实木门工艺流程
2024-05-26
实木门工艺流程 1、 主要内容: 本规程规定了木门、门框的生产工艺、 2、 生产工艺流程图: 2.1. 一般木门、门框生产工艺流程图: 干燥 横截 纵解 平刨 压刨 截准件 门板 门框 锯风坑 出榫头 钻榫眼 组框 门框开止口 涂胶、配坯、胶压 开榫槽 裁边 螺圆角 封边、铣边、修改 开锁眼 锯榫肩 开铰位 钉窗线 钉百页 打磨、喷漆 2.2. 当生产的木门,门框较特殊时,其工艺流程允许有所改动。 3、 各工序的加工工艺要求 3.1. 干 燥 3.1.1. 见《木材干燥工艺规程》( HL/T9.1.5 )。 3.2 横 截 3.2.1. 基本工艺和操作要求: 根据图纸的长度尺寸加上约 10MM的加工余量进行 锯切,同时,除去材料中不符合选材要求的缺陷部份 (如开裂、腐朽、死节等)。 截料应在材料长度方向长短搭配,做到长材不短用,从而提高木材利用率。 3.2.

实木门工艺流程 1、主要内容: 本规程规定了木门、门框的生产工艺、 2、生产工艺流程图: 2.1.一般木门、门框生产工艺流程图: 干燥横截纵解平刨压 刨截准件 门 板 门框 锯风坑出榫头钻榫眼组 框门框开止口 涂胶、配坯、胶 压开榫槽 裁 边螺圆角 封边、铣边、修 改 开锁 眼锯榫肩 开铰 位 钉窗 线 钉百 页 打磨、 喷漆 2.2.当生产的木门,门框较特殊时,其工艺流程允许有所改动。 3、各工序的加工工艺要求 3.1.干燥 3.1.1.见《木材干燥工艺规程》(hl/t9.1.5)。 3.2横截 3.2.1.基本工艺和操作要求:根据图纸的长度尺寸加上约10mm的加工余量进行 锯切,同时,除去材料中不符合选材要求的缺陷部份(如开裂、腐朽、死节等)。 截料应在材料长度方向长短搭配,做到长材不短用,从而提高木材利用率。 3.2
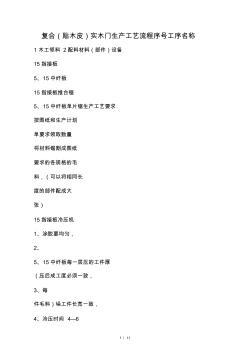
1/11 复合(贴木皮)实木门生产工艺流程序号工序名称 1木工领料2配料材料(部件)设备 15指接板 5、15中纤板 15指接板推台锯 5、15中纤板单片锯生产工艺要求 按图纸和生产计划 单要求领取数量 将材料锯割成图纸 要求的各规格的毛 料,(可以将相同长 度的部件配成大 张) 15指接板冷压机 1、涂胶要均匀, 2、 5、15中纤板每一层压的工件厚 (压后成工度必须一致, 3、每 件毛料)垛工件长宽一致, 4、冷压时间4—6 2/11 小时。 工件毛料推台锯把工件毛料锯割成 图纸要求的各规格 尺寸 门边门档中六轴钻 1、先按图纸尺寸在 立等部件三头钻各工件上画好线, 2、门档中立宽度 100内打2眼, 100-160打3眼, 160以上打4眼。质量标准备注指接板含水率<12% 留足开料的加工余量5-10mm,多个部件组合的大张须加上锯路。 1、每层工件之间必
编辑推荐下载

格式:pdf
大小:199KB
页数:2P
人气:71
 4.6
4.6
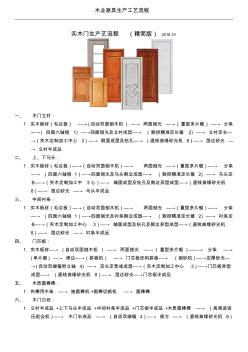
木业家具生产工艺流程 实木门生产艺流程(精简版)2018.10 一、木门立衬: 1.实木板材(毛边板)—→(自动双面刨木机)—→两面刨光—→(重型多片锯)—→分条 —→(四面六轴刨1)—→四面刨光及立衬成型—→(数控精准定长锯2)—→立衬定长— →(实木定制加工中心3)—→侧面成型及钻孔—→(直线曲缘砂光机8)—→型边砂光— →立衬半成品 二、上、下马头: 1.实木板材(毛边板)—→(自动双面刨木机)—→两面刨光—→(重型多片锯)—→分条 —→(四面六轴刨1)—→四面刨光及马头侧边成型—→(数控精准定长锯2)—→马头定 长—→(实木定制加工中3心)—→端面成型及钻孔及侧边异型成型—→(直线曲缘砂光机 8)—→型边砂光—→马头半成品 三、中间衬条: 1.实木板材(毛边板)—→(自动双面刨木机)
热门文档 实木门工艺流程
格式:pdf
大小:7KB
页数:2P
人气:71
4.3
实木门生产工艺流程 1、木料干燥 进厂的原料板材(含水率约为60-70%),装入干燥窑进行喷蒸、干燥。板材质地、厚 度不同,季节不同,喷蒸干燥的温度、时间及稳定的时间也不同。一般喷蒸的时间约15min, 加热干燥的时间约25-30d,干燥后的板材含水率约10-14%。喷蒸及加热干燥用蒸汽由项目 新上的4t/h燃煤蒸汽锅炉提供。加热干燥过程中, 根据工艺技术控制要求, 需不定时打开干燥窑排潮窗, 排放 干燥窑内的蒸气。 2、下料:(1)粗裁时,长宽各加大10mm;(需修整) (2)如组合下料,注明木皮材质,标明何种门型组合; 3、组框(1)四角方正,长宽各加大10mm (2)外框宽度规格为800-2000mm,表板为6mm中密度板,中间填充尔兰特中空创花板。 (3)加锁木,也可用锁盒。 (4)组框时如是玻璃门,确定玻璃大小及位置 4、热压工艺标准 (1)每
格式:pdf
大小:28KB
页数:15P
人气:71
4.6
木门工艺 木质木门按材料及工艺结构的形式分为原木门、实木复合门、空心门三大 类。 一、原木门的材质、工艺特点及应用 原木门,指木门的外在材质和内在材质完全统一的木门,泛指所有具有此 特点的各种类型的木门,包括原木制品的半截玻璃门及玻璃门。 1、原木门的主要特点: 主要是指原木门的区别于复合门和空心门的一些突出特点。 (1)天然性:是指原木门所具有的能够满足人们享受自然的特性。在科学 技术高度发展的今天,人工合成的材料越来越多,天然材料却日益短缺。但由 于人们环保意识和自我保护意识的增强,对天然材料的追求已成为一种时尚, 这就使原木门的天然性,成为人们十分重视的一种特性。 (2)华贵性:是指原木门往往取材于珍贵树种而且加工工艺精雕细琢的特 性。由于人们消费水平的不断提高,用以制作原木门的木材不再是普通的木材, 一般都是一些具有很多优良特性的珍贵树种,如花梨、黑胡桃、柚木等,这就
格式:pdf
大小:8KB
页数:4P
人气:71
4.4
1/4 实木门门板油漆涂装工艺的详细流程 实木门最珍贵之处就在于它的材料及油漆工艺恰当的使用,同时一款使用 寿命较长的室内门最终要的还是他的油漆涂装工艺的技巧,下面郑州欧宝特实 木门厂家在这里详细为您介绍实木门油漆涂装工艺的流程及特点 工艺流程 清扫、起钉、除油污等——砂纸打磨——润粉——砂纸打磨——第一遍满刮 腻子——磨光——第二遍满刮腻子——磨光——刷油色——刷第一遍清漆——复 补腻子——磨光——刷第二遍清漆——磨光——刷第三遍清漆——水砂纸打磨— —刷第四遍清漆——磨光——磨退打砂蜡——上光蜡擦亮。 一、清扫、起钉、除油污等 白胚处理,先用水性腻子堵钉眼,裂缝,塌陷,暗坑等缺陷,一般采用木 色水灰,也有自己调配使用的,原则是颜色必须跟木质本色相同; 特点: 这样做主要是在木材白坯有比较明显缺陷的情况下,用木色水灰进行填 补,有色透明面用比较深颜色喷涂,可以较好地遮
精华文档 实木门工艺流程
格式:pdf
大小:6KB
页数:1P
人气:71
4.5
 《工艺实木门及实木门》贵州省地方标准通过审定
《工艺实木门及实木门》贵州省地方标准通过审定 国家林业局政府网2009年2月1日报道,由贵州省林科院组织编制的《工艺实木门及实木门》贵州省地方标准于1月通过专家审定。贵州省质量技术监督局组织省林业厅、南京林业大
格式:pdf
大小:339KB
页数:18P
人气:71
4.7

ics91.060.50 p32 db52 贵州省地方标准 db52/t551—2010 工艺实木门及实木门 craftworksolidwooddoorsandsolidwooddoors 2010-06-24发布2010-09-24实施 贵州省质量技术监督局发布 www.bzfxw.com db52/t551-2010 i 目次 前言................................................................................ii 1范围..............................................................................1 2规范性引用文件
格式:pdf
大小:2.8MB
页数:27P
人气:71
4.5
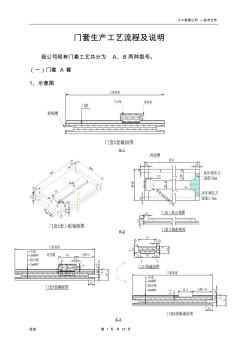
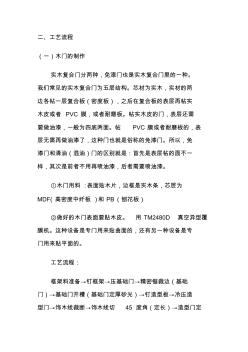
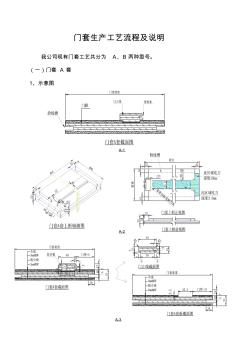
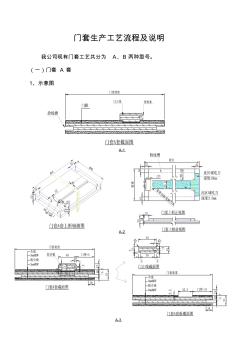
××有限公司---技术文件 机密第1页共27页 门套生产工艺流程及说明 我公司现有门套工艺共分为a、b两种型号。 (一)门套a套 1、示意图 a-1 a-2 a-3 ××有限公司---技术文件 机密第2页共27页 2.1、生产工艺流程图 工艺说明 1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取。复合板 为已加工完毕的2440×1220×22+0.2-0.2规格料(结构如a-3示意图)。门 止线为15胶合板铣型后直接包覆木皮。 2)砂光定厚:保证厚度统一,方便后工序加工,注:白色封闭漆不用砂光。 (指定设备:硬辊砂光机)。 3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不加 余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。2)、3)工序 可根据实际情况调换。(指定设备:直线锯、高精密推台锯、多片锯
格式:pdf
大小:2.7MB
页数:27P
人气:71
4.5
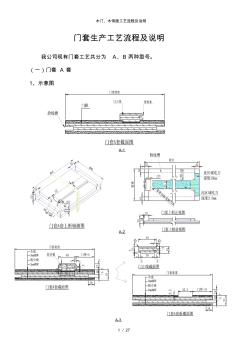
木门、木饰面工艺流程及说明 1/27 门套生产工艺流程及说明 我公司现有门套工艺共分为a、b两种型号。 (一)门套a套 1、示意图 a-1 a-2 a-3 木门、木饰面工艺流程及说明 2/27 2.1、生产工艺流程图 工艺说明 1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取。复合板 为已加工完毕的2440×1220×22+0.2-0.2规格料(结构如a-3示意图)。门 止线为15胶合板铣型后直接包覆木皮。 2)砂光定厚:保证厚度统一,方便后工序加工,注:白色封闭漆不用砂光。 (指定设备:硬辊砂光机)。 3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不加 余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。2)、3)工序 可根据实际情况调换。(指定设备:直线锯、高精密推台锯、多片锯)。 4)贴皮;先大面热压贴皮,
格式:pdf
大小:3.5MB
页数:28P
人气:71
4.4
××有限公司---技术文件 门套生产工艺流程及说明 我公司现有门套工艺共分为a、b两种型号。 (一)门套a套 1、示意图 a-1 a-2 机密 a-3 第1页共28页 ××有限公司---技术文件 2.1、生产工艺流程图 工艺说明 a-4 1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取。复合板 为已加工完毕的2440×1220×22-0.2规格料(结构如a-3示意图)。门 止线为15胶合板铣型后直接包覆木皮。 2)砂光定厚:保证厚度统一,方便后工序加工,注:白色封闭漆不用砂 光。(指定设备:硬辊砂光机)。 3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不 加余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。2)、3)工 序可根据实际情况调换。(指定设备:直线锯、高精密推台锯、多片锯)。 4
最新文档 实木门工艺流程
格式:pdf
大小:806KB
页数:23P
人气:71
4.8
. word资料 二、工艺流程 (一)木门的制作 实木复合门分两种,免漆门也是实木复合门里的一种。 我们常见的实木复合门为五层结构。芯材为实木,实材的两 边各帖一层复合板(密度板),之后在复合板的表层再帖实 木皮或者pvc膜,或者耐磨板。帖实木皮的门,表层还需 要做油漆,一般为四底两面。帖pvc膜或者耐磨板的,表 层无需再做油漆了,这种门也就是俗称的免漆门。所以,免 漆门和清油(混油)门的区别就是:首先是表层帖的面不一 样,其次是前者不用再喷油漆,后者需要喷油漆。 ①木门用料:表面贴木片,边框是实木条,芯层为mdf(高 密度中纤板)和pb(刨花板) ②做好的木门表面要贴木皮。用tm2480d真空异型覆 膜机。这种设备是专门用来贴曲面的,还有另一种设备是专 门用来贴平面的。 工艺流程: 框架料准备→钉框架→压基础门→精密锯裁边(基础 门)→基础门开槽(基础门定厚砂光
格式:pdf
大小:839KB
页数:23P
人气:71
4.6
二、工艺流程 (一)木门的制作 实木复合门分两种,免漆门也是实木复合门里的一种。 我们常见的实木复合门为五层结构。芯材为实木,实材的两 边各帖一层复合板(密度板),之后在复合板的表层再帖实 木皮或者pvc膜,或者耐磨板。帖实木皮的门,表层还需 要做油漆,一般为四底两面。帖pvc膜或者耐磨板的,表 层无需再做油漆了,这种门也就是俗称的免漆门。所以,免 漆门和清油(混油)门的区别就是:首先是表层帖的面不一 样,其次是前者不用再喷油漆,后者需要喷油漆。 ①木门用料:表面贴木片,边框是实木条,芯层为 mdf(高密度中纤板)和pb(刨花板) ②做好的木门表面要贴木皮。用tm2480d真空异型覆 膜机。这种设备是专门用来贴曲面的,还有另一种设备是专 门用来贴平面的。 工艺流程: 框架料准备→钉框架→压基础门→精密锯裁边(基础 门)→基础门开槽(基础门定厚砂光)→钉造型板→冷压造
格式:pdf
大小:2.9MB
页数:27P
人气:71
4.7
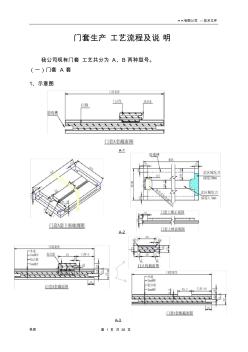
门套生产工艺流程及说明 我公司现有门套工艺共分为a、b两种型号。 (一)门套a套 1、示意图 a-1 a-2 a-3 2.1、生产工艺流程图 工艺说明 1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取。复合板 为已加工完毕的2440×1220×22+0.2-0.2规格料(结构如a-3示意图)。门 止线为15胶合板铣型后直接包覆木皮。 2)砂光定厚:保证厚度统一,方便后工序加工,注:白色封闭漆不用砂光。 (指定设备:硬辊砂光机)。 3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不加 余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。2)、3)工序 可根据实际情况调换。(指定设备:直线锯、高精密推台锯、多片锯)。 4)贴皮;先大面热压贴皮,再窄面封边。 (指定设备:热压机、封边机) 5)开槽;按工艺图纸开套板脸线槽、门止线槽。
格式:pdf
大小:2.7MB
页数:27P
人气:71
4.3
门套生产工艺流程及说明 我公司现有门套工艺共分为a、b两种型号。 (一)门套a套 1、示意图 a-1 a-2 a-3 2.1、生产工艺流程图 工艺说明 1)备料;包括复合板、木皮、门止线等的备料,到仓库统一领取。复合板 为已加工完毕的2440×1220×22+0.2-0.2规格料(结构如a-3示意图)。门 止线为15胶合板铣型后直接包覆木皮。 2)砂光定厚:保证厚度统一,方便后工序加工,注:白色封闭漆不用砂光。 (指定设备:硬辊砂光机)。 3)下料;根据生产明细进行排料下料,长度加20mm加工余量,宽度不加 余量;下料宽度误差±0.5mm,允许侧弯范围为1mm/m。2)、3)工序 可根据实际情况调换。(指定设备:直线锯、高精密推台锯、多片锯)。 4)贴皮;先大面热压贴皮,再窄面封边。 (指定设备:热压机、封边机) 5)开槽;按工艺图纸开套板脸线槽、门止线槽。
格式:pdf
大小:805KB
页数:23P
人气:71
4.4
文档 二、工艺流程 (一)木门的制作 实木复合门分两种,免漆门也是实木复合门里的一种。 我们常见的实木复合门为五层结构。芯材为实木,实材的两 边各帖一层复合板(密度板),之后在复合板的表层再帖实 木皮或者pvc膜,或者耐磨板。帖实木皮的门,表层还需 要做油漆,一般为四底两面。帖pvc膜或者耐磨板的,表 层无需再做油漆了,这种门也就是俗称的免漆门。所以,免 漆门和清油(混油)门的区别就是:首先是表层帖的面不一 样,其次是前者不用再喷油漆,后者需要喷油漆。 ①木门用料:表面贴木片,边框是实木条,芯层为 mdf(高密度中纤板)和pb(刨花板) ②做好的木门表面要贴木皮。用tm2480d真空异型覆 膜机。这种设备是专门用来贴曲面的,还有另一种设备是专 门用来贴平面的。 工艺流程: 框架料准备→钉框架→压基础门→精密锯裁边(基础 门)→基础门开槽(基础门定厚砂光)→钉造型板→冷
格式:pdf
大小:163KB
页数:1P
人气:71
4.4
实木门、原木门与生态门 实木门可非同种材质在不少人的印象里,实木门肯定是同种材质大块木头制作的实木门,比如樱桃木的实木门等。但实际上,实木门可能并不是同一种材质制成的。根据相关行业标准,实木门是指门扇、门框全部由相同树种或性质相近的实木或者集成材制作的木质门。从实木门的概念来看,目前并没有严格要求实木门必须是同
格式:pdf
大小:27KB
页数:3P
人气:71
4.8
木门窗的施工工艺流程 1.施工内容 木门窗主要可分为平开门窗及推拉门窗两大类。 对原门窗的改造主要有以下三种方式: 第一是对原门窗进行更换,拆去原门窗,定购或现场制作新门。 第二种是原门、框不动,进行装修改造,在原门扇上加贴优质饰面材料并做装饰造型,原框保留 加包门套及门口。 第三种方法是加门窗,即在无门的空间加作新隔断门,在原窗不动的条件下在内侧加装饰性强 的窗户,以提高密封性。 2.施工工艺 (1)平开木门窗:安装平开木门窗的安装程序如下: 确定安装位置→弹出安装位置线→将门窗框就位,摆正→临时固定→用线坠、水平尺将门窗框 校正、找直→将门窗框固定于→预埋在墙内→将门窗扇靠在框上→按门口划出高低、宽窄尺 寸后刨修合页槽→位置应准确。 (2)悬挂式推拉木门窗的安装程序如下: 确定安装位置→固定门的顶部→侧框板固定→吊挂件套在工字钢滑轨
格式:pdf
大小:98KB
页数:3P
人气:71
4.6
找建材产品上九正建材网 ---------------------- 全国访问量最高的建材导航站!www.***.*** 木门生产工艺流程独家揭秘 家中天天用木门,你未必知道木门怎样生产的?今天小编带你揭开木门生产流程 的面纱,记得收藏额。 选材→下料→组框→热压→齐边精裁→铣门芯板→铣门钸线→贴皮→合门→打 锁孔合页孔→试装→油漆→质检→包装入库→安装 主要制造工艺标准: 1下料: (1)粗裁时,长宽各加大10mm;(需修整) (2)如组合下料,注明木皮材质,标明何种门型组合; 2组框 (1)四角方正,长宽各加大10mm (2)外框宽度规格为800-2000mm,表板为6mm中密度板,中间填充邵尔兰 特中空创花板。 (3)加锁木,也可用锁盒; (4)组框时如是玻璃门,确定玻璃大小及位置 (5)骨架做防变形处理后,上压机压平 3热压工艺标准 (1)每次

格式:pdf
大小:13KB
页数:7P
人气:71
4.5

木门(工艺流程,施工方案,措施) a、材料产品要求 1、木门:由木材加工厂供应的木门框和扇必须是经检验合格的产 品,并具有出厂合格证,进场前应对型号、数量及门扇的加工质量全面 进行检查(其中包括缝子大小、接缝平整、几何尺寸正确及门的平整度 等)。门框制做前的木材含水率不得超过12%,生产厂家应严格控制。 2、原木:室内装饰工程中的木门窗,应采用变形量小的东北松, 花旗松.木门窗如有允许限值以内的及直径较大的虫眼等缺陷时,应用 同一树种的木塞加胶填补;对于清漆制品,木塞的色泽和木纹应与制品 一致.门窗料应采用窖法干燥的木材,含水率不应大于12%。当受条件 限制时,除东北落叶松,云南松,马尾松,桦木等容易变形的树种外, 可采用气干木树,其制作时的含水率,不 应大于当地的平均含水率,严禁选用有腐蚀,斜裂,节疤大的木料。 3、板材:室内装饰工程中的木门应采用厚木夹板,细木工板,中 密度纤维
文辑创建者
我要分享 >
职位:机械工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐