直径(mm)长度350-400(mm) 焊接 电流 60-90(a) 电流
格式:pdf
大小:241KB
页数:3P
人气:82
3
试论双电极石墨型堆焊焊条及单弧焊工艺研究——介绍双电极焊条单弧焊工艺。由于石墨型焊条药皮具有导电性,在对石墨型双电极焊条施加电压时,焊条易被击穿。因此,重点研究了双电极之间电阻及焊芯间距对双电极焊条电弧形态、电弧电压及对焊缝成形的影响.试验采...
格式:pdf
大小:166KB
页数:3P
人气:82
3
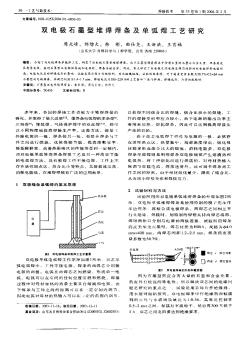
双电极石墨型堆焊焊条及单弧焊工艺研究——介绍了双电极焊条单弧焊工艺,研究了双电极石墨型堆焊焊条。由于石墨型焊条药皮中合有大量的石墨与合金元素,焊条药皮具有导电性,在对石墨型双电极焊条施加电压时,焊每易被击穿。因此,重点研究了双电极之间电阻及焊...
格式:pdf
大小:552KB
页数:3P
人气:82
4.8
碱性双熔敷极焊条电弧焊焊接接头形态和组织研究 通过焊接工艺性试验和光学显微组织分析,研究了焊条间隙和焊接电流对低氢钠型双熔敷极焊条间接电弧焊焊接接头形态和组织的影响。研究表明:低氢钠型双熔敷极焊条,在两芯间隙确定的条件下,随着焊接电流的增大,焊缝熔宽、熔深均增大,在焊接电流为160 ̄200a的条件下焊接时,可获得良好的焊缝成形;相同电流下的双熔敷极焊条电弧焊的焊缝熔合比要比单熔敷极电弧焊的焊缝熔合比明显减小;双熔敷极焊条间接电弧焊焊缝组织主要是针状铁素体、少量的块状铁素体和珠光体组成的柱状晶,熔合区和过热区主要是晶粒粗大铁素体、珠光体晶粒以及部分魏氏组织,随着焊接电流的增大,晶粒均逐渐增大。
最新文档 双电极焊条TE4303单弧焊接分析
格式:pdf
大小:897KB
页数:4P
人气:82
4.8
双电极奥氏体不锈钢焊条单弧焊工艺研究 本文研究了双电极奥氏体不锈钢焊条单弧焊电弧的静特性、焊接电流、电弧电压、焊芯间隙对双电极焊条单弧焊的工艺性能和焊缝成形的影响;通过热电偶测试技术,对双电极焊条单弧焊焊接过程中不同部位焊芯表面温升进行了测定.研究结果表明焊芯直径为4.0mm的双电极a102焊条,其合适焊接工艺参数为:焊接电流140~160a,电弧电压45v左右,焊条两芯间隙1.2~1.5mm,焊接板厚8mm的1cr18ni9ti材料,焊缝成形良好.
格式:pdf
大小:192KB
页数:3P
人气:82
3
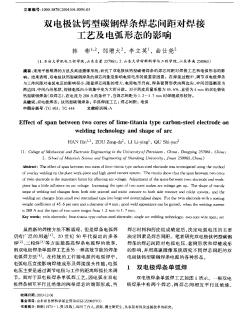
双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响——采用平板堆焊的方法及高速摄像系统,研究了双电极钛钙型碳钢焊条的焊芯间距对焊接工艺和电弧形态的影响。结果表明,双电极钛钙型碳钢焊条的焊芯间距是影响电弧电压的最重要因素。在焊接过程中,调节...
格式:pdf
大小:393KB
页数:3P
人气:82
4.4
双电极钛钙型碳钢焊条焊芯间距对焊接工艺及电弧形态的影响 采用平板堆焊的方法及高速摄像系统,研究了双电极钛钙型碳钢焊条的焊芯间距对焊接工艺和电弧形态的影响。结果表明,双电极钛钙型碳钢焊条的焊芯间距是影响电弧电压的最重要因素。在焊接过程中,调节双电极焊条与工件间距对电弧电压的影响很小;随着焊芯间距的增大,电弧电压升高,焊条套筒形状由两边尖、中间凹逐渐变为两边凹、中间凸的形状,焊接电弧由小而集中变为大而分散。对于药皮质量系数为45.6%、直径为4mm的双电极钛钙型碳钢焊条(双焊芯),在电流为200a的条件下,当焊芯间距为1.2~1.7mm时焊缝成形较好。
格式:pdf
大小:16KB
页数:2P
人气:82
4.8
海泡石在E4303电焊条中的应用 对e4303电焊条中用海泡石替代钛白粉所引起的工艺性能、理化性能及压涂性能等发生的一系列变化,从调整配方、生产工艺等方面,作了较为详细的分析和总结。
格式:pdf
大小:139KB
页数:2P
人气:82
4.8
不预热焊条电弧焊焊接45钢 公司装配流水线液压升降平台的液压活塞杆,有时因使用、设计和加工工艺不当等原因,致使从顶端断裂,从而造成生产中断.结合液压活塞杆的焊接特性和液压油缸缸体密封的问题,经分析采用直径3.2mm的e5015焊条,焊前不预热焊接,制定了焊接工艺,改进了传统焊接方法.后经使用,效果良好.
格式:pdf
大小:1.0MB
页数:4P
人气:82
4.6
颗粒度对E4303电焊条性能影响 以e4303电焊条药皮配方中中碳锰铁合金为研究对象,取三种不同颗粒度的中碳锰铁制备e4303电焊条。对制备的电焊条分别进行了主要焊接工艺性能测试、熔敷金属的微观组织观察、熔敷金属化学成分分析和熔敷金属冲击性能试验。结果表明,加入纳米级中碳锰铁的电焊条电弧稳定性优良;纳米颗粒增加了晶粒形核的核心,起到了细化晶粒的作用;纳米颗粒烧损严重,减弱了中碳锰铁合金的脱氧、脱硫和渗合金效果,使熔敷金属内产生弥散氧化夹渣,导致冲击韧性降低。
格式:pdf
大小:198KB
页数:4P
人气:82
3
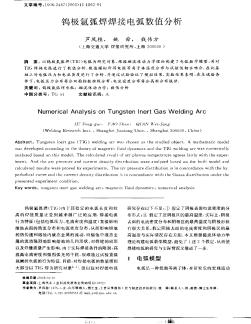
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
格式:pdf
大小:10KB
页数:1P
人气:82
4.5

e4303焊条、e5016焊条、e55焊条有什么区别 hrb400与hrb335、hrb400与hrb400之间焊接采用哪种焊条? 答:e4303就是j422焊条,屈服强度大于330mpa,抗拉强度大于420mpa。 e5016就是j506焊条,屈服强度大于400mpa,抗拉强度大于490mpa。 e55是指屈服强度大于440mpa,抗拉强度大于550mpa。有j556、j557焊条等。 hrb335是指其屈服强度大于335,抗拉强度大于455。 hrb400是指其屈服强度大于400,抗拉强度大于570。 根据强度较低原则,建议你第一个选j506焊条。 第二个选e55级别的焊条,可以选择j557。
格式:pdf
大小:251KB
页数:4P
人气:82
3
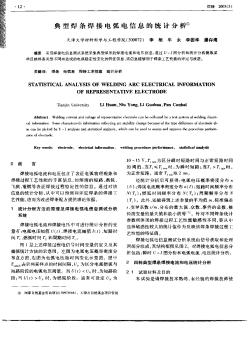
典型焊条焊接电弧电信息的统计分析——采用焊接电信息测试系统采集典型焊条的焊接电流和电压信息,通过u一,图分析和统计分析提取某些反映焊条类型不同而造成的电弧稳定性变化的特征信息,该信息能够用于焊条工艺性能的评定与改进。
格式:pdf
大小:861KB
页数:4P
人气:82
3

双电极钛钙型碳钢焊条电弧形态研究——用高速摄像系统用数学示波器对双电极钛钙型碳钢焊条的电弧形态进行了研究。
文辑创建者
我要分享 >
职位:造价专业负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐