无芯轴热卷箱技术及其在不锈钢热轧生产中的应用
2025-03-24

 无芯轴热卷箱技术及其在不锈钢热轧中的应用
无芯轴热卷箱技术及其在不锈钢热轧中的应用 简述了热卷箱技术在热轧带钢生产中的发展历史,重点介绍了热卷箱的主要设备组成和工作原理。对热卷箱减少中间坯温降、恒速轧制、缩短粗轧机与精轧机之间距离、提高带钢成材率和改善产品质量等技术特点进行了论述。结合国内2250mm不锈钢热轧带钢轧机实际生产情况,分析了新式无芯轴热卷箱在不锈钢极限规格生产、薄规格轧制稳定性、产品边部和表面质量改善等方面的积极作用。
热卷箱技术在不锈钢热连轧生产中的应用进展 从设备结构特征、使用制度、工艺布置、自动化控制及使用中存在的问题等方面阐述了热卷箱在不锈钢热轧生产中的应用特点。针对不锈钢温度敏感性强的特点,在不锈钢的热轧生产中热卷箱技术是比较理想的中间保温措施。而对于热卷箱的不足之处则可以通过对设备的改进和实际生产中的经验积累来克服。
编辑推荐下载
格式:pdf
大小:669KB
页数:3P
人气:51
 4.6
4.6
热卷箱在2250热连轧不锈钢带生产中的应用 热卷箱是置于热连轧钢带生产线上粗轧机与精轧机之间,将中间坯卷取和开卷的一种设备。通过设备和工艺攻关,太钢2250热连轧生产线成功地应用热卷箱规模化生产热轧2~5.2mm300系和400系不锈钢带,提高了钢带的表面质量和生产效率。文中探讨了热卷箱应用于不锈钢带生产的优劣势和生产中易出现的划伤和花印等问题。
格式:pdf
大小:10KB
页数:2P
人气:51
4.5
不锈钢热轧卷开平设备介绍 目前市场上对于不锈钢热轧钢卷的加工基本都为开平加工和少量的分条加工。开平加工 作为一种简单的粗加工,其普及率相当高,据统计,仅无锡南方市场和东方市场及周边部分 不锈钢加工中心,共有不锈钢热轧开平设备20台,按每台设备单班月加工能力3000吨计, 两市场年开平热轧卷能力可以达到14.4万吨。 相对于冷轧开平,无论是从尺寸精度、板型、表面各方面指标,热轧开平的要求较低, 所以对设备的精度要求也较低。目前市场上的热轧开平设备,基本以国产设备为主,而且大 部分设备都已经非常破旧。 作为开平设备,首先最为关注的自然是剪切能力,目前市场上大部分的热轧开平设备都 能剪切3~16mm厚度的热轧钢卷,而市场上流通的热轧不锈钢卷,很少有厚度超过14mm的, 所以设备的剪切厚度基本是满足市场需求的。 剪切能力的第二标准是剪切宽度,近些年来,市场上有大量
热门文档 无芯轴热卷箱技术及其在不锈钢热轧生产中的应用
格式:pdf
大小:144KB
页数:未知
人气:51
4.5
热卷箱技术在承钢1780热轧卷板生产中的应用 在热轧卷板的生产中,热卷箱技术可以通过减少轧线长度和减少功率消耗来降低生产成本
格式:pdf
大小:243KB
页数:4P
人气:51
4.3
不锈钢热轧粗轧控制系统 酒钢不锈钢热轧粗轧控制系统采用分布式控制思想,硬件plc为siemenssimatictdc,远程i/o为si-emenssimaticet200m,profibus组态,软件程序开发使用siemenspcs7工具,人机接口hmi采用siemenswincc。实际运行中稳定、可靠、方便,达到了预期的效果。
格式:pdf
大小:118KB
页数:3P
人气:51
4.8

(1)尺寸规格:钢带厚度为2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、4.5mm、5.0mm、6.0mm、 7.0mm、8.0mm。 (2)允许偏差见表5-206。表5-209。 表5-206不锈钢热轧钢带的厚度允许偏差(mm) 厚度 宽度 <1000≥1000~<1250≥1250~<1600 ≥2.00~<2.50±o.25±o.30 ≥2.50~<3.00±o.30±o.35±o.40 ≥3.00~<4.00±0.35±0.40±o.45 ≥4.00~<5.00士o.40士o.45±0.50 ≥5.00~<6.00±o.50士0.55±0.60 ≥6.00~<8.00±0.60士0.65±o.70 注:根据需方要求,表中的允许偏差可以限制在正值或负值g一边,但是此时的
精华文档 无芯轴热卷箱技术及其在不锈钢热轧生产中的应用
格式:pdf
大小:87KB
页数:3P
人气:51
4.3
不锈钢热轧盘条研制报告 通过不锈钢热轧盘条的试制,试验和探讨现有高线工艺设备可否生产不锈钢线材,为开发不锈钢系列产品积累经验。
格式:pdf
大小:927KB
页数:3P
人气:51
4.7
热卷箱不锈钢控制技术开发及应用 针对不锈钢轧制,介绍了热卷箱在应用中的控制优化,实现了热卷箱的稳定控制,提高了控制精度,并提高了产品质量和成材率。
格式:pdf
大小:182KB
页数:5P
人气:51
4.5
1 钢卷无芯轴移送式热卷箱在八钢1750热轧生产线上的应用 杨文清李斌张智刚 新疆八一钢铁股份公司热轧薄板厂 摘要:本文介绍钢卷无芯轴移送式热卷箱在热连轧机组中的应用,热卷箱的组成、工 作原理、热卷箱在热轧机组生产中的重要作用。 1、前言 正在紧张建设之中的八钢年产300万吨钢的1750热轧项目即将竣工投产。在这条热轧 生产线的建设之中,八钢以节省投资、降低工程造价、提高经济效益的策略充分利用了八钢 现有的公辅设施;选用先进、成熟、可靠、实用的工艺技术;立足国内采购硬件设备和国外 引进关键软件设备,采取各种措施缩短工期建成了这条热轧生产线。其中钢卷无芯轴移送式 热卷箱在这条生产线上的应用就是很好的典型。 八钢1750热轧生产线的轧机采用半连续式轧机,由1架带立辊的四辊可逆式双传动粗 轧机和6架四辊全液压式不可逆式精轧机组组成。可生产厚度1.2-19
格式:pdf
大小:82KB
页数:未知
人气:51
4.4
唐山不锈钢公司成功轧制首卷不锈钢热卷 11月2日下午13:10分由唐山不锈钢公司1580热轧生产线生产出第一卷不锈钢热轧卷板。在随后两天的生产试轧中,唐山不锈钢公司先后共轧制了430、410、304等牌号不锈钢热卷。经检验,首批轧制的不锈钢热卷,整体表面质量、几何尺寸良好,延伸率、抗拉强度、屈服点等指标及金相组织完全符合国家标准。
最新文档 无芯轴热卷箱技术及其在不锈钢热轧生产中的应用
格式:pdf
大小:320KB
页数:未知
人气:51
4.7
热卷箱钢卷主动无芯移送的优化控制 针对热卷箱钢卷无芯轴移送传统控制方法的缺陷,介绍一种预先优化移送轨迹的方法,使移送过程更平稳、高效。
格式:pdf
大小:224KB
页数:未知
人气:51
4.5
梅钢热轧厂热卷箱成形控制应用研究 梅钢热卷箱设备精密度及控制系统复杂,在运行时会出现卷形不良,造成卷钢不成功及开卷跑偏。研究分析带钢在热卷箱中卷取过程和原理,对于热连轧热卷箱卷形的控制和改善尤其重要。
格式:pdf
大小:462KB
页数:8P
人气:51
4.7
宝钢不锈钢热轧板卷工程工艺技术 作者:史国敏 宝钢不锈钢热轧板卷工程分二期建设。一期工程包 括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产 线和1780mm热轧生产线;二期工程包括一条不锈 钢炼钢连铸生产线。二期工程建成投产后,生产规 模为年产铁水300万吨,钢340.6万吨(其中碳钢 190.6万吨、不锈钢150万吨),钢坯328.9万吨 (其中碳钢板坯184.9万吨,不锈钢坯144万吨), 钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈 钢卷128.53万吨),不锈钢坯11.5万吨。 工艺流程 炼钢所用的铁水来自750m3高炉和2500m3高炉, 采用炉前脱硅工艺,在出铁场全量脱硅处理后,由 260t鱼雷罐车扒渣后送往铁水倒罐站。 供不锈钢铁水采用铁水罐顶喷脱磷处理后,兑入 100t电炉(eaf),并加入不锈钢返回料、合金等 固体料,熔炼成不锈钢母液,然
格式:pdf
大小:824KB
页数:4P
人气:51
4.5
不锈钢热轧下卷取机芯轴吊具改进及芯轴更换方法优化 通过对不锈钢热轧下卷取芯轴更换的作业现状和存在问题的分析,提出了吊具的改进方案,并对芯轴的更换作业进行了优化,大大的降低了劳动强度,缩短了更换周期。
格式:pdf
大小:32KB
页数:3P
人气:51
4.4
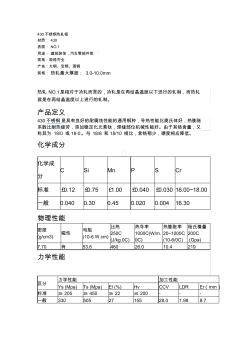
430不锈钢热轧板 材质:430 表面:no.1 用途:建筑装饰,汽车零部件等 规格:规格齐全 产地:太钢、宝钢、酒钢 规格:热轧最大厚度:3.0-10.0mm 热轧no.1是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧 就是在再结晶温度以上进行的轧制。 产品定义 430不锈钢是具有良好的耐腐蚀性能的通用钢种,导热性能比奥氏体好,热膨胀 系数比耐热疲劳,添加稳定化元素钛,焊缝部位机械性能好。由于其铬含量,又 称其为18/0或18-0。与18/8和18/10相比,含铬稍少,硬度相应降低。 化学成分 化学成 分 csimnpscr 标准£0.12£0.75£1.00£0.040£0.03016.00~18.00 一般0.0400.300.450.0200.00416.30 物理性能 密度 (g/cm3) 磁性 电阻
格式:pdf
大小:426KB
页数:4P
人气:51
4.6
409L不锈钢热轧过程模拟 轧制压力是轧制过程中的重要参数之一,下压率、轧辊直径是影响轧制压力的重要因素。利用deform-3d软件对409l不锈钢的轧制过程进行了有限元数值模拟。建立了下压率为10%、20%、30%,轧辊直径为300、350、400mm的数值模型。分析了不同参数下轧制过程中的轧制压力变化,以及轧制过程中应力、应变分布。模拟结果表明,轧制压力、应力、应变随下压率和轧辊直径的变化而变化,并呈现一定的变化规律。
格式:pdf
大小:170KB
页数:未知
人气:51
4.7
热卷箱控制在济钢热轧产线的应用 针对济钢1700热轧产线热卷箱控制钢卷卷形较差、移送功能控制不稳定、卷径控制计算不精准等问题,通过优化弯曲辊的模型计算参数、增加移送冗余控制、实施卷径分层计算等措施,实现了热卷箱控制的稳定运行,热卷箱作业率提高了30%。
文辑创建者
我要分享 >
职位:房建施工员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐