塑料零件在新太阳能飞机中得到应用
2025-02-08
拜耳材料科学公司和苏威集团在为最新型Impulse超轻型飞机提供塑料材料,该飞机正筹备进行首次无燃料环球飞行。Solar Impulse 2飞机于4月9日在瑞士Payerne亮相。该机定于2015年3月开始环球飞行。上一代Solar Impulse 1在去年夏季成功完成了跨越美洲的日夜不间断飞行。该机的翼幅长72米,重2.34吨,与一辆吉普车相当,其马力与摩托车差不多。苏威集团宣布说,该机约有6000

 机器视觉——让塑料零件分类不再难
机器视觉——让塑料零件分类不再难 rna自动化公司在一家食品公司安装了一台具有质量检测系统的设备,以处理、检查该食品公司的塑料模具零件。企业要求在最短的时间内实现对两种不同形状、规格零件的处理,但是由于零件本身的复杂性和易碎性使整个处理过程难度增大.而rna自动化公司提供的具有质量检测系统的设备可以解决这个问题。该设备对磨具的外围处理细致.不会对塑料零件造成任何损坏。另外该系统还会对3个平面进行检测:检测项部是否有损害.并进行光学字符辨识:检测底部是否有损害,并测量直径;最后检测高度和侧面。每一次检测都将会把问题排查清除。
编辑推荐下载
格式:pdf
大小:454KB
页数:8P
人气:74
 4.3
4.3

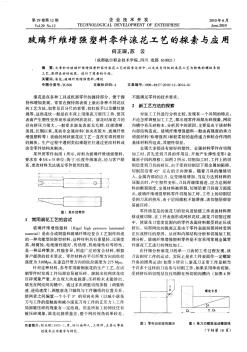
1.3利用肋及浮凸物和铸空法使设计更合理。 1.4转角处用圆弧过渡。 1.5尽量让浮凸物与外壁或肋相连。 1.6如果肋本身即与外壁间隔相当远,则最好加上角板。 2、零件的壁厚确定应合理 塑料零件的壁厚取决于塑件的使用要求,太薄会造成制品的强度和刚度不足,受力后容 易产生翘曲变形,成型时流动阻力大,大型复杂的零件就难以充满型腔。反之,壁厚过大, 不但浪费材料,而且加长成型周期,降低生产率,还容易产生气泡、缩孔、翘曲等疵病。因 此制件设计时确定零件壁厚应注意以下几点: 2.1在满足使用要求的前提下,尽量减小壁厚; 2.2零件的各部位壁厚尽量均匀,以减小内应力和变形。不均匀的壁厚会造成严重的翘曲 及尺寸控制的问题; 2.3承受紧固力部位必须保证压缩强度; 2.4避免过厚部位产生缩孔和凹陷; 2.5成型顶出时能承受冲击力的冲击。 下面是一些不
热门文档 塑料零件在新太阳能飞机中得到应用
格式:pdf
大小:462KB
页数:2P
人气:74
4.7
新型塑料零件给行人提供碰撞保护 这种被称之为"保险杠下防撞杆(lbs)"的功能性零件由巴斯夫开发的碰撞保护材料ultramid(?)b3wg6cr(玻璃纤维增强塑料pa6)制成。lbs重量约为1kg,长约1m,安装在车前部保险杠下面,可在车辆与行人发生碰撞时有效降低严重膝部伤害的风险。
格式:pdf
大小:435KB
页数:3P
人气:74
4.6
高精度塑料零件的选材和机械加工 主要介绍高精度塑料零件的选材要求,研究塑料切削加工的特点,针对影响塑料切削加工质量的因素提出了具体的对策及经实践验证可改善和提高塑料切削加工质量的方法,探讨了铣切加工高精度塑料零件时的铣切工艺、铣切刀具和加工参数的选择原则。
格式:pdf
大小:454KB
页数:8P
人气:74
4.7

1.3利用肋及浮凸物和铸空法使设计更合理。 1.4转角处用圆弧过渡。 1.5尽量让浮凸物与外壁或肋相连。 1.6如果肋本身即与外壁间隔相当远,则最好加上角板。 2、零件的壁厚确定应合理 塑料零件的壁厚取决于塑件的使用要求,太薄会造成制品的强度和刚度不足,受力后容 易产生翘曲变形,成型时流动阻力大,大型复杂的零件就难以充满型腔。反之,壁厚过大, 不但浪费材料,而且加长成型周期,降低生产率,还容易产生气泡、缩孔、翘曲等疵病。因 此制件设计时确定零件壁厚应注意以下几点: 2.1在满足使用要求的前提下,尽量减小壁厚; 2.2零件的各部位壁厚尽量均匀,以减小内应力和变形。不均匀的壁厚会造成严重的翘曲 及尺寸控制的问题; 2.3承受紧固力部位必须保证压缩强度; 2.4避免过厚部位产生缩孔和凹陷; 2.5成型顶出时能承受冲击力的冲击。 下面是一些不
格式:pdf
大小:481KB
页数:2P
人气:74
4.4
利用扇形护套软爪加工塑料零件凸盘 为解决塑料凸盘外表面不能进行二次加工的问题,针对其尺寸差异大、形位公差要求高、装夹部位小的特点,从工艺以及工装设计进行分析,设计出了扇形护套软爪以及组合刀具并制订出合理的工艺参数,最后在28℃恒温条件下检测产品,其尺寸精度和形位公差都符合要求。

精华文档 塑料零件在新太阳能飞机中得到应用
格式:pdf
大小:901KB
页数:24P
人气:74
4.7

毕业设计 题目外壳塑料零件模具设计 学生姓名胡向阳 学号201420130213 系部机电工程系 专业模具设计与制造 班级13模具二班 指导教师罗正斌 二零一五年十二月 目录 ii 目录 摘要.............................................................................................................................1 第一章绪论..................................................................................................................1 1.1中国模具发展现状.................
格式:pdf
大小:89KB
页数:3P
人气:74
4.5
塑料零件表面金属化的缺陷分析 分析了塑料制品表面在金属化过程中常见的镀层与基体结合力不良、局部裸露塑料基体、麻点和粗糙及制件变形等缺陷产生的原因。提出了在电镀前应对原料纯度和注塑成型工艺的合理性进行检查;对粗化、除油、敏化、活化、还原及化学镀等工序应遵守规范、严谨操作,并加强溶液的维护调整,以获得完整、细致的金属导电层。
格式:pdf
大小:184KB
页数:4P
人气:74
4.5
半导体激光器在焊接汽车塑料零件中的应用 与金属相比,塑料的融点低且容易控制激光的吸收率,采用低输出功率、低聚焦的激光可实现汽车塑料零件的焊接,日本丰田公司采用与多关节机器人组合的半导体激光器实现了汽车塑料零件的批量生产。
最新文档 塑料零件在新太阳能飞机中得到应用
格式:pdf
大小:720KB
页数:2P
人气:74
4.4
来自conergy公司光伏系统的solaroptimus追踪系统确保太阳能收集板相对于太阳总是处于一个正确的角度。根据天文数据来控制双轴驱动系统,从而增加约30%清洁能源的产出。为了确保该系统在极其恶劣的环境中长期免维护运行,conergy公司决定采用易格斯部件:工程塑料滑动轴承、关节轴承和直线系统。
格式:pdf
大小:668KB
页数:2P
人气:74
4.4
塑料太阳能电池 太阳每一分钟向地球辐射的能源,比地球上人类一年所消耗的能源的总和还要多。遗憾的是,我们目前在生活中所能买到的太阳能电池,绝大多数都是利用类似电脑芯片所使用的那种无机材料硅制作的,它
格式:pdf
大小:1.5MB
页数:10P
人气:74
4.5
塑料太阳能电池研究进展 介绍了塑料太阳能电池的工作原理,综述了近几年不同类型的给体材料的性能及其光电转换效率,并简要介绍了塑料太阳能电池所面临的问题和挑战及其解决途径.
格式:pdf
大小:337KB
页数:2P
人气:74
4.8
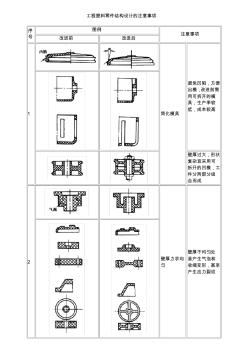
工程塑料零件结构设计的注意事项 序 号 图例 注意事项 改进前改进后 1简化模具 避免凹陷,方便 出模,改进前需 用可拆开的模 具,生产率较 低,成本较高 壁厚过大,形状 复杂宜采用可 拆开的凹模,工 件分两部分组 合而成 2壁厚力求均 匀 壁厚不均匀处 易产生气泡和 收缩变形,甚至 产生应力裂纹 3足够的脱模 斜度 斜度大小与塑 料性质、收缩 串、厚度、形状 有关,一般为 15'~1° 4避免锐角与 直角过渡 尖角处应力集 中易产生裂纹, 影响工件强度 5 合理设计肋 板 采用加强肋可 节省材料,提高 工件刚度、强 度,防止翘曲 6 合理设计凸 台 凸台尽量位于 转角处 凸台高度应不 大于其直径的 两倍 凸台不能超过 三个,如超过三 个则应进行机 械加工
格式:pdf
大小:58KB
页数:1P
人气:74
4.4
全球首次太阳能飞机环球飞行蓄势待发 2015年1月20日,由abb提供支持的"阳光动力"项目(solarimpulse)宣布,"阳光动力2号"将在今年2月底至3月初期间从阿联酋的阿布扎比起飞,开启人类历史上首次太阳能环球飞行。abb将凭借电力和自动化技术为人类这一历史创举全程保驾护航。abb集团首席执行官史毕福表示:"‘阳光动力’项目将激励年轻一代通过创新技术解决地球
格式:pdf
大小:80KB
页数:1P
人气:74
4.3
全球首架环球飞行太阳能飞机造访中国 2015年3月31日,全球首架环球飞行太阳能飞机“阳光动力2号”飞抵山城重庆。“阳光动力2号”是一款零油耗、无污染、可昼夜连续飞行的太阳能飞机,其动力完全来自安装于飞机表面的17248块太阳能电池。2015年3月9日,它从阿联酋首都阿布扎比起飞,正式开启人类历史上首次太阳能飞机载人环球旅行。在3.5万km的行程中,该项目发起人、瑞士探险家伯特兰·皮卡德和安德烈·博尔施博格将轮流驾驶飞机飞行,并于2015年年中返回始发地阿布扎比。
格式:pdf
大小:445KB
页数:未知
人气:74
4.8
飞机零件的自动喷漆系统 美国费尔柴耳德共和公司成功地使用自动喷漆系统喷涂a-10攻击机的前机身段、装甲椅盆、起落架筒形件,短舱和整流罩。过去,手工喷涂,尤其是前机身段,开敞性差,不便操作与观察,难以保证涂漆质量,5人、8小时才能完成一件。该公司一九八一年五月实现喷漆操作自动化以后,同是喷涂前机身只要2个人就够了。据称,经改造的喷涂车间,仍可
格式:pdf
大小:51KB
页数:未知
人气:74
4.7
“塑料”太阳能电池获新突破 瑞士电子与微技术中心(csem)巴西公司近日宣布,他们在"塑料"太阳能电池研究上获得突破,以有机聚合体替代单晶硅制造太阳能电池的技术已进入商业开发阶段。所谓"塑料"太阳能电池,就是将可发生光电效应的有机聚合体薄膜,印在碳基板上并连接成为电池组。与传统单晶硅太阳能电池相比,"塑料"太阳能电池具有轻巧、廉价的显著特点,并且生产过程中污染较小。
格式:pdf
大小:70KB
页数:未知
人气:74
4.6
新型塑料太阳能电池 近日,美国佐治亚理工学院的研究团队宣称,他们已经研发出一种新型的塑料太阳能电池。与传统的太阳能电池外层需要厚厚的玻璃或昂贵的密封层相比,这种新型电池外层厚度在1微米之内。研究人员从稀释溶剂中获取聚合物,并将这种聚合物进行加工,就在导体表面形成了最终的外层。由于这种聚合物获取容易、环保、成本低廉,而且与现存的批量生产技术相兼容,因而可以令电子设备在塑料甚至纸制基板上制造,彻底改变电子产品生产要求。这种新型电池和现有的太阳能电池相比具有很大的价格优势,虽然目前研究仍处于初级阶段,但是相信它会成为未来太阳能产业的发展趋势。
文辑创建者
我要分享 >
职位:BIM开发工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐