西藏电焊工中级二氧化碳气保焊接考试试卷
2024-04-28
For personal use only in study and research; not for commercial use For personal use only in study and research; not for commercial use 2016 年上半年西藏电焊工中级二氧化碳气保焊接考试试卷 一、单项选择题(共 25 题,每题 2 分,每题的备选项中,只有 1 个事最符 合题意) 1、领取生产任务单、图纸和焊接工艺卡片的时间属于 __。 A.作业时间 B.辅助时间 C.布置工作时间 D.准备、结束时间 2、斜 Y 形坡口对接裂纹试件坡口表面加工应采用机械切削加工方法的原因之一 是__。 A.避免产生表面裂纹 B.避免产生表面夹渣 C.避免产生表面气孔 D.避免气割表面硬化 3、__不是 CO2气体保护焊时选择焊接电流的根据。 A.坡口形式 B.焊


福建省2017年上半年电焊工中级二氧化碳气保焊接考试试 卷 一、单项选择题(共25题,每题2分,每题的备选项中,只有1个事最符合 题意) 1、焊接接头的__属于夏比冲击试验测试内容。 a.屈服强度 b.抗拉强度 c.弯曲角 d.冲击吸收功 2、__是焊接铝及铝合金较完善的焊接方法。 a.手弧焊 b.co2气体保护焊 c.电渣焊 d.氩弧焊 3、焊接接头夏比冲击试样的缺口按试验要求不能开在__上。 a.焊缝 b.熔合线 c.热影响 d.母材 4、__不是手工钨极氩弧焊的焊接参数。 a.喷嘴直径 b.气体流量 c.钨极直径 d.焊机型号 5、细丝co2气体保护焊时,熔滴过渡一般都是__。 a.短路过程 b.细颗粒过渡 c.粗滴过渡 d.射流过渡 6、等离子弧切割要求具有__外特性的__电源。 a.陡降;直流 b.陡降;交流 c.上升;直流 d.缓降;交流 7、焊接场
2017年上半年山东省电焊工高级二氧化碳气保焊接考试试 卷 一、单项选择题(共25题,每题2分,每题的备选项中,只有1个事最符合 题意) 1、当填充金属材料一定时,__的大小决定了焊缝的化学成分。 a.熔宽 b.余高 c.熔深 d.焊脚 2、埋弧自动焊主要以__方式进行合金化。 a.应用合金焊 b.应用药芯焊丝 c.应用陶质焊剂 d.应用置换反应 3、水压试验用的水温低碳钢和16mnr钢不低于5℃,__不低于15℃。 a.奥氏体不锈钢 b.铝合金 c.铜合金 d.其他低合金钢 4、黄铜气焊时,使用弱氧化焰,以使焊缝表面生成一层__薄膜,阻挡锌的蒸发。 a.氧化硅 b.氧化锌 c.氧化铜 d.氧化铝 5、wsj—300型焊机是______焊机。 a.交流钨极氩弧 b.直流钨极氩弧 c.交直流钨极氩弧 d.熔化极氩弧 6、氩弧焊机供气系统没有__。 a.减压器
编辑推荐下载
格式:pdf
大小:13KB
页数:7P
人气:69
 4.5
4.5

2015年下半年广东省电焊工高级二氧化碳气保焊接考试试 卷 一、单项选择题(共25题,每题2分,每题的备选项中,只有1个事最符合 题意) 1、氩气瓶外表涂成__色,并注有绿色“氩”字标志字样。 a.白 b.灰 c.黑 d.蓝 2、灰铸铁气焊时,应采用的火焰是__。 a.碳化焰或弱氧化焰 b.强碳化焰或氧化焰 c.强氧化焰或碳化焰 d.中性焰或弱碳化焰 3、q345(16mn)钢自动埋弧焊对接开坡口时,可以采用__焊丝配合hj431焊剂。 a.h08mn2sia b.h08crmoa c.h08a d.h10mn2 4、板材对接要求全焊透,采用ⅰ形坡口埋弧焊双面焊,要求后焊的正面焊道的 熔深(焊道厚度)达到板厚的__。 a.30%~40% b.40%~50% c.50%~60% d.60%~70% 5、奥氏体不锈钢与珠光体耐热钢焊接接头中的扩散
格式:pdf
大小:205KB
页数:19P
人气:69
4.3

焊接培训教材 (气体保护焊) 葛洲坝机电建设公司三峡金结机电安装制造项目部 2 一、二氧化碳气体保护焊发展动态 二氧化碳气体保护焊是50年代发展起来的一种新的焊接技术。半个世纪来, 它已发展成为一种重要的熔焊方法。广泛应用于汽车工业,工程机械制造业,造 船业,机车制造业,电梯制造业,锅炉压力容器制造业,各种金属结构和金属加 工机械的生产。 mig气体保护焊焊接质量好,成本低,操作简便,取代大部分手工电弧焊和 埋弧焊,已成定局。二氧化碳气体保护焊装在机器手或机器人上很容易实现数控 焊接,将成为二十一世纪初的主要焊接方法。 目前二氧化碳气体保护焊,使用的保护气体,分co2和co2+ar两种。使用的 焊丝主要是锰硅合金焊丝,超低碳合金焊丝及药芯焊丝。焊丝主要规格有:0.5 0.80.91.01.21.62.02.53.04.0等。 二、二氧
热门文档 西藏电焊工中级二氧化碳气保焊接考试试卷
格式:pdf
大小:123KB
页数:1P
人气:69
4.4
 二氧化碳大直径管的焊接
二氧化碳大直径管的焊接 为了控制在二氧化碳焊接大直径管时出现的各种焊接缺陷,就这些焊接缺陷的影响因素我们进行了分析,提出了相应的控制措施。经过多次的实验,实验证明该控制措施完全可以消除这些焊接缺陷。x射线探伤后焊缝内部质量完全达到了gb-3323细化评定的标准。所以说该控制措施完全可以值得我们的认可。
格式:pdf
大小:13KB
页数:7P
人气:69
4.6
2017年上半年福建省电焊工二氧化碳气保焊接考试试题 一、单项选择题(共25题,每题2分,每题的备选项中,只有1个事最符合 题意) 1、__是一种埋弧焊常用的引弧方法。 a.高频高压引弧法 b.高压脉冲引弧法 c.不接触引弧法 d.尖焊丝引弧法 2、1cr18ni9ti不锈钢与q235—a钢焊接时,应选用__的焊条。 a.j507 b.a307 c.j427 d.a137 3、焊接厚度在0.01~0.5mm的超薄板、箔材和金属细丝应采用__。 a.穿透型等离子弧焊 b.熔透型等离子弧焊 c.微束等离子弧焊 d.熔化型等离子弧焊 4、荧光探伤是用来发现各种焊接接头的表面缺陷,常作为__的检查。 a.大型压力容器 b.小型焊接结构 c.磁性材料工件 d.非磁性材料工件 5、__不是铸铁焊接时防止氢气孔的主要措施。 a.严格清理焊丝表面的油、水、锈、污垢 b.
格式:pdf
大小:61KB
页数:8P
人气:69
4.7
二氧化碳气保焊丝,气体保护焊丝 符合:gber50-6 awser70s-6 相当:dinsg 2 bsa18 jisygm12 说明:mg50-6是镀铜低合金钢气体保护焊丝,采用co2或富氩作保护气体进 行施焊。具有优良的焊接工艺性能,电弧燃烧稳定,飞溅少,焊缝成型美观,焊 缝金属气孔敏感性小,全位置施焊工艺好,可适宜较宽的焊接电流范围。 用途:适用于碳钢及500mpa级低合金钢的单道及多道焊(如车辆、桥梁、 建筑、机械结构等的焊接),也可用于薄板、管的高速焊接。 焊丝化学成分:(%) cmnsispcu 0.06~ 0.15 1.40~1.850.80~1.15≤0.035≤0.025≤0.50 熔敷金属力学性能: σb(mpa)σs(mpa)δ5(%)akv(j)-30℃ ≥500≥420≥22≥27
格式:pdf
大小:66KB
页数:10P
人气:69
4.6
内蒙古2016年下半年电焊工高级二氧化碳气保焊接考试试 题 一、单项选择题(共25题,每题2分,每题的备选项中,只有1个事最符 合题意) 1、由于球化剂具有阻碍石墨化作用,因此球墨铸铁产生白口铸铁组织的倾向__。 a.与灰铸铁相同 b.比灰铸铁小 c.比灰铸铁小得多 d.比灰铸铁大 2、铸铁按碳存在的状态和形式不同,主要可分为白口铸铁、灰铸铁、球墨铸铁 及__等。 a.白球铸铁 b.灰球铸铁 c.可浇铸铁 d.可锻铸铁 3、__不是影响是否需要预热及预热温度的因素。 a.环境温度 b.坡口形式 c.结构刚度 d.焊接方法 4、需要进行消除焊后残余应力的焊件,焊后应进行__。 a.后热 b.高温回火 c.正火 d.正火加回火 5、黄铜是铜和__的合金。 a.锡 b.锰 c.镍 d.锌 6、沉淀脱氧是焊接过程中脱氧的主要方式,一般都采用__脱氧。 a.锰、钼联合 b.
格式:pdf
大小:53KB
页数:8P
人气:69
4.8

第1页共8页 电焊工中级理论考试试卷及答案 一、单项选择题 1.对于平均温度(d)的炎热高温天气就属于触电的危险环境。 a、超过40℃b、接近30℃c、偶尔超过30℃d、经常超过30℃ 2.电光性眼炎的发病要经过一定的潜伏期,一般发病在受照后6—8h,故发作常在(d)。 a、中午或晚上b、早晨或下午c、下午或晚上d、夜间或清晨 3.气焊黄铜时,会产生有毒蒸气,如果通风不良,会造成(d)中毒。 a、铅b、锰c、氟d、锌 4.焊前应对焊割场地进行安全检查,但(c)不属于场地安全检查内容。 a、燃易爆物是否采取安全措施
精华文档 西藏电焊工中级二氧化碳气保焊接考试试卷
格式:pdf
大小:22KB
页数:2P
人气:69
4.8
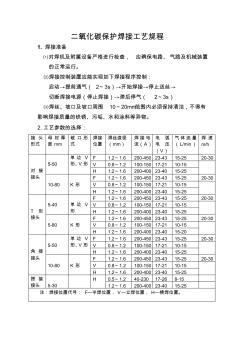
二氧化碳保护焊接工艺规程 1.焊接准备 ⑴对焊机及附属设备严格进行检查,应确保电路、气路及机械装置 的正常运行。 ⑵焊接控制装置应能实现如下焊接程序控制: 启动→提前通气(2~3s)→开始焊接→停止送丝→ 切断焊接电源(停止焊接)→滞后停气(2~3s) ⑶焊丝、坡口及坡口周围10~20mm范围内必须保持清洁,不得有 影响焊接质量的铁锈、污垢、水和涂料等异物。 2.工艺参数的选择: 接头 形式 母材厚 度mm 破口形 式 焊接 位置 焊丝直径 (mm) 焊接电 流(a) 电弧 电压 (v) 气体流量 (l/min) 焊速 m/h 对接 接头 5-50 单边v 形、v形 f1.2~1.6200-45023-4315-2520-30 v0.8~1.2100-15017-2110-15 h1.2~1.6200-40023-40
格式:pdf
大小:336KB
页数:3P
人气:69
4.4
液态二氧化碳储罐焊接工艺 通过对液态二氧化碳储罐用材16mndr及其他零部件用材16mn、0cr18ni9的焊接性能分析,制定了相应的焊接工艺并应用于生产中,取得了良好效果。
格式:pdf
大小:66KB
页数:10P
人气:69
4.5
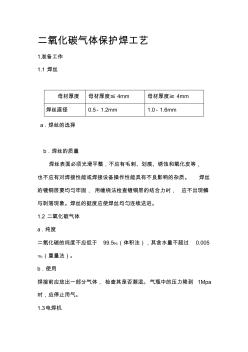
二氧化碳气体保护焊工艺 1.准备工作 1.1焊丝 a.焊丝的选择 b.焊丝的质量 焊丝表面必须光滑平整,不应有毛刺、划痕、锈蚀和氧化皮等, 也不应有对焊接性能或焊接设备操作性能具有不良影响的杂质。焊丝 的镀铜层要均匀牢固,用缠绕法检查镀铜层的结合力时,应不出现鳞 与剥落现象。焊丝的挺度应使焊丝均匀连续送进。 1.2二氧化碳气体 a.纯度 二氧化碳的纯度不应低于99.5﹪(体积法),其含水量不超过0.005 ﹪(重量法)。 b.使用 焊接前应放出一部分气体,检查其是否潮湿。气瓶中的压力降到1mpa 时,应停止用气。 1.3电焊机 母材厚度母材厚度≤4mm母材厚度≥4mm 焊丝直径0.5-1.2mm1.0-1.6mm 焊接机在使用前应能电检验,其各电气开关、指示灯应灵活、好用。 送丝机构尖送丝连续、均匀,并根据要焊的零部件选择适当的焊接电 流及电压。 2.工
格式:pdf
大小:723KB
页数:30P
人气:69
4.6
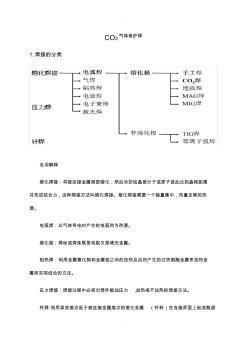
. . co2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力,加热或不加热的焊接方法。 钎焊:利用某些熔点低于被连接金属熔点的熔化金属(钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型材料及设施适用范围 气相保护气体 c
最新文档 西藏电焊工中级二氧化碳气保焊接考试试卷
格式:pdf
大小:13KB
页数:7P
人气:69
4.5
2016年上半年福建省电焊工初级二氧化碳气保焊接模拟试 题 一、单项选择题(共25题,每题2分,每题的备选项中,只有1个事最符合 题意) 1、斜y形坡口对接裂纹试验适用于碳素钢和低合金钢抗__的性能试验。 a.热裂纹 b.再热裂纹 c.弧坑裂纹 d.冷裂纹 2、在结构刚性和扩散氢含量相同的情况下,确定冷裂纹敏感性应当主要是__。 a.钢的碳当量 b.钢的含碳量 c.钢的组织 d.焊接方法 3、__区是不易淬火钢热影响区中综合性能最好的区域。 a.过热 b.正火 c.部分相变 d.再结晶 4、焊接接头夏比冲击试样的缺口按试验要求不能开在__上。 a.焊缝 b.熔合线 c.热影响区 d.母材 5、铜及铜合金焊接时,__不是防止产生热裂纹的措施。 a.焊前预热 b.焊丝中加入脱氧元素 c.焊后锤击焊缝 d.气焊采用氧化焰 6、为了改变焊接接头的应力分布,焊接珠光体钢和奥
格式:pdf
大小:13KB
页数:6P
人气:69
4.8
二氧化碳气体保护焊焊接工艺 一、工程概况 工程名称为xxxxxxxxxx新建工程,建设地点位于xxxxxxxxx,东临渤海。本工 程重要建筑物基础采用phc管桩,管桩直径600mm,桩长17-20m,根据工艺要求,单桩上、下 两节管桩需要采用co2保护焊进行焊接。 二、焊接原理 二氧化碳气体保护焊的原理是以焊丝和焊件作为两个电极,短路过渡,产生电弧,用电 弧的热量来熔化金属,以二氧化碳气体作为保护气体,保护电弧和熔池,从而获得良好的焊 接接头,适用于低碳钢和低合金高强度钢的各种大型钢结构工程焊接。 本工程采用的二氧化碳气体保护焊,相对于手工电弧焊其优点是:焊接成本低、生产效 率高,其生产率是手工电弧焊的1~4倍;操作简便、焊缝抗裂性能高,焊缝低氢且含氮量也较 少;焊后变形较小,角变形为千分之五,不平度可控制到千分之三。 三、焊接参数 影响二氧化碳气体保护焊缝质量的因素很
格式:pdf
大小:322KB
页数:8P
人气:69
4.4
二氧化碳气体保护焊立焊的焊接手法. 电流电压会不会调?会调的话焊接立焊的时候电流要稍小点【相对平焊来说,当 然也看个人掌握能力】你要知道一点:什么是电流电压正好,所谓电流电压正好 就是,焊丝出来后,电压能把它充分溶解。焊立焊电流电压在正好的基础上,电 压要比正好值稍大一点。 1:把立焊位置的卫生打扫干净{重点注意油脂、定位焊药渣、水=} 2:要知道准备焊接的焊角大小,先按照焊角大小烧出个标准焊角。注意高质量 焊接必须是从下往上焊接! 3:靠标准焊角一边开始引弧,焊丝左右摆动的时候注意不要超出熔池{焊丝充 分溶解所形成的}范围,左右摆动的时候要在两边停顿一下,时间长短看焊角确 定,要是焊角要求太大的话建议多重焊接、一般第一遍小点下面好焊接、要是一 次太大的话容易厚度不够也难看、容易两边鼓起。在左右摆动的时候一定要控制 好节奏慢慢往上焊接,【注意手一定要稳,这是焊接高
格式:pdf
大小:11KB
页数:4P
人气:69
4.6
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方法进行焊接接头试验和 对比分析。以及在工程机械中的应用,证明了co2气保焊具有成本低,效率高,焊接质量 好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊焊接工艺设计及其应用 具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外形美观,无气孔、裂缝及 咬边等缺陷。对双面焊或单面焊双面成型的焊缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重机等工程机械部件,这些 部件均为焊接件,焊接工作量大,焊接质量要求较高,技术难度较大。原采用焊条电弧焊, 焊接变形大且难以控制,生产率低。通过对co2气保焊、富氩气保焊
格式:pdf
大小:22KB
页数:3P
人气:69
4.8
二氧化碳气体保护焊的焊接材料 co2气体保护焊的焊接材料:co2气体和焊丝。 1.co2气体 co2气体一般压缩成液体贮存于钢瓶内。co2气瓶的容积 为40l可装25kg的液态co2,占容积的80%,满瓶压力为5~ 7mpa,气瓶外表涂成铝白色,标有黑色“液化二氧化碳”字 样。 co2气体常温下易气化,溶于液态co2中的水分,易蒸发 成水汽混入co2气体中,影响co2气体的纯度。 瓶内气化的co2气体中的含水量,与瓶内压力有关,压 力降低,水汽增多。 当压力降低到0.98mpa时,不能继续使用。 co2气体纯度应大于99.5%,含水量不超过0.05%。 提高co2气体纯度的措施 (1)倒置放水:气瓶倒置1~2h,是水分下沉,然后打开阀 门放水2~3次,间隔30min。 (2)正置放气:更换新气前,气瓶正置2h,然后打开阀门 放气2~3m
格式:pdf
大小:818KB
页数:4P
人气:69
4.5
二氧化碳气体保护焊在闸门总组装焊接中的应用 二氧化碳气体保护焊已突破过去只能焊接薄板,不能在仰焊位置焊接的传统观念。通过水布垭导流洞封堵门的焊接施工,论证了在闸门总组装焊接中充分应用二氧化碳气体保护焊的方法,可在获得良好焊缝质量的同时,大大提高生产效益。
格式:pdf
大小:387KB
页数:6P
人气:69
4.8
二氧化碳保护焊在钢拱架焊接中的应用 结合临县隧道钢拱架焊接施工实践,介绍了二氧化碳气体保护焊原理及优缺点,重点阐述了二氧化碳气体保护焊在钢构件焊接过程中的技术要求,分析了二氧化碳气体保护焊在隧道钢拱架焊接中经济效益、质量、节能情况,总结了在隧道钢拱架焊接中的应用情况。
格式:pdf
大小:127KB
页数:未知
人气:69
4.8
二氧化碳气体保护焊在调质钢焊接中的应用 zg35crmo调质钢的焊接中,焊接效果要求较高,若使用电弧焊对其进行焊接,其接头效果往往达不到标准要求,因此文章便针对二氧化碳气体保护焊在zg35crmo调质钢焊接中的应用进行了分析,并通过实验研究,对其焊接后的性能进行了论述。
格式:pdf
大小:120KB
页数:2P
人气:69
3
二氧化碳保护焊在油车罐体焊接中的应用——介绍了二氧化碳气体保护焊与传统手工电弧焊的比较优势及它在油罐车罐体主板驳接的应用并针对它固有的缺陷提出了焊接中应注意的事项。
文辑创建者
我要分享 >
职位:铁路工程材料员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐