镗床攻螺纹卡头设计
2024-06-30
机械加工过程中,一些零件的螺纹孔与基准面要求同轴,且受零件形状、重量等限制条件的情况下,立式钻床无法保证其形位公差要求。此外,由于大尺寸螺纹孔无法手工攻螺纹,在没有专用机床的情况下,就需要

 钻床攻螺纹自动控深装置
钻床攻螺纹自动控深装置 我公司是全国最大的专业曲轴生产公司,对曲轴的加工不仅工艺先进,而且正形成规模化和系统化。因此,对机械加工机床的精度及功能要求越来越高。为了适应公司发展的需要,我们也在不断地对机床进行技术改造,使之与生产需求相适应。下面仅从钻削曲轴大盘螺纹孔工序进行分析研究与改
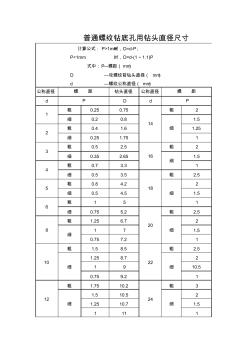
公称直径钻头直径公称直径 ddd 粗0.250.75粗2 细0.20.81.5 粗0.41.61.25 细0.251.751 粗0.52.5粗2 细0.352.651.5 粗0.73.31 细0.53.5粗2.5 粗0.84.22 细0.54.51.5 粗151 细0.755.2粗2.5 粗1.256.72 171.5 0.757.21 粗1.58.5粗2.5 1.258.72 1910.5 0.759.21 粗1.7510.2粗3 1.510.52 1.2510.71.5 1111 普通螺纹钻底孔用钻头直径尺寸 式中:p—螺距(mm) 计算公式:p>1mm时,d=d-p
编辑推荐下载
格式:pdf
大小:117KB
页数:2P
人气:56
 4.5
4.5
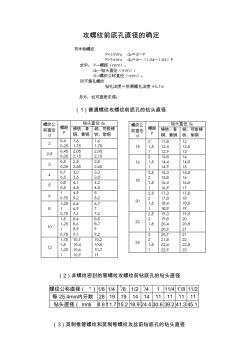
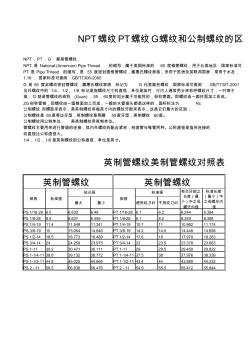
攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径 螺纹公称直径(")1/81/43/81/23/4111/413/811/2 每25.4mm内牙数281919141411111111 钻头直径(mm)8.811.715.218.924.430.639.241.345.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 英制锥管螺纹英制锥螺纹 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417.
格式:pdf
大小:121KB
页数:2P
人气:56
4.6

攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径 螺纹公称直径(")1/81/43/81/23/4111/413/811/2 每25.4mm内牙数281919141411111111 钻头直径(mm)8.811.715.218.924.430.639.241.345.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 英制锥管螺纹英制锥螺纹 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417
热门文档 镗床攻螺纹卡头设计
格式:pdf
大小:369KB
页数:2P
人气:56
4.4
不锈钢螺母的钻孔、攻螺纹 在石油、化工行业机械设备及管道的紧固联接中,为了确保联接的牢固,严防腐蚀失效,不锈钢紧固件被广泛应用,其材质一般为铬不锈钢或铬镍不锈钢。铬不锈钢分为wcr=12%、wcr=17%和wcr=27%等种类;铬镍不锈钢中wcr=17%-20%,wni=8%-11%。铬镍不锈钢的抗腐蚀性能及力学性能比铬不锈钢高,因而被首先利用。例如1cr18ni9ti,其特点是韧性大、强度高、导热性差,切屑的粘附性和加工硬化趋势较强,故无论是切削还是钻削性能都不良,尤其是在不锈钢螺母工件上钻孔、攻螺纹,钻头上易产生积瘤,出现“胀牙”现象;攻螺纹速度慢、丝锥易出现咬死或扭断、工件表面粗糙度差等不良情况,产品质量不佳。为此本文就工作中遇到的规格m24-m36、材质1cr18ni9ti不锈钢螺母的钻孔、螺纹问题略谈以下几点看法,供参考。
格式:pdf
大小:87KB
页数:2P
人气:56
4.7
普通丝锥攻螺纹的方法及问题处理 螺纹是机械零件上最常见的结构,用丝锥攻螺纹也是使用比较普遍的加工方法。在机电类专业的学生实训中,用普遍丝锥攻螺纹是实训项目之一。就实训中用普通丝锥攻螺纹的方法及出现的问题进行探讨。
格式:pdf
大小:208KB
页数:1P
人气:56
4.5
不锈钢工件的钻孔与攻螺纹 由于不锈钢材料韧性大、热强度高、导热性差,在加工中切削力大、切屑粘性强,在刀具上积聚的热量愈多,切屑带走的热量就愈少,切削的热量难于扩散,致使刀具发热,降低刀具的切削性能,故带来一系列问题。为了提高产品质量和生产效率,因此在不锈钢工件上钻孔、攻螺纹两个工艺方面在克服不足之处可采取一些措施。
格式:pdf
大小:132KB
页数:2P
人气:56
4.6
钛合金球面上盲孔小直径攻螺纹工艺 钛合金属于难加工材料,对于钛合金球面上盲孔小直径攻螺纹更是实际生产中棘手的问题,也是工艺方面的瓶颈。本文通过典型壳体球面上盲孔小直径攻螺纹总结一套有效加工方法,通过实际证明该方法有效地解决了此类结构零件的攻螺纹问题。
格式:pdf
大小:142KB
页数:2P
人气:56
4.7
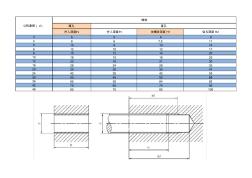
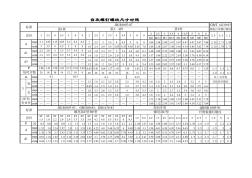
通孔 拧入深度h拧入深度h攻螺纹深度h1钻孔深度h2 6569 867.511 1081014 12101217 15121420 18151825 22182130 28242833 35303547 42354255 50455268 65556482 75657495 857585108 8 6 公称直径(d) 铸铁 盲孔 5 4 3 20 16 12 10 48 42 36 30 24
精华文档 镗床攻螺纹卡头设计
格式:pdf
大小:373KB
页数:3P
人气:56
4.4
牵引电机抱轴瓦镗瓦工艺及专用镗床设计 拟定牵引电机抱轴瓦镗瓦工艺流程,并详细设计与制定牵引电机抱轴瓦镗瓦工序内容。设计开发了镗削抱轴轴瓦加工的专用机床,采用顶针作为镗削电机抱轴轴瓦的主要定位夹紧装置,导向自定位装置用来提高单刃镗刀的轴向刚度和定位精度,选取合适的动力头、液压滑台和直线导轨来完成镗削的进给运动。
格式:pdf
大小:535KB
页数:23P
人气:56
4.5
南华大学船山学院 电气传动技术课程设计 题目基于plc的镗床t68电气设计 专业名称电气工程及其自动化 指导教师 指导教师职称 班级 学号 学生姓名 2014年12月31日 i 电气传动技术课程设计任务书 设计(论文)内容及其要求: 1、设计内容 为了适应各种加工工艺的要求,有较大的调速范围,主电动机采用双速电动机,用于拖动主 运动和进给运动。主运动和进给运动的调速采用变速孔盘机构。各进给部分的快速移动,采 用一台快速移动电动机拖动。 设计要求:选用西门子7s-200系列的plc对t68卧式镗床的电气控制系统进行改造设计。 给定参数:主电动机7.5kw,1460/2880r/min,380v;快速移动电动机3kw,1430r/min,380v。 2、工作流程图法的设计步骤: 2.1绘制工作流程图; 2.2绘制电器主接线图和plc端子接线图

格式:pdf
大小:117KB
页数:2P
人气:56
4.4

攻螺纹前底孔直径的确定 (1)普通螺纹攻螺纹前底孔的钻头直径 (2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径 螺纹公称直径(")1/81/43/81/23/4111/413/811/2 每25.4mm内牙数281919141411111111 钻头直径(mm)8.811.715.218.924.430.639.241.345.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径 英制锥管螺纹英制锥螺纹 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 公称直径 (") 每25.4mm 内牙数 钻头直径 (mm) 1/8288.41/8278.6 1/41911.21/41811.1 3/81914.73/81814.5 1/21418.31/21417.
格式:pdf
大小:1.2MB
页数:1P
人气:56
4.7
普通丝锥攻螺纹操作中的常见问题及解决方法 利用普通丝锥攻螺纹是加工螺纹的一种传统方法,也是攻丝最常用的加工方法,还是中职学校钳工专业学生的必修技能。学生在学习的过程中,总会遇到各种问题。作为一名中职学校的钳工实习教师,笔者根据多年的教学经验,将其中的常见问题及解决方法总结如下。
最新文档 镗床攻螺纹卡头设计

格式:pdf
大小:26KB
页数:2P
人气:56
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
格式:pdf
大小:50KB
页数:1P
人气:56
4.6
随着我国工业水平不断提高,制造装备水平也得到前所未有的发展,数字化智能化装备大量应用,而这些都离不开先进的制造业。由些可见,制造业设备的革新变得越来越重要,特别是机床设备的革新对制造业的发展起着制约作用,镗床是一种具有综合加工能力的精加工机床,目前我国机械加工企业中还有较多半自动机床,已经不能满足现在工艺要求,所以机床自动化改造有较好前景。
格式:pdf
大小:979KB
页数:5P
人气:56
4.4
数控铣镗床头库附件头自动更换管理软件开发设计 以数控落地铣镗床头库附件头自动更换,配备西门子840d数控系统为例,介绍了基于cnc和plc控制程序,并融合了用户变量、用户宏变量指令及drp双口ram数据交换等功能的,一种开发设计机床功能控制软件的方法,供参考。
格式:pdf
大小:189KB
页数:未知
人气:56
4.6
巧用车床尾座套筒攻螺纹 根据设备状况,利用车床尾座套筒,我们设计了一种专用攻螺纹装置,在大批节的产品攻螺纹中使用效果较好,现介绍如下。在攻丝前把尾座上的手轮及套筒内的丝杠拆掉,
格式:pdf
大小:119KB
页数:未知
人气:56
4.8
在钻床上用大型丝锥攻螺纹 在日常生产加工中,我们用丝锥攻内螺纹的方法仅限用于小于m42内螺纹的成形,而大于m42的内螺纹,因螺纹螺距大,攻制时丝锥承受的切削力较大,常出现操作力矩不够致无法切削,或力矩过大致螺牙崩碎,甚至折断丝锥的情况。如我厂型号为专200j547y320nb阀门的阀体,材料是耐热钢10mowvnb,热处理后硬度为160~190hbw,抗拉强度为550~612mpa,需攻螺纹m56×5.5-6h共
格式:doc
大小:38KB
页数:4P
人气:56
5
 不锈钢攻螺纹
不锈钢攻螺纹 "不锈钢攻螺纹"是一种常见的机械加工技术,主要应用于不锈钢材料的螺纹加工。这项技术在工业生产中具有广泛的应用,特别是在航空航天、船舶制造、石油化工等领域。通过不锈钢攻螺纹,我们可以有效地在不锈钢材料上加工出螺纹,以满足各种机械设备的装配需求。
格式:pdf
大小:214KB
页数:3P
人气:56
4.7
浅谈不锈钢攻螺纹技巧 随着我国生产制造业的迅速发展,产品向着小型化、美观化等方向发展。不锈钢材料由于具有耐腐蚀性并兼有强度和韧性方面的优异性能,在高压电器工业领域,得到了日益广泛的应用。不锈钢材料的韧性大、热强度高、导热系数低、切削时塑性变形大、加工硬化严重、切削热多、散热困难等特点,造成刀尖处切削温度高、切屑粘附刃口严重,
文辑创建者
我要分享 >
职位:消防预结算设计员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐