铜牌装配工艺规范
2024-06-13


阀门装配过程规范 1、目的 本规范对阀门装配工作程序和试压标准规范作出了规定,以确保装配和试压的阀门 达到质量标准的要求;保证阀门装配质量达到图纸、标准和有关规程的要求。 2、适用范围 适用于本公司生产的所有阀门的装配和测试过程。 3、职责 3.1装配车间主任对阀门的装配 质量负责。应安排责任心强、业务熟练的工人担任阀门的装配和试压工作;应教育 职工在本职工作中自始至终贯彻本公司的质量方针,不断提高产品质量。 3.2承担装配和试压的钳工要认真工作,确保所装的阀门达到质量标准的要求。 3.3检验员要细致工作,敢于负责,确保经检验的阀门达到质量标准的要求。 3.4技术部门要做好日常生产的技术服务,不断完善阀门图样及有关技术文件,使 产品质量的提高有更可靠的保证。 4、工作程序 4.1零部件的领取 4.1.1按装配工序流程卡规定的阀门总图的明细表领取全部零部件。
led灯装配工艺 振达科技有限公司led灯装配工艺指导规程编号 dcg81系列led隔爆型防爆灯装配工艺规程 1、适用范围 本工艺规程适用于led防爆灯(压铸铝外壳)组装与检验。 2、材料与零部件 3、设备与工具 3.1220v60w电烙铁、φ0.8mm焊锡丝。 3.2专用周转箱 3.3镊子 3.4电子钳、剥线钳 3.5十字螺丝刀 4、操作工艺过程 4.1检查 (1)组装工作开始前先检查工具是否准备齐全。 (2)检查所需要的材料和零部件是否齐全。 (3)装配前先对材料和零部件检查是否损坏、瑕疵。 (4)led驱动先检测是否合格。 4.2装配 (1)先把外壳清洗干净,干燥后,置于安装平台上。 (2)将驱动腔和光源腔用4颗m6内六角螺栓紧固,胶封4个螺栓孔。 (3)将led (4)在led背面涂满薄薄一层导热硅脂,将led轻轻按在固定位置,左
编辑推荐下载

格式:pdf
大小:542KB
页数:6P
人气:76
 4.6
4.6
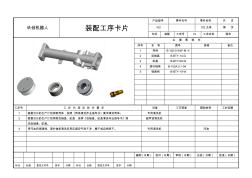
华创机器人装配工序卡片 产品型号零件代号零件名称共页 102102主体第页 车间装配工序号10工序名称清洗 主要零部件 序号名称图号规格备注 1壳体b-102-01aw-ⅱ-4 2齿轴盖b-bty-14-g 3缸盖b-bty-09-w 4滚针轴承b-102a.0.1-04 5调速阀b-bty-10-w 工步号工步内容及技术要求设备工艺装备辅助材料工时定额 1根据当日的生产计划领取壳体,按照《壳体清洗作业指导书》要求清洗壳体。专用清洗机 2根据当日的生产计划领取齿轴盖、缸盖,按照《齿轴盖、缸盖清洗作业指导书》清超声波清洗机 洗齿轴盖、缸盖。 3用汽油将调速阀、滚针轴承清洗后用压缩空气软干净,擦干或自然晾干。专用清洗机汽油 编制(日期)校对(日期)审核(日期)会签(日期)
热门文档 铜牌装配工艺规范
格式:pdf
大小:54KB
页数:9P
人气:76
4.6
电缆组件装配工艺规范 电子设备系统、分系统之间电气连接用的连接电缆,是由各种绝缘电线、屏蔽线和电 连接器组成。由于很多电缆工作在电子机箱、机柜的外面,没有固定安装,易受各种机械 损伤,破坏电气连接,因此,电缆装配有其特殊要求。 1线扎的加工工艺 电子设备的电气连接主要依靠各种规格的导线来实现。在一些较复杂的电子设备中, 连接的导线多且复杂,如果不加任何整理,就会显得十分混乱,即不美观也不便于查找。 为了简化装配结构,减少占用空间,便于检查、测试和维修等,常常在产品装配时,将相 同走向的导线绑扎成一定形状的线扎(又称线把、线束)。采用这种方式,可以将布线和产 品装配分开,便于专业生产,减少错误,从而提高整机装配的安装质量。 1.1线扎的走线要求 ①不要将信号线和电源线捆绑在一起,以防止信号相互干扰。 ②输入、输出的导线不要排在一个线束内,以防止信号回授。若必须排在一起时,应 使用屏蔽导线
格式:pdf
大小:501KB
页数:10P
人气:76
4.5
电缆组件装配工艺规范 电子设备系统、分系统之间电气连接用的连接电缆,是由各种绝 缘电线、屏蔽线和电连接器组成。由于很多电缆工作在电子机箱、机 柜的外面,没有固定安装,易受各种机械损伤,破坏电气连接,因此, 电缆装配有其特殊要求。 1线扎的加工工艺 电子设备的电气连接主要依靠各种规格的导线来实现。在一些较 复杂的电子设备中,连接的导线多且复杂,如果不加任何整理,就会 显得十分混乱,即不美观也不便于查找。为了简化装配结构,减少占 用空间,便于检查、测试和维修等,常常在产品装配时,将相同走向 的导线绑扎成一定形状的线扎(又称线把、线束)。采用这种方式, 可以将布线和产品装配分开,便于专业生产,减少错误,从而提高整 机装配的安装质量。 1.1线扎的走线要求 ①不要将信号线和电源线捆绑在一起,以防止信号相互干扰。 ②输入、输出的导线不要排在一个线束内,以防止信号回授。若 必须排在一起时,应
格式:pdf
大小:73KB
页数:10P
人气:76
4.6
1范围 本规程适用于低压开关柜、控制柜(以下简称装置)的装配。 本规程规定了装置在电气装配过程中的工艺要求,包括元件的安装、二次配线和母排的加工及整体 结构的要求等内容。 本规程不涉及装置的特殊要求,其特殊要求由用户与厂方商定。 2引用标准 gb7251.1-2005《低压成套开关设备和控制设备》 jb/t9661-1999《低压抽出式成套开关设备》 gb/t2681-1981《电工成套装置中的导线颜色》 gb/t2682-1981《电工成套装置中的指示灯和按钮的颜色》 3装配准备 3.1首先应熟悉装配图和技术要求。 3.2根据图纸要求和器材定额清单,领取所需元器件、辅助件,并认真检查,核对其型号、规格、 数量是否符合图纸设计要求。 3.3检查元器件、零配件、辅助件、外购件的合格证、说明 书是否齐全。 3.4检查柜体是否符合技术图纸要求。 3.5成批成套的柜体表面涂覆颜色
格式:pdf
大小:106KB
页数:20P
人气:76
4.3

1范围 本规程适用于低压开关柜、控制柜(以下简称装置)的装 配。 本规程规定了装置在电气装配过程中的工艺要求,包括元 件的安装、二次配线和母排的加工及整体结构的要求等内容。 本规程不涉及装置的特殊要求,其特殊要求由用户与厂方 商定。 2引用标准 gb7251.1-2005《低压成套开关设备和控制设备》 jb/t9661-1999《低压抽出式成套开关设备》 gb/t2681-1981《电工成套装置中的导线颜色》 gb/t2682-1981《电工成套装置中的指示灯和按钮的颜色》 3装配准备 3.1首先应熟悉装配图和技术要求。 3.2根据图纸要求和器材定额清单,领取所需元器件、辅助件, 并认真检查,核对其型号、规格、数量是否符合图纸设计要求。 3.3检查元器件、零配件、辅助件、外购件的合格证、说明 书是否齐全。 3.4检查柜体是否符合技术图纸要求。 3.5成批成套的
格式:pdf
大小:165KB
页数:8P
人气:76
4.4
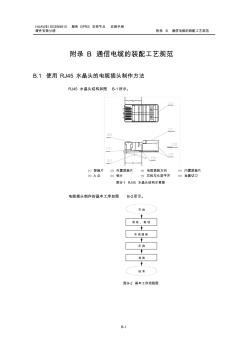
huaweisgsn9810服务gprs支持节点安装手册 硬件安装分册附录b通信电缆的装配工艺规范 b-1 附录b通信电缆的装配工艺规范 b.1使用rj45水晶头的电缆插头制作方法 rj45水晶头结构如图b-1所示。 ⑴屏蔽片⑵外置屏蔽片⑶电缆插装方向⑷内置屏蔽片 ⑸a点⑹锁片⑺芯线与头部平齐⑻金属切刀 图b-1rj45水晶头结构示意图 电缆插头制作的基本工序如图b-2所示。 剥线、剪线 导线插装 压接 开始 检验 结束 图b-2基本工序流程图 huaweisgsn9810服务gprs支持节点安装手册 硬件安装分册附录b通信电缆的装配工艺规范 b-2 b.1.1剥线、剪线 通常使用的电缆有两种:圆形通信电缆、扁平电话线。它们的剥线长度均定 义为l+(2~3mm),其中l的具
精华文档 铜牌装配工艺规范
格式:pdf
大小:164KB
页数:9P
人气:76
4.5
附录b 附录c 附录d 附录e 附录f 附录g 附录h 附录i 附录j 附录k 附录l 附录m 附录n 附录o 附录p 附录q 附录r 附录s 通信电缆的装配工艺规范 s.1使用rj45水晶头的电缆插头制作方法 rj45水晶头结构如图s-1所示。 ⑴屏蔽片⑵外置屏蔽片⑶电缆插装方向⑷内置屏蔽片 ⑸a点⑹锁片⑺芯线与头部平齐⑻金属切刀 图s-1rj45水晶头结构示意图 电缆插头制作的基本工序如图s-2所示。 剥线、剪线 导线插装 压接 开始 检验 结束 图s-2基本工序流程图 s.1.1剥线、剪线 通常使用的电缆有两种:圆形通信电缆、扁平电话线。它们的剥线长度均定 义为l+(2~3mm),其中
格式:pdf
大小:203KB
页数:9P
人气:76
4.3
m900/m1800bts3012a基站收发信台安装手册 机柜安装分册目录 i 目录 附录b通信电缆的装配工艺规范............................................................................................b-1 b.1制作使用rj45水晶头插头的电缆.....................................................................................b-1 b.1.1装接用元器件..........................................................................................................b-1 b
格式:pdf
大小:119KB
页数:20P
人气:76
4.5

1 1范围 本规程适用于低压开关柜、控制柜(以下简称装臵)的装 配。 本规程规定了装臵在电气装配过程中的工艺要求,包括元 件的安装、二次配线和母排的加工及整体结构的要求等内容。 本规程不涉及装臵的特殊要求,其特殊要求由用户与厂方 商定。 2引用标准 gb7251.1-2005《低压成套开关设备和控制设备》 jb/t9661-1999《低压抽出式成套开关设备》 gb/t2681-1981《电工成套装臵中的导线颜色》 gb/t2682-1981《电工成套装臵中的指示灯和按钮的颜色》 3装配准备 3.1首先应熟悉装配图和技术要求。 3.2根据图纸要求和器材定额清单,领取所需元器件、辅助件, 并认真检查,核对其型号、规格、数量是否符合图纸设计要求。 3.3检查元器件、零配件、辅助件、外购件的合格证、说明 2 书是否齐全。 3.4
格式:pdf
大小:315KB
页数:30P
人气:76
4.6

编号:q/dfyp-zy-18 吊钩桥式起重机 电气装配工艺规程 编制: 审查 : 批准: 大连东方亿鹏设备制造有限公司 目录 第一章:电气设备的安装与配线⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 一、管路系统⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 二、大车电气设备的安装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 三、操纵室⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3 四、几种特殊起重机电气设备安装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 五、起重机电气设备的安全接地⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 六、导线及导线的量取与整理包装⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 第二章:各电气设备的试
格式:pdf
大小:638KB
页数:36P
人气:76
4.6
空分集团有 限公司 压力容器(零部件制作、装配) 过程记录卡 产品代号2458a.000出厂编号材证编号 产品名称换热器零件代号2458a.005代用凭证6-1 容器类别i零件名称壳体规格 工 序 工种工作内容时间操作者检验数据结论检验员 监察 见证 1未喷砂除锈的零件组装前手工除锈 2冷/焊1.组装序4接管与序3法兰,找正,点焊定位 2.组装序7接管与序6法兰,找正,点焊定位。 焊成c1、c2、c3、c4焊缝,规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格。 3冷/焊组装序2筒体与序1法兰、序5填料函法兰,找正点焊定位。 注意:1.螺孔跨中布置 4焊焊成c5、c6焊缝。规范见焊接综合工艺表 去焊渣、飞溅 上述焊缝按图技术要求进行探伤检查合格 5冷/焊1.组装序4接管(
最新文档 铜牌装配工艺规范
格式:pdf
大小:133KB
页数:10P
人气:76
4.4
宇泉科技装配工艺卡 产品型号led灯具部件图号共7页 产品名称大功率投光系列部件名称第1页 工序名称备料工序编号01车间装配车间设备 作业步骤辅助材料使用工具工时定额 1.生产部按《产品bom表》开出领料通知单,交仓库备料,仓库备料后通知生产部领料。 电子称 2.生产部核对物料的数量,并检查所领之物料型号规格是否与样板一致。 3.依照样板进行首件制作,核对是否符合要求。 质量要求注意事项 1.关键元器件和材料必须与型式试验合格产品一致。 2.制作的首件必须与工程部提供的样板相符合。 3.质检员巡检内容: a.尺寸——是满足要求 b.材料——是否使用正确 c.操作——是否规范 1.库仓管理员和领料人员必须配戴无绳防静电手环。 2.led灯珠:严格按照生产通知单所注明的发放,原则 上不同厂家的灯珠不能用于同一订单的相同产品。 3.透镜
格式:pdf
大小:65KB
页数:1P
人气:76
4.7
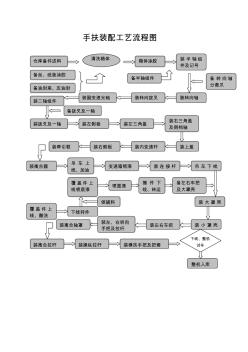
手扶装配工艺流程图 仓库备件送料箱体涂胶 备丝、纸垫涂胶 备油封座、压油封 装半轴组 件及记号 备半轴组件 装转向轴装转向拨叉 备转向轴 分离爪 装副变速光轴 装二轴组件 装拨叉及一轴 备拨叉及一轴 装左侧板装左三角盖 装右三角盖 及倒档轴 装内变速杆装上盖装右侧板装牵引框 装离合器 吊车上 线、加油 变速箱喷漆装连接杆吊车下线 覆盖件上 线、酸洗 下线转件 覆盖件上 线喷底漆 喷面漆 摘件下 线、转运 领辅料装大罩壳 装小罩壳装左右车把 装左、右转向 手把及拉杆 装离合轴罩 装离合拉杆装操纵拉杆装横扶手把及把套 整机入库 备左右车把 及大罩壳 下线、整机 试车 清洗箱体
格式:pdf
大小:102KB
页数:10P
人气:76
4.6

母线槽装配工艺 zq/gy-08-2010 贵州中泉电气集团有限公司 二零一零年六月 贵州中泉电气 集团有限公司 工艺文件zq/gy-08-2010 母线槽装配工艺 共4页第1页 1依据和适用范围 本工艺适用于母线槽的成品组装制作。 2设备及工具 剪线钳、压线钳、尖嘴钳、扳手、电工刀、十字螺丝刀、铜排机、手电钻、风枪、拉铆枪、紧 压设备等。 3母线槽装配前工艺 3.1母线装配前仔细检查母线绝缘层有无破损,绝缘层包扎是否符合设计要求,与母线紧贴的外 壳应无任何形式的毛刺。 3.2用风枪和抹布将母线外壳和母线导体清理干净,不得有任何形式的毛刺、金属颗粒和尘埃。 4母线槽装配 4.1启动紧压设备,根据母槽的长度启动油缸数量。 4.2油缸升起高度平齐合理。 4.3根据母线槽大小选择合适的下压块放置在油缸平台上,要求
格式:pdf
大小:54KB
页数:5P
人气:76
4.6

嬅洅电气有限股份公司 1 电气控制柜装配工艺标准 概述:本工艺标准根据gb7251-2008、gb2681-81、gb/t2682-1981、gb50171-92、gb50256并结合 我公司实际情况制定。适用于我公司生产的各电气控制设备一、二次设备安装及接线。目的是使设备 既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标识丝印,确认 无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件(plc、软启 动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起
格式:pdf
大小:150KB
页数:5P
人气:76
4.6
1 电气柜装配工艺标准(a版) 概述:本工艺标准根据国标结合我公司企业标准情况制定。适用于我公司生产的各电气控制设备一、 二次设备安装及接线。目的是使设备既满足设计控制要求又整齐美观和检查方便。 一、电气控制柜外型尺寸、面板开孔、面板标识丝印检查 在电气控制柜开始装配前按照《电柜结构、开孔图》进行外型尺寸、面板开孔、面板标识丝印,确认 无误后方可进行装配工作。 二、准备齐电气控制柜装配所需的所有电气元件及安装辅助材 1、电气装配人员要先准备齐电气控制柜上需使用的电气安装底板、电气面板、电气元件(plc、软启 动器、低压电器等)及所需要的安装辅材(线槽、导轨、导线、接地铜排、安装螺丝等)。 2、电气装配人员准备好自己的工具包(含大号、中号十字起,小一字起、剥线钳、斜口钳、万用表、 内六角扳手、呆扳手、φ2.5钻头、φ3.2钻头、φ4.2钻头、m3丝锥、m4丝锥、丝锥绞手、
格式:pdf
大小:126KB
页数:未知
人气:76
4.3
 阀门部件冷装配与热装配工艺
阀门部件冷装配与热装配工艺 介绍了阀门部件冷装配工艺和热装配工艺的操作流程和注意事项,并给出了每一种装配工艺的具体方案。
格式:pdf
大小:635KB
页数:10P
人气:76
4.5
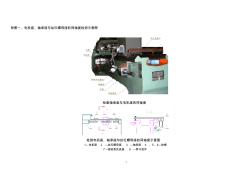
1 附图一、电机座、轴承座与丝杠螺母座的同轴度检测示意图 检查轴承座与电机座的同轴度 检测电机座、轴承座与丝杠螺母座的同轴度示意图 1—电机座2—丝杠螺母座3—轴承座4、5、6—检棒 7—检验表及表座8—桥尺组件 2 附录2:z轴装配工艺流程卡 山东冠泓数控装 备有限公司 部件装配工艺流程卡 产品型号部件图号共7页 产品名称部件名称第1页 序号装配内容及技术要求 装入零件 工艺装配工具 图号及名称数量 1、清洗零件 将轴承座、丝杆螺母座、电机座用柴油进行必要的清洗,滚动轴承用汽油或 柴油进行清洗。 油盘、油刷、汽油、柴 油 清洗后的零件如必要用棉布擦拭。棉布 将清洗后的滚珠丝杠副、轴承等吊挂在立架上,将清洗后的其它零件放置在 橡胶板上。 立架、橡胶板 2、拆卸机床尾座、主轴卡盘并放置在橡胶板上。内六角
格式:pdf
大小:68KB
页数:1P
人气:76
4.6
机油泵是润滑系中的一个很重要的部分,经过长期使用,主、从动齿轮及转子式内外转子的表面,主动轴与轴孔,从动齿轮与轴之间的磨损都会影响齿轮的正常啮合,使间隙增大,减少供油量和供油压力。另外,斜齿轮在啮合运动时会产生轴向压力,使齿轮端面与泵盖发生磨损,也会降低供油压力。
格式:pdf
大小:101KB
页数:10P
人气:76
4.5

母线槽装配工艺 zq/gy-08-2010 贵州中泉电气集团有限公司 二零一零年六月 贵州中泉电气 集团有限公司 工艺文件zq/gy-08-2010 母线槽装配工艺 共4页第1页 1依据和适用范围 本工艺适用于母线槽的成品组装制作。 2设备及工具 剪线钳、压线钳、尖嘴钳、扳手、电工刀、十字螺丝刀、铜排机、手电钻、风枪、拉铆枪、紧 压设备等。 3母线槽装配前工艺 母线装配前仔细检查母线绝缘层有无破损,绝缘层包扎是否符合设计要求,与母线紧贴的外壳 应无任何形式的毛刺。 用风枪和抹布将母线外壳和母线导体清理干净,不得有任何形式的毛刺、金属颗粒和尘埃。 4母线槽装配 启动紧压设备,根据母槽的长度启动油缸数量。 油缸升起高度平齐合理。 根据母线槽大小选择合适的下压块放置在油缸平台上,要求压块成一直线方便放置侧板。 侧板两端尽量放置有下压块。 放置好下侧板后,将
格式:pdf
大小:60KB
页数:未知
人气:76
4.8
探讨轨道客车的装配工艺现状及改进措施 轨道客车现如今已经成为人们日常出行的必备交通工具,因此我国铁路部门要加强对轨道客车的管理,提高轨道客车的性能,使之能够更加安全、可靠地接送乘客。此外,轨道客车的装配工艺对轨道客车的安全性、舒适性以及实用性都有很大的影响。本文将针对轨道列车装配工艺的现状以及轨道列车在今后的发展和改进措施作一个简要的概述,以期为客车装备工艺的进一步优化提供参考依据。
文辑创建者
我要分享 >
职位:外装预算员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐