上海船舶工艺所管子法兰自动焊接生产线
2024-06-09
上海船舶工艺研究所承担的“管子一法兰机器人自动焊接生产线技术研究”项目通过了中国船舶工业集团公司组织的验收。 该项目采用了现代信息技术,以及机器人、自动化等先进技术,实现了机器人自动焊接工艺技术、生产线集中控制等5项关键技术突破。

 船舶工艺所管子-法兰自动焊接生产线通过验收
船舶工艺所管子-法兰自动焊接生产线通过验收 日前,上海船舶工艺研究所"管子-法兰机器人自动焊接生产线技术研究"项目通过了中船集团公司自筹经费项目内部验收。该项目运用了现代信息技术以及机器人、自动化等先进施工技术,实现了机器人自
**资讯 http://www.cqvip.com
编辑推荐下载
格式:pdf
大小:374KB
页数:5P
人气:60
 4.4
4.4
工业机器人自动焊接生产线的设计与调试 工业机器人自动焊接生产线的设计合理与否关系到焊接工艺的满足程度。从机器人自动焊接生产线的设计要求出发,详细分析了生产线的控制流程、配置及布局、编程与调试等。并以foxbot、a1200机器人组成的自动焊接生产线为例,进行刹车控制、原点校正等现场调试。自动焊接生产线的实践应用,提高了焊接作业效率和质量,具有推广价值。所述设计思路、方法及详细步骤为工业机器人自动焊接生产线的设计调试工作提供了参考依据。
格式:pdf
大小:794KB
页数:7P
人气:60
4.5
需方: 供方:沈阳越达科海焊接设备有限公司 管管、管弯头焊接专机 技 术 沟 通 文 件 中国·越达 沈阳越达科海焊接设备有限公司 二零一六年 技术方案 2 管子弯头焊接专机技术沟通文件 一、设备配置 该设备是根据用户需要而设计的专用管子焊接设备。设备主要解决以下几种情况:一 是管子对接焊接,二是管子法兰焊接,(建议另配一套法兰焊接专用机实现船形焊,提高整 体效率),三是管子弯头焊接对接。为防止管子偏心和打滑采用电动压轮焊接,确保管子点 对点焊接,为保证不同管子焊接工位,采用移动压轮操作机更换不同工位焊接,为保证弯 头旋转顺畅,采用特制加高滚轮架焊接。为保证高效率焊接,采用米勒焊机、摆动功能焊 接。可配置tig填丝焊接工艺或者mig气保焊工艺两头,分别适用不同材质焊接。设备采 用三位一体控制,操作简单灵活。管件短,则直接压轮专机焊接,管子长,则托架支撑焊 接。 1.焊接对
热门文档 上海船舶工艺所管子法兰自动焊接生产线
格式:pdf
大小:220KB
页数:2P
人气:60
4.7
法兰自动焊接系统的研究与设计 对人工操作的法兰焊机的工作过程进行仔细研究后,提出了一套方案来设计相应的法兰自动焊机,文中主要介绍所设计的法兰自动焊机系统的结构及工作原理。
格式:pdf
大小:121KB
页数:2P
人气:60
4.5
管法兰焊接生产线在电力铁塔制作中的应用 0概述近10a来我国输电线路里程增加了1倍多,在电网建设的过程中,输电塔也得到了前所未有的发展,从早期的以木材为主要材料,到现在的以钢材为
格式:pdf
大小:5.3MB
页数:37P
人气:60
4.6
--1-- 长钢轨焊接生产线 一、焊接工艺及工艺布置 (一)工艺流程的确定 1、焊轨生产线工艺的确定 目前,国内铁路工务系统工厂接触焊接工艺多采用以下方案:除锈——焊接 ——粗打磨——正火——热矫直——强制冷却——精磨——冷矫直——探伤— —长轨存放。国外铁路工厂焊接的接触焊接工艺少(不正火、不探伤),基本采 用自然冷却以及冷矫直的方案。由于客运专线焊接接头的平顺性和焊接质量要求 高于国内现有的标准,因此经过多方考察和论证,在结合国内技术要求的同时采 用了部分国外的先进经验,实践证明是合理可行的。 客运专线焊接生产线的工艺流程采用了增加选轨台对钢轨进行选择,根据情 况,进行钢轨轨端预校直、甚至锯切的预处理程序。 (1)预处理程序 钢轨检查——轨端校直——轨端锯切——选轨台备用 (2)焊接程序 选轨台——除锈——焊接——粗打磨——正火——强制冷却——冷矫直— —精磨——探伤——
格式:pdf
大小:88KB
页数:11P
人气:60
4.3
锅炉焊接施工工艺 个人认为相当不错锅炉安装焊接施工工艺标准 1适用范围 本标准适用于工业锅炉受热面管子、管束、锅筒与管子、集箱与管子、锅炉本体 管道、异种钢接头和锅炉钢结构的焊接及返修工程。 2施工准备 2.1材料 2.1.1钢材必须符合国家标准或部颁标准。 2.1.2根据焊接母材的钢号,正确选择相应的焊接材料。 2.1.3焊条和焊丝的牌号和直径,钨极的类型、牌号和直径,保护气体的名称和 种类应符合焊接工艺评定的要求,并有相应的合格证或质量证明书。 2.2机具、设备 2.2.1设备:氩弧焊焊接设备、交直流电焊机、气焊设备、热处理设备、射线探 伤设备、超声波探伤设备、磁粉探伤设备、烘干箱角、磨机、碳弧气刨等。 2.2.2机具:焊缝检测尺、保温筒等。 2.3作业条件 2.3.1焊接允许的环境温度应符合表2.3.1的规定。 焊接母材 碳素钢 低合金钢 中高合金钢 最低
格式:pdf
大小:160KB
页数:4P
人气:60
4.5
异形法兰盘自动焊接定位装置设计 介绍了异形法兰盘自动焊接装置设计方案,通过对手工焊接的分析和比较,定位面和定位方式的合理选择,夹紧力的精准计算,有效地解决了异形法兰盘自动焊接定位难题。
精华文档 上海船舶工艺所管子法兰自动焊接生产线

格式:pdf
大小:100KB
页数:2P
人气:60
4.7
上海船舶制造中 (切割、焊jt-)工艺与装备的技术发展 船舶制造中的切割工艺与装备,大致经历了手工 火焰切割、机械切割、光电跟踪切割、仿形切割、数控 切割及数控等离子切割等六个发展阶段。 解放前和解放初期,上海船舶工业主要是以修船 为主,同时建造一些小型的船舶,当时各船厂设备陈 旧,大部分船舶是采用铆接,板材较薄。加工切割以机 械剪切为主。由于火焰切割技术具有轻便、操作灵活等 优点,很快在工厂生产中获得应用;但当时火焰切割的 质量和精度比较低,一般手工火焰切割的表面粗糙度 为0.5~1.5mm之间,板边缘直线度±2mm。1960年初, 上海船厂研制了光电监控跟踪自动切割机,提高了工 效与质量,其切割后板边缘的断面粗糙度在0.5一lmm 范围内。该厂后又采用了仿形切割和半自动切割机在 生产中逐步替代了手工切割,这些切割技术在建造
格式:pdf
大小:601KB
页数:4P
人气:60
4.4
法兰与柱管组对内外环缝自动焊接设备研制 介绍一种法兰与柱管焊接设备,它采用空心卡盘卡紧被焊接工件并提供焊接工艺所需旋转运动。集plc控制技术及光电跟踪技术的柔性焊接设备对多边形内外焊缝实施跟踪自动连续焊接,焊口均匀无缺陷,强度高,工件变形小。
格式:pdf
大小:589KB
页数:3P
人气:60
4.8
钢管法兰自动焊接机的研制与应用 钢管法兰自动焊接机是针对传统手工电弧焊工作效率低、焊接质量不稳定、劳动强度大等缺点而设计制造的一种自动化程度较高的焊接设备。该自动焊接机具备除工件上卡工位以外的其他焊接工艺步骤均可自动控制的功能,且工作效率较手工电弧焊提高约8倍,焊接质量稳定,焊缝美观。自动施焊工艺大幅度降低了工人的劳动强度,操作方便简单,故障率低,适宜多种规格钢管与法兰的焊接。
格式:pdf
大小:896KB
页数:13P
人气:60
4.5
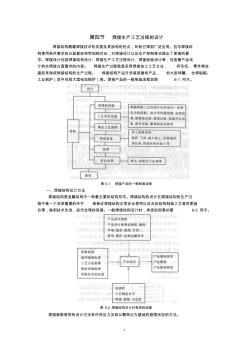
1 第四节焊接生产工艺过程的设计 焊接结构随着焊接技术的发展及其独特的优点,目前已得到广泛应用。但与焊接结 构使用条件要求的日益复杂和苛刻相对应,对焊接设计以及生产控制等也提出了更高的要 求。焊接设计包括焊接结构设计、焊接生产工艺过程设计、焊接检验设计等,包含着产品设 计有关焊接方面要求的内容。焊接生产过程就是采用焊接加工工艺方法,将毛坯、零件等连 接起来制成焊接结构的生产过程。焊接结构产品许多就是最终产品,如大型球罐、全焊船舶、 工业锅炉(其中包括大型电站锅炉)等。焊接产品的一般制造流程如图6-1所示。 图6-1焊接产品的一般制造流程 一、焊接结构设计方法 焊接结构是金属结构中一种最主要的结构形式。焊接结构的设计在焊接结构的生产过 程中是一个非常重要的环节,是保证焊接结构正常安全使用以及决定结构制造工艺是否更趋 合理,做到技术先进、经济合理的前提。一般焊接结构
最新文档 上海船舶工艺所管子法兰自动焊接生产线
格式:pdf
大小:28KB
页数:2P
人气:60
4.8
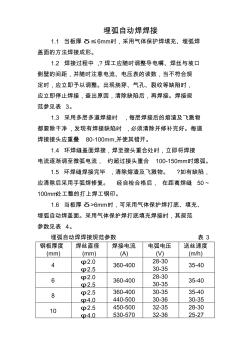
埋弧自动焊焊接 1.1当板厚δ≤6mm时,采用气体保护焊填充、埋弧焊 盖面的方法焊接成形。 1.2焊接过程中,?焊工应随时调整导电嘴、焊丝与坡口 侧壁的间距,并随时注意电流、电压表的读数,当不符合规 定时,应立即予以调整。出现烧穿、气孔、裂纹等缺陷时, 应立即停止焊接,查出原因,清除缺陷后,再焊接。焊接规 范参见表3。 1.3采用多层多道焊接时,每层焊接后的熔渣及飞溅物 都要除干净,发现有焊接缺陷时,必须清除并修补完好。每道 焊接接头应重叠80-100mm,并使其错开。 1.4环焊缝盖面焊接,焊至接头重合处时,立即将焊接 电流逐渐调至微弧电流,约超过接头重合100-150mm时熄弧。 1.5环焊缝焊接完毕,清除熔渣及飞溅物。?如有缺陷, 应清除后采用手弧焊修复。经自检合格后,在距离焊缝50~ 100mm处工整的打上焊工钢印。 1.6当板厚δ>6m
格式:pdf
大小:557KB
页数:3P
人气:60
4.4
一种矿山用钢筋网自动化焊接生产线的设计 设计一条钢筋网自动化焊接生产线,包括经料送料平台、纬料自动分料及上料机构、多点电阻点焊机、接料平台、卸料机械手。从上料到出料依靠电机、汽缸之间的协调工作来实现。并由单片机和plc实现控制功能,上位机用mcgs组态软件在整个过程监视现场,采集工作状态及参数,起到监控作用。
格式:pdf
大小:6.6MB
页数:22P
人气:60
4.5
全自动钢筋桁架焊接成型设备 tsd7-30b型桁架焊接生产线此套设备是evg公司 (entwicklungs-undverwertungs-gesellschaftm.b.h)结合国内 实际生产需要而进行研制、生产的全自动钢筋桁架焊接成型设备。 随着技术的不断发展和钢筋桁架全球化发展趋势。钢筋桁架焊接 主机设有windowsxp操作屏,通过屏幕可以观看设备工作状态,并 可方便得调节设备运作参数和焊接参数。 全线主要工作部分采用液压传动方式,动作可靠,精度高。 焊接时不易产生火花且噪声小。 操作方便,维修简单。 该设备布置合理,外形美观。 全自动钢筋桁架焊接成型设备主要组成部分如下: 1、放线机(wirepay-offsgv3000-5) 放线机:主要由放线站,钢筋监测系统,偏转辊及钢筋引导架所 组成。 该套放线机由我司自行加工,制作,组装
格式:pdf
大小:146KB
页数:2P
人气:60
4.7
联轴器法兰组件多工位双头自动焊接专机的研制 本文详细介绍了某种高速柴油机的联轴器法兰组件多工位双头自动焊接专机的结构、工作原理和焊接特点。通过应用和相关工艺参数证实了该设备的所焊工件焊接质量的可靠性,为类似的内角环缝的焊接提供了一种可靠的设备。
格式:pdf
大小:108KB
页数:2P
人气:60
4.4
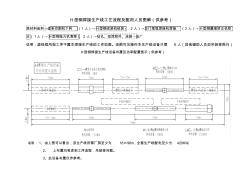
h型钢焊接生产线工艺流程及配用人员图解(供参考) 原材料备料→直条切割机下料(1人)→h型钢组装机组装(2人)→龙门埋弧焊接机焊接(2人)→h型钢翼缘矫正机矫 正(1人)→h型钢抛丸机清理(2人)→钻孔、组焊附件、涂装→出厂 说明:虚线框所指工序不属本焊接生产线的工作范围。由图可见操作本生产线设备只需6人(其他辅助人员如吊装等除外) h型钢焊接生产线设备布置及功率配置图示(供参考) 说明:1、由上图可以看出,该生产线所需厂房至少为18×96m,全套生产线配电至少为420kw。 2、上布置均考虑到工序流程,吊装等问题。 3、此设备布置仅作参考。 成都焊研威达自动焊接设备有限公司 地址:四川成都(610051)二环路东一段29号电话:(028)83289333传真:(028)83280333 第2页共2页 h型钢生产设备报价表 序号
格式:pdf
大小:159KB
页数:未知
人气:60
4.5
掘进机电控箱自动焊接生产线设计与应用 通过研究掘进机电控箱箱体自动焊接生产线设计与应用,成功建立了一条电控箱箱体自动化焊接生产线,通过合理的设备选型和节拍平衡,优化了生产工艺流程,提高了产能,并最终实现了少人化加工的目的.
格式:pdf
大小:206KB
页数:未知
人气:60
4.6
基于托盘的船舶管子焊接工时预测方法研究 船舶管子的内场制作是以托盘为单位,每个托盘内管子数量不同,加之管子本身结构的复杂性,导致整个托盘焊接工时难以确定。论文提出利用管子焊接基本时间除以其占总时间的比率计算托盘管子焊接工时的方法。基于车间现状将统计分析法与神经网络法结合,运用工作抽样测量焊接的工作比率,运用神经网络算法预测管子焊接的基本时间,进而预测以托盘为单位的管子焊接工时。
格式:pdf
大小:197KB
页数:1P
人气:60
4.6
机车变压器油箱焊接生产线工艺分析 油箱是机车牵引变压器核心部件的保护罩,对变压器能否正常稳定运行起着重要的作用。其焊接工艺复杂、质量要求高、生产周期长,成为企业效能和质量提升的一个瓶颈环节。本文从油箱焊接过程出发,对焊接过程中的关键工艺进行了详细分析。
格式:pdf
大小:264KB
页数:9P
人气:60
4.4
版权所有-中职教学资源网 http://www.***.***电话:010-52200939email:cnzj5u@163.com 欢迎投稿稿酬从优 第1页共9页 第三章焊接生产的质量管理 第一节焊接王序质量的影响因素及对策 工序质量是指在生产过程中加工工序对产品质量的保证程度。 工序是生产过程的基本环节,也是检验的基本环节。 焊接结构的生产包括许多工序,如金属材料的去污除锈、备料时的矫直、 划线、下料、坡口边缘加工、成形,焊接结构的配装、焊接、热处理等。 影响工序质量的因素,概括起来有:人员、设备、材料、工艺方法和 生产环境五个方面,简称“人、机、料、法、环”五因素。 一、焊接工序质量的影晌因素及控制 措 1.施焊操作人员因素 1)加强对焊工“质量第一、用户第一、下道工序是用户”的质量
文辑创建者
我要分享 >
职位:造价专业负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐