碳钢法兰加工工艺
2025-02-17

碳钢法兰的常用工艺 碳钢法兰,它是一种由碳钢材质所制作而成的法兰盘。山东伊莱 特重工有限公司今天就来跟您探讨一下碳钢法兰的常用工艺: 对于制造这一产品的碳钢材料多种多样,所以说制造碳钢法兰的 原料的材质选购范围是十分广泛的。在对它生产过程中需要主要运用 的技术工艺主要有以下四个方面,一种是对它进行锻造工艺处理,一 种是将其进行铸造工艺处理,还有就是要用中板来进行卷制,另外就 是要把它进行中板的割制。在生产的过程中,各个工艺制造成本也是 不同的,其中属锻造工艺所需要的成本最高,中板制造属第二,最低 的是铸造产品的成本。老话说的好,便宜没好货,好货不便宜,这句 话在这里也是比较恰当的,因为这几种工艺所制造出来的产品质量与 成本也是成正比的,制造的成本越高的工艺,其产品质量也就会越高, 成本越低的工艺其生产出来的产品质量也就越差。碳钢法兰应用最 多的地方应该就是在管道的
碳钢法兰应用以及简介
编辑推荐下载
格式:pdf
大小:437KB
页数:4P
人气:75
 4.4
4.4

重庆z41h-16c碳钢法兰闸阀 产品说明书 一、z41h-16c碳钢阀门用途 铸钢闸阀z41h广泛适用于我们厂工艺管道、水蒸气管路上作接通或截断管路中 介质的启闭装。 二、z41h-16c碳钢阀门引用标准 设计制造:按gb/t12234-89的规定 结构长度:按gb/t12221-89的规定 法兰面尺寸:按jb79gb/t9112-9131的规定 检查与试验:按jb/t9092-99gb/t13927-92的规定 传动方式:手动、电动、齿轮传动 三、z41h-16c碳钢阀门优点 1.流体阻力小,密封面受介质的冲刷和侵蚀小。 2.开闭较省力。启、闭所需力矩较小; 3.可以使用在介质向两方向流动的环网管路上,也就是说介质的流向不 受限制; 4.形体简单,结构长度短,制造工艺性好,适用范围广。全开时,密 封面受工作介质的冲蚀比截止阀小; 5.结构长度比较短。 四、z4
热门文档 碳钢法兰加工工艺
格式:pdf
大小:146KB
页数:4P
人气:75
4.5
 碳钢法兰密封面堆焊镍基合金耐蚀层的试验研究
碳钢法兰密封面堆焊镍基合金耐蚀层的试验研究 通过对各种焊接工艺条件分析和焊接工艺评定,确定耐蚀堆焊工艺,并得到质量较好的法兰密封面堆焊层。堆焊方案采用钨极氩弧焊,在astma350—lf2碳钢基体上多层堆焊镍基合金ernicrmo—3(inconel625)耐蚀层。堆焊层金属与基体结合良好,组织细密,具有较好耐蚀性,并有效地指导了实际生产,保证重点建设工程的顺利实施。
格式:pdf
大小:114KB
页数:2P
人气:75
4.8
不锈钢法兰加工工艺的探讨 在实际生产中我们经常会遇到材质为不锈钢的零件,零件加工后常会出现尺寸、形位公差或表面粗糙度超差,其原因都是由不锈钢这种材料本身的特性决定的。本文通过一个不锈钢法兰工艺规程的编制,就不锈钢零件加工刀具材料、刀具几何角度、切削用量选择作了详细的说明。
格式:pdf
大小:150KB
页数:1P
人气:75
4.5
浅析不锈钢法兰加工工艺的改进 在实际生产中我们经常会遇到材质为不锈钢的法兰类零件,零件加工后常会出现尺寸、形位公差或表面粗糙度超差,其原因都是由不锈钢这种材料本身的特性决定的。针对不锈钢材料的特性,采用特定的法兰现场加工工艺,不仅可节约材料、降低生产成本,而且在生产中有良好的实际效果。
格式:pdf
大小:6KB
页数:2P
人气:75
4.6
不锈钢法兰加工方法 对刀具几何参数的要求: 加工不锈钢时,刀具切削部分的几何形状,一般应从前角、后角方面的选择来考虑。 在选择前角时,要考虑卷屑槽、有无倒棱和刃倾角的正负角度大小等因素。不论何种刀具, 加工不锈钢时都必须采用较大的前角。增大刀具的前角可减小切屑切离和清出过程中所遇到 的阻力。对后角选择要求不十分严格,但不宜过小,后角过小容易和工件表面产生严重摩擦, 使加工表面粗糙度恶化,加速刀具磨损。并且由于强烈摩擦,增强了不锈钢表面加工硬化的 效应;刀具后角也不宜过大,后角过大,使刀具的楔角减小,降低了切削刃的强度,加速了 刀具的磨损。通常,后角应比加工普通碳钢时适当大些。对刀具切削部分表面粗糙度的 要求: 提高刀具切削部分的表面光洁度可减少切屑形成卷曲时的阻力,提高刀具的耐用度。 与加工普通碳钢相比较,加工不锈钢时应适当降低切削用量以减缓刀具磨损;同时还要选择 适当的冷
格式:pdf
大小:31KB
页数:3P
人气:75
4.5
不锈钢法兰加工 工艺路线图:下料→热处理→粗车→精车→车螺纹→钻孔→扩孔→钳工去毛刺 二不锈钢法兰的生产加工方法 第一、选择落料,完成后,进入下道工序,不锈钢不同的工件根据加工的要求 进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一 两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,以免 其它工序先加工后会发生干涉,不能完成需要的加工。在上盖或下壳上有卡勾时, 如折弯后不能碰焊要在折弯之前加工好。第二、折弯时要首先要根据图纸上的尺 寸,不锈钢材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形 是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用 根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外, 先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用 整平模将工件压
精华文档 碳钢法兰加工工艺

格式:pdf
大小:305KB
页数:5P
人气:75
4.4
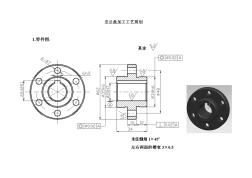
法兰盘加工工艺规划 2.零件分析 1)零件的结构特点 该法兰是一个过渡联接件,用于轴与其他部件的联接,轴与¢20h7孔配合,并通过键槽传递扭矩,¢34h6和¢35h6分别用于不同孔径 部件配合。6个¢7的孔用于部件的紧定。 2)零件毛坯与生产纲领 零件毛坯采用ht200铸造而成,年产量为5000件,属小批生产。 查表的总体毛坯余量为径向单边3mm,轴向3mm。 3)零件各加工表面及技术要求(查公差与配合表) 序号加工表面基本尺寸(mm)公差等级(mm)尺寸公差(mm)位置公差(mm)表面粗糙度(m) 162外圆面62自由公差————6.3 235外圆面35it6 0 -0.016 0.020.8 334外圆面34it60 -0.016 0.020.8 420内孔20it7 +0.021 0
格式:pdf
大小:165KB
页数:3P
人气:75
4.8
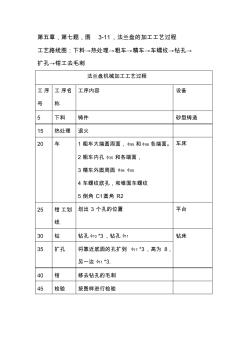
第五章,第七题,图3-11,法兰盘的加工工艺过程 工艺路线图:下料→热处理→粗车→精车→车螺纹→钻孔→ 扩孔→钳工去毛刺 法兰盘机械加工工艺过程 工序 号 工序名 称 工序内容设备 5下料铸件砂型铸造 15热处理退火 20车1粗车大端圆周面,95和56各端面。 2粗车内孔35和各端面, 3精车外圆周面9455 4车螺纹底孔,和锥面车螺纹 5倒角c1圆角r2 车床 25钳工划 线 划出3个孔的位置平台 30钻钻孔10*3,钻孔11钻床 35扩孔将靠近底面的孔扩到17*3,高为8, 另一边11*3. 40钳修去钻孔的毛刺 45检验按图样进行检验 二、轴类零件机械加工工艺过程 工艺路线: 下料→正火→粗车→调质→半精车→粗磨→精磨→检验 轴类零件的加工工艺过程 工序号工序名称工序内容设备 5准备4
格式:pdf
大小:35KB
页数:4P
人气:75
4.6
法兰盘加工工艺 1零件的工艺分析 法兰盘是一回转体零件,有一组加工表面,这一组加工表面以φ60h11为中心,包括:一 个φ062.0070mm的端面,一个φ70k6的端面,尺寸为φ 0 35.0120mm的圆柱面,长度为20mm的外 圆柱面,以及三个大径为φ16043.00mm小径为φ10 043.0 0mm的螺栓孔 这组加工表面是以φ60h11为中心,其余加工面都与它有位置关系,可以先加工φ 062.0 070mm的端面,再借助专用夹具以这个端面为定位基准加工另一端面,然后再加工其它加 工表面. 2工艺规程设计 2.1确定毛坯 该零件材料为ht200。由于其铸造性能良好,且为中批生产,可选择砂型铸造机器造型。 毛坯的热处理方式 铸件铸造后应安排时效处理,以消除残余的铸造应力,防止在机械加工过程中出现变
最新文档 碳钢法兰加工工艺
格式:pdf
大小:49KB
页数:1P
人气:75
4.3

doi:10.19392/j.cnki.1671-734.201906128 ss316l不锈钢法兰的加工工艺研究 覃涛 广西工业技师学院广西南宁530031 摘要:在ss316l不锈钢法兰的加工过程中,首件试切发现存在一定的问题,如效率低不能批量化,精度不符合标准等。对 这些问题的发生原因加以分析,进而采取有效的措施,对专用夹具加以设计,并对加工工艺进行优化,从而解决问题,提高ss316l 不锈钢法兰的加工效率和产品合格率。 关键词:ss316l;不锈钢法兰;加工工艺 在两个轴承、设备的连接中,需要使用法兰这一配件,目前 管道施工中一种主要的连接方式就是法兰连接,具有承压能力 大、拆卸方便等优势。为了对ss316l不锈钢法兰加工工艺进 行研究,选取了相应型号减速机的法兰零件。在实际加工当 中,发现有不符合图纸要求的地方。基
格式:pdf
大小:1.2MB
页数:5P
人气:75
4.5

玻璃钢法兰的结构设计及成型工艺 第六图书馆 根据玻璃钢材料的性能特点,结合实际生产及应用,探讨了玻璃钢法兰的结构设计及成型工艺。根据玻璃钢材料的性能特点,结合实际 生产及应用,探讨了玻璃钢法兰的结构设计及成型工艺。玻璃钢法兰结构设计管道法兰管道技术与设备徐国平马鞍山玻纤玻 钢厂1998第六图书馆 www.***.*** 第六图书馆 http://www.***.***第六图书馆 www.***.*** 第六图书馆 http://www.***.***第六图书馆 www.***.*** 第六图书馆 http://www.***.***第六图书馆 www.***.*** 第六图书馆 http://www.***.***第六图书馆 www.***.*** 第六图书馆
格式:pdf
大小:9KB
页数:1P
人气:75
4.4
现行的国标规范里,只是规定了薄钢板法兰(即共板法兰)风 管的使用范围: 适用压力等级:中压(500pa<p≤1500pa)、低压(p≤500pa) 适用风管尺寸:长边≤2000mm, 现行的国标规范里,没有强制规定共板法兰不能用在排烟管 道上。 只是规定了薄钢板法兰(即共板法兰)风管的使用范围: 适用压力等级:中压(500pa<p≤1500pa)、低压(p≤500pa) 适用风管尺寸:长边≤2000mm,
格式:pdf
大小:52KB
页数:2P
人气:75
4.4
不锈钢法兰锻造工艺 本文对成品油船通岸接管中不锈钢法兰的热成形过程作总结性介绍。具体从材料的加热控制、模具的设计、锻压成形、锻后热处理几个方面介绍不锈钢法兰的锻造工艺。
格式:doc
大小:35KB
页数:4P
人气:75
4.9
 碳钢法兰用字母怎么表示
碳钢法兰用字母怎么表示 本文将详细介绍在建设工程领域中,碳钢法兰使用字母进行表示的相关内容。文章将从不同角度对碳钢法兰的表示方法进行详细说明,并进行对比分析,帮助读者更好地理解和应用。
格式:doc
大小:29KB
页数:5P
人气:75
4.6
国标碳钢法兰标准 本文将详细介绍国标碳钢法兰标准在建设工程领域的应用。首先,我们会对国标碳钢法兰进行全面的描述,包括其定义、分类和特点。接着,我们将探讨国标碳钢法兰与其他类型法兰的对比,并详细说明其在建设工程中的优势和适用范围。最后,我们将总结本文内容,并给出对国标碳钢法兰标准的展望。
格式:doc
大小:76KB
页数:4P
人气:75
4.9
碳钢法兰怎么表示 本文将详细介绍在建设工程领域中,碳钢法兰的表示方法。我们将从碳钢法兰的定义开始,逐步介绍其标准表示方式、尺寸和材料规格等内容。
文辑创建者
我要分享 >
职位:室内效果图设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐