三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
2024-05-28
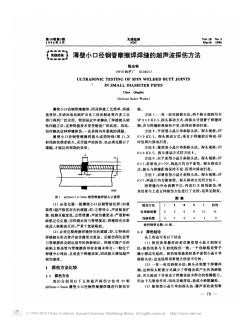
基于薄壁小口径直缝焊管生产的需要,分析了三丝埋弧焊的原理及特点,确定了焊接电流配置方式,焊丝空间排布方式,各焊丝直径大小的组合,焊剂品种的选用以及焊接电流、电弧电压、焊接速度等工艺参数。

 小口径直缝钢管焊接时阻抗器安装方式的改进
小口径直缝钢管焊接时阻抗器安装方式的改进 简要介绍了!10mm以下的小口径焊接钢管的直缝焊接生产工艺,高速焊接时阻抗器的安装方式。分析了传统工艺生产小口径焊接钢管时存在的问题和局限。通过改进阻抗器安装方式,小口径直缝焊接钢管的生产效率由过去的30m/min提高到60m/min,成材率由70%提到98%以上,效果明显。
X70直缝钢管4丝埋弧焊焊接工艺试验 根据x70管线钢的焊接性及4丝埋弧焊的特点,确定了试验步骤计划,并按计划进行试验工作,试验结果表明4丝埋弧焊适用于x70的焊接。
编辑推荐下载
格式:pdf
大小:488KB
页数:5P
人气:62
 4.4
4.4
厚壁直缝钢管五丝埋弧焊工艺的开发与应用 基于厚壁直缝焊管生产的需要,开发了五丝埋弧焊焊接工艺。论述了五丝埋弧焊原理及特点,确定了焊接电源配置方式、焊丝空间排布方法、各焊丝直径大小的组合、焊剂品种的选用以及焊接电流、电弧电压、焊接速度等工艺参数。生产实践表明,所制定的五丝埋弧焊焊接工艺是成功有效的。
热门文档 三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
格式:pdf
大小:54KB
页数:未知
人气:62
4.4
埋弧焊在焊接钢管中的应用 随着社会经济建设步伐的不断加快,钢管作为压力管道中的一种重要材料被广泛应用于社会各行各业当中,尤其是应用于石油和天然气等危险物质的运输设备建设中。因此,文章通过对直缝钢管的相关概念的介绍,重点针对其焊接技术及工艺控制进行深入的分析。为相关技术人员提供参考与借鉴。
格式:pdf
大小:456KB
页数:4P
人气:62
4.7
直缝钢管埋弧焊焊剂回收方法 分析了直缝钢管埋弧焊接时焊剂输送和回收的几种方式,介绍了焊剂输送回收的主要部件:真空源、除尘器及焊剂分离器等的原理和特点,并提出了较佳的搭配方式
格式:pdf
大小:382KB
页数:4P
人气:62
4.4
X65级薄壁直缝埋弧焊管焊接工艺试验研究 针对x65级9.5mm薄壁jcoe钢管进行了内外焊三丝和双丝两种不同焊接工艺参数的试验研究,并对两种方案的焊接接头性能进行对比分析。结果表明,两种方案均能满足技术条件要求,内外焊双丝焊接工艺生产的钢管各项指标更优。选择该方案在工厂进行了批量生产,其焊缝拉伸性能均达到标准要求,且断裂位置均位于母材;母材、焊缝及热影响区的硬度均低于较低技术条件最大允许硬度265hv10的要求;焊缝组织为针状铁素体,焊接接头具有良好的韧性。
格式:pdf
大小:109KB
页数:2P
人气:62
4.7
全氩弧熔融焊接法在薄壁不锈钢管焊接中的应用 阐述全氩弧熔融法高质量焊接薄壁不锈钢管新工艺的特点、工艺参数和显著的经济效益。
格式:pdf
大小:215KB
页数:未知
人气:62
4.4
全氩弧熔融焊接法在薄壁不锈钢管焊接中的应用 阐述全氩弧熔融法高质量焊接薄壁不锈钢管新工艺的特点、工艺参数和显著的经济效益。
精华文档 三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
格式:pdf
大小:547KB
页数:4P
人气:62
4.7
大口径直缝埋弧焊钢管生产线简介 通过对我国第一条全新引进的石油天然气长输管线制管用直缝埋弧焊钢管生产线的介绍,以及jco(渐进压力成型)与uo两种成型方式的对比,提出直缝埋弧焊钢管生产线建设的建议
格式:pdf
大小:10KB
页数:3P
人气:62
4.3
薄壁不锈钢管氩弧焊焊接 标签:薄壁不锈钢管弧焊焊接时间:2009-03-2712:44:57点击:2227回帖:0 上一篇:信赖下属的五个着陆点(图)下一篇:报价报错了,是我的错么?(图) 1、适用范围 本工法主要适用于薄壁不锈钢管氩弧焊焊接,焊接管径在dn20mm~dn175mm,管壁σ≤3mm。 对薄壁的有色金属及其合金管材(如铜及铜合金)也可适用。 2、焊接工艺原理 2.1焊接工艺评定:对一种型号的管材,在运用全自动氩弧焊时,必须根据全自动焊接的要求进 行程序编制,同时对编制好的焊接程序输入设备主机后,要进行焊接工艺的评定 (weldingprocessquality),通过工艺评定来确定所编制的程序是否合理,确保正式施焊程序的 可靠性,并进行永久性的程序。 拟定焊接工艺→按拟定工艺做评定试验→焊接工艺评定报告
格式:pdf
大小:407KB
页数:2P
人气:62
4.6
双丝埋弧焊在重型H型钢的焊接应用 为提高重型h型钢焊接生产效率,采用了成都焊研威达自动焊接设备有限公司生产的双丝双道龙门自动埋弧焊设备,进行了双丝埋弧焊的工艺试验,确定了相关焊接工艺参数。实践表明,焊缝质量好,生产效率可提高2~3倍。
格式:pdf
大小:171KB
页数:未知
人气:62
4.6
双丝双弧埋弧焊不清根技术在焊接H型钢全熔透主焊缝作业中的应用 双丝双弧埋弧焊是近年来在中国建筑钢结构制造企业逐步推广的高效焊接设备,本文主要是研究使用双丝双弧埋弧焊设备焊接h型钢,并采用不清根技术进行生产作业,经过多次不同方案的试验和生产实践,总结出双丝双弧埋弧焊不清根技术焊接工艺参数、作业基准,最终获得了与传统清根全熔透焊接工艺相同的焊接质量。该技术的应用大幅度提高了生产效率,改善生产作业环境,为双丝双弧埋弧焊的推广应用及全熔透焊缝的施工方法开辟了新的思路。
最新文档 三丝埋弧焊工艺在薄壁小口径直缝钢管焊接中的应用
格式:pdf
大小:276KB
页数:2P
人气:62
4.4
直缝埋弧焊钢管焊接工艺要点 作为压力管道的一种,直缝埋弧焊钢管越来越多地被应用于石油、天然气等危险介质的传输上,其制造质量在很大程度上决定了该种管道的使用性和安全性。阐述了埋弧焊的有关概念,重点介绍了直缝埋弧焊钢管的焊接工艺,包括焊接材料、焊前准备、焊接电流、焊接速度等焊接工艺参数的选择。
格式:pdf
大小:709KB
页数:5P
人气:62
4.6
双丝埋弧焊工艺及焊接接头性能研究 采用双丝和单丝埋弧焊方法进行焊接试验,比较了双丝和单丝埋弧焊条件下焊丝金属的熔敷率,从焊接接头断面、接头金相组织以及接头力学性能等方面进行了分析。结果表明,采用双丝埋弧焊工艺使焊接效率提高,焊缝熔深增加、熔宽增大,热影响区金属的成分偏析现象减弱,接头性能满足技术要求,但焊缝区有时会产生魏氏组织,使焊缝区金属的冲击韧度降低。
格式:pdf
大小:466KB
页数:3P
人气:62
4.8
直缝焊管多丝埋弧焊焊接工艺 以材质为x70,φ1016×26.2mm的直缝焊管为例,对其多丝埋弧焊焊接工艺进行了研究。对影响直缝焊管焊接质量的电源、焊剂、焊丝、焊接工艺参数进行了分析。通过分析,为各种不同口径、材质直缝焊管的多丝埋弧焊焊接工艺研究奠定了基础。
格式:pdf
大小:168KB
页数:2P
人气:62
4.3
直缝焊管多丝埋弧焊焊接工艺 针对多丝埋弧焊焊接工艺进行了分析和探讨,同时分析了焊丝、焊剂以及电源等对直缝焊管焊接质量具有直接影响的因素。通过上述的研究,希望能够有效的促进多丝埋弧焊焊接工艺在各种不同材质以及不同口径等方面的进一步发展。
格式:pdf
大小:113KB
页数:2P
人气:62
4.5
本文介绍了窄间隙焊接工艺在电站锅炉小口径管制造中的应用,阐述了窄间隙坡口的加工要求、窄间隙热丝tig焊的参数设定、窄间隙手工氩弧焊的操作要点及窄间隙坡口焊接接头在力学性能方面的优势等。

格式:pdf
大小:13KB
页数:8P
人气:62
4.3

d(a)圆形口方形口六边形口边×边×厚 %20×20×3 40.098厚度%kg/m厚度%kg/m4 4.50.1250.21.571078.525×25×3 50.1540.1960.251.9631186.44 5.60.1930.32.3551294.230×30×4 60.2220.2830.352.74813102.132×32×3 6.30.2450.43.1414109.94 70.3020.3850.453.53315117.836×36×3 80.3950.5020.4350.53.92516125.64 90.4990.6360.5510.554.31817133.540×40×3 100.6170.7850.68
格式:pdf
大小:375KB
页数:未知
人气:62
4.3
小口径不锈钢管的焊接工艺方法 某单位的1cr18ni9ti不锈钢管道,规格为φ48mm×6mm,工作压力为30mpa,焊接质量要求高,焊接接头内不允许有焊瘤、凹陷及过烧现象,并进行100%x射线探伤(ⅰ级)及严格的通球检验。1cr18nigti不锈钢虽然具有较好的焊接性,但由于该管道直径较细,壁厚较大,施焊时如焊接工艺不当,极易在焊接接头内成形焊道上出现过烧氧化、焊瘤、凹陷以及产生晶间腐蚀等缺陷,使其力学性能
格式:pdf
大小:296KB
页数:4P
人气:62
4.4
浅谈薄壁不锈钢管焊接连接施工工艺 本文以tig焊法为例,从工艺原理、工艺特点、施工工艺流程及工艺要点等方面,详细阐述薄壁不锈钢管的焊接连接施工工艺,总结出一套行之有效的薄壁不锈钢管焊接施工工艺方法。
文辑创建者
我要分享 >
职位:通信与广电工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐