氩弧焊不锈钢楼梯点焊技巧与焊接参数
2025-04-18
氩弧焊不锈钢楼梯点焊技巧与焊接参数 这个主要是看人,可以用小电流烧焊或者是大电流点焊。一般的薄管用 3 0+的电流,具体电流要根据个人的控制能力。戴上面罩,起弧在管面上不要在 管口的端面上,适当的多烧管面,待到出现熔池后点焊丝烧到焊点融合后为止。 再有一种是大电流, 电流理论上一般的焊机可以直接到底, 这个更要看你的控制 能力。如果端面与管面接触没有一丝缝隙这个时候可以将乌极磨成针状, 然后把 乌极尖无限接近严密的结合处注意焊枪角度, 然后瞬间动作完成电焊, 手要稳防 止乌极粘连到焊件上。 再有一种大电流方法是用焊丝垫在街口处, 用乌极尖去烧焊丝头, 方法和 上面的一样无限接近瞬间激发。 这时可以允许有缝隙, 焊丝直径要盖过缝隙。 如 果缝隙大焊丝没有足够粗也可以用就是按开关同时往里送焊丝, 这个感觉很重要, 要保证乌极距离以及焊丝不要沾到乌极。 平时用的最多的就是后面两种, 一个人就可以

楼梯扶手供货合同 甲方(建设单位):乙方(施工单位): 依据《中华人民共和国合同法》、《中华人民共和国建筑法》及《建 筑工程质量监督条例》等有关规定,结合本工程具体情况,双方订立以 下合同,共同遵守: 一、工程概况: 1、工程地址: 2、工程内容:从楼梯间一楼到顶楼栏杆扶手供货及施工,包含 但不限于甲方要求的扶手及正常安全使用必需的附属设施等; 3、不锈钢楼梯扶手规格:φ63sus304面管1.2mm厚、成品 sus202方柱、4条φ10实心横杆。 4、工程承包方式:包工包料; 5、工程造价:人民币255元/米,施工约45米,以实际竣工验收 结算数量为准; 6、付款方式:合同签订生效后,甲方付预材料款人民币肆仟元 整,工程安装完毕验收合格后,余款一次性付清。第二笔付款前乙方开 具全额发票作为付款依据之一。 二、合同工期: 从拨款之日起至2015年_9月23

. . 不锈钢氩弧焊接要点 1、钨针要磨尖,手要把稳,拉弧后要通过目镜观察焊接位置后调整,要多练。 2、不锈钢tig焊要点及注意事项: (1)采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。 (2)一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。 (3)保护气体为氩气,纯度为99.99%。当焊接电流为50~150a时,氩气流量为8~10l/min, 当电流为150~250a时,氩气流量为12~15l/min。 (4)钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm, 在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过15mm。 (5)为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 (6)焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm
编辑推荐下载
格式:pdf
大小:596KB
页数:3P
人气:74
 4.4
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:pdf
大小:30KB
页数:1P
人气:74
4.6
--word格式--专业资料--可编辑--- -- 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导 书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ 1、φ1.2、φ 1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前 应清除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中 的氩气不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.
热门文档 氩弧焊不锈钢楼梯点焊技巧与焊接参数
格式:pdf
大小:29KB
页数:4P
人气:74
4.4
不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一???氩弧焊接? 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.??编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.??焊接准备 3.1.?焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清 除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型
格式:pdf
大小:10KB
页数:3P
人气:74
4.3
薄壁不锈钢管氩弧焊焊接 标签:薄壁不锈钢管弧焊焊接时间:2009-03-2712:44:57点击:2227回帖:0 上一篇:信赖下属的五个着陆点(图)下一篇:报价报错了,是我的错么?(图) 1、适用范围 本工法主要适用于薄壁不锈钢管氩弧焊焊接,焊接管径在dn20mm~dn175mm,管壁σ≤3mm。 对薄壁的有色金属及其合金管材(如铜及铜合金)也可适用。 2、焊接工艺原理 2.1焊接工艺评定:对一种型号的管材,在运用全自动氩弧焊时,必须根据全自动焊接的要求进 行程序编制,同时对编制好的焊接程序输入设备主机后,要进行焊接工艺的评定 (weldingprocessquality),通过工艺评定来确定所编制的程序是否合理,确保正式施焊程序的 可靠性,并进行永久性的程序。 拟定焊接工艺→按拟定工艺做评定试验→焊接工艺评定报告
格式:pdf
大小:163KB
页数:7P
人气:74
4.7

沃泰水技术 共7页第1页 奥氏体不锈钢氩弧焊焊接工艺 本规范依据《现场设备、工业管道焊接工程施工及验收规范》 沃泰水技术 共7页第2页 目次 一.焊接通用规定 二.材料 三.焊接一般规定 四.焊接工艺要求 五.钢板卷筒或设备的焊缝 六.焊缝外观检查 七.无损检验规定 附录:钢焊件坡口形式和尺寸规定 沃泰水技术 共7页第3页 奥氏体不锈钢氩弧焊焊接 一.焊接通用规定 焊接人员及其职责应符合下列规定: 1.焊接技术人员应由中专及以上专业学历有1年以上焊接生产实践的人 员担任,焊接技术人员应负责焊接工艺评定,编制焊接作业指导书和焊接技 术措施,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接 技术资料。 2.焊接质检人员应由相当于中专及以上文化水平,有一定的焊接经验和技 术水平的人员担任,焊接质检人员应对现场焊接作业进行全面检查和控制, 负责确定焊缝检
格式:pdf
大小:49KB
页数:7P
人气:74
4.6
不锈钢焊接工艺(氩弧 焊工艺) 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品2 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使 用前应清除油锈及其他污物,露出金属光泽。 3.2.氩气 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品3 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/
格式:pdf
大小:11KB
页数:2P
人气:74
4.5

氩弧焊焊接技巧在哪里? 浏览:32次作者:企业库时间:2010-7-94:14:08 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材 本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝 区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保 护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊 接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(a) 钨电极直径(mm)纯钨钍钨铈钨 φ1.020-601
精华文档 氩弧焊不锈钢楼梯点焊技巧与焊接参数
格式:pdf
大小:20KB
页数:2P
人气:74
4.4
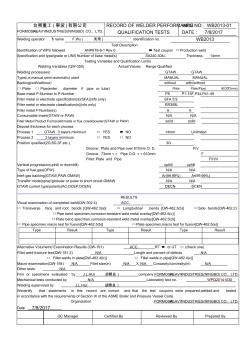
台朔重工(寧波)有限公司 formosaheavyindustries(ningbo)co.,ltd. recordofwelderperformance qualificationtests wpqno:wb2013-01 date:7/8/2017 weldingoperator’snamef.wu(吳飛)identificationno.wb2013 testdescription identificationofwpsfollowedanp8t8-8-1rev.0■testcoupon□productionweld specificationandtype/gradeorunsnumber
格式:pdf
大小:157KB
页数:4P
人气:74
3

不锈钢高效氩弧焊焊剂的研制——针对304不锈钢的焊接研制了一种a-tig焊活性剂该活性荆由马03、mno、fb03、a03、si02、、c03、naf等组成。分析了各单一活性剂对焊接熔探的影响规律,在此基础上结合304不锈钢的合金元素系统,初步确定了活性剂的基本成分。利用...
格式:pdf
大小:51KB
页数:2P
人气:74
4.6

不锈钢楼梯爬梯报价表 型号:不锈钢楼梯爬梯201#材料 编 号 费用项目名称规格或型号 单 位 数量 单价 (元) 合价 (元) 备注 一直接费 材 料 费 ¢50不锈钢圆管(面管)m2.0030.5761.141.5厚201# ¢38不锈钢圆管(横管)m2.0022.0044.001.5厚201# 弯头m0.808.006.40 焊材m2.003.006.00 弯管人工1.0012.0012.00 保护1.002.002.00 爆炸螺丝5.001.507.50 饰盖2.002.004.00 损耗1.006.006.00 小计149.04 人工费 加工制作m1.0038.0038.00 安装m1
格式:pdf
大小:121KB
页数:2P
人气:74
3
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
格式:pdf
大小:81KB
页数:2P
人气:74
4.7
 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
最新文档 氩弧焊不锈钢楼梯点焊技巧与焊接参数
格式:pdf
大小:42KB
页数:3P
人气:74
4.4
![不锈钢楼梯扶手合同[1]](https://files.zjtcn.com/group1/M00/82/F6/CgoBZ2A-EGyAfBZNAAAPFNLJ83U540.jpg)
编号:_______________ 本资料为word版本,可以直接编辑和打印,感谢您的下载 甲方:___________________ 乙方:___________________ 日期:___________________ 不锈钢楼梯扶手合同[1] 说明:本合同资料适用于约定双方经过谈判、协商而共同承认、共同遵守的责任与 义务,同时阐述确定的时间内达成约定的承诺结果。文档可直接下载或修改,使用 时请详细阅读内容。 甲方(建设单位): 乙方(施工单位): 依据〈〈中华人民共和国合同法》、〈〈中华人民共和国建筑法》及〈〈建筑 工程质量监督条例》等有关规定,结合本工程具体情况,双方订立以下合同,共同 遵守: —、工程概况: 1、工程内容:不锈钢楼梯扶手;463厚0.7、§38厚0.5、§32厚0.4、§ 22厚0.35,不锈钢护栏:
格式:pdf
大小:14KB
页数:2P
人气:74
4.7
![不锈钢楼梯扶手合同[1]](https://files.zjtcn.com/group1/M00/32/AE/CgoBZ2AdIIiAC_knAAA7tN5CkZk068.jpg)
不锈钢楼梯合同 签订地点:镇江 甲方(总包单位):南通一建集团有限公司无锡中关村软件园项目部 乙方(施工单位): 1、依据《中华人民共和国合同法》、《中华人民共和国建筑法》 及《建筑工程质量监督条例》等有关规结合本工程具体情况,双方订立 以下合同,共同遵守: 一、工程概况: 2、工程内容:不锈钢玻璃楼梯扶手;立柱5cm*5cm*2mm、水平 扶手5cm*3cm*2mm(按甲方要求施工) 3、工程承包方式:包工包料,材料选用:国标拉丝; 4、工程造价:_430元/米,施工面积约_40__米,约合人民币: 17200元(壹万柒仟贰佰元整)以实际竣工验收数量为准定, 5、付款方式:合同签订生效后,甲方付壹万元的预付材料款, 材料款到帐后开始施工,工程安装完毕第三方验收合格后,余款在2013 年农历年底前一次性付清. 二、合同工期:从拨款之日起至_20
格式:pdf
大小:9KB
页数:1P
人气:74
4.6

不锈钢楼梯、飘窗、阳台栏杆制作、安装合同 经甲乙双方友好协商,本着互惠互利的原则,就舞钢市福林山庄1#楼 梯、飘窗、阳台、坡道不锈钢栏杆,制作、安装达成以下协议: 一、阳台平管为50mm立管20mm,高度1150mm。元/m,楼梯踏步(平管 63mm、1.2厚立管32mm、0.7厚、20mm、0.5厚,高950mm,间距不大于110mm) 元/m,飘窗栏杆(平管50mm、1厚,立管20mm,高550mm,间距不大于110mm) 元/m;包工包料,包制作、安装,包验收。(实测实量,按实结算。) 二、所有栏杆安装完毕经自检合格,报建设单位、监理单位验收合格,进行结算。 三、质量标准:合格。乙方制作安装合格达标产品,厚度、色泽、尺寸均 符合规范规定及设计要求。产品若不合格,乙方负全部责任,并赔付甲方 一切的损失,若发现管材厚度、色泽、尺寸偏差过大,乙方无
格式:pdf
大小:14KB
页数:2P
人气:74
4.4
不锈钢楼梯立柱分类 现代楼梯立柱是从欧洲传入国内的一项组成楼梯护栏的产品,它 是衔接楼梯级面和扶手的支承柱,在现代楼梯护栏中起到非常重要的 作用。由于由其所组成的护栏简洁、美观、大方且不失优雅豪华,所 以广泛被家居、商业等建筑场所所使用。由楼梯立柱所组成的常用组 合护栏有:楼梯立柱+玻璃+扶手、楼梯立柱+拉杆+扶手以及全钢构 护栏和全木构护栏。另外,楼梯立柱所组成的护栏还运用在现代的成 品楼梯中。 楼梯立柱随着不断的发展与改进,构成楼梯立柱常用的材质有: 不锈钢、碳钢、木材、铝材、石材、不锈钢+木材、亚克力等。其中 不锈钢常用的钢种有201#、304#、316#钢等,常用木材有沙比利、 缅甸柚木、菠萝格等。而碳钢和亚克力材质用于构成楼梯立柱则较少 细分项的选择。 西安华艺美装饰工程部多年来研发与拓展楼梯扶手立柱、幕墙材 料等系列产品,拥有先进的生产设备,能为客户提供
格式:pdf
大小:36KB
页数:3P
人气:74
4.6
表c2—2 技术、安全交底记录 施工单位:山西省宏图建设工程有限公司2013年月日编号: 工程名称 晋中学院新校区西区教学 组团工程施工一标段— 美术学院 交底部位 不锈钢楼梯栏杆扶手及室 内护栏 共3页 第1页 交底内容: 一、施工准备 1、主要机具:切割机、手提电钻、电焊机、抛光机。 2、材料要求:建筑装饰用不锈钢管¢22x0.6mm、¢22x0.8mm、¢32x0.8mm、¢63x1.2mm、¢51x1.2mm 及其它材料,所用材料按设计要求选用,必须有质量证明书。 3、楼梯间墙面、楼梯踏步、室外通道等全部完成。 二、工程流程: 安装预埋件→放线→安装立柱→扶手与立柱连接→打磨抛光。 1.安装预埋件 栏杆与预埋件的安装采用焊接做法。 2.放线 由于上述埋件施工,有可能产生误差,因此,在立柱安装之前,应放线,以确定螺栓位置与焊接
格式:pdf
大小:95KB
页数:2P
人气:74
4.7
不锈钢薄板双面氩弧焊焊接工艺研究 本文通过对不锈钢薄板制压力容器双面氩弧焊焊接工艺研究分析,确定合理的焊接工艺参数,提高焊接生产效率,减少焊接变形,保证产品质量。
格式:pdf
大小:110KB
页数:未知
人气:74
4.3
电阻点焊在奥氏体不锈钢焊接中的应用 文章叙述了不锈钢的分类及奥氏体不锈钢电阻焊时焊接参数的选择与电阻点焊缺陷之间的关系,阐述了电阻点焊缺陷形成的原因和在实际生产中采用的修补方法并提出解决方案。
格式:docx
大小:44KB
页数:未知
人气:74
3
 钨极氩弧焊在不锈钢薄板焊接中的应用
钨极氩弧焊在不锈钢薄板焊接中的应用 钨极氩弧焊在不锈钢薄板焊接中的应用——分析了不锈钢薄板焊接熔池受力情况与该工作的焊接变形。详细介绍了钨极氩弧焊焊接不锈钢薄板时的焊接工艺要领和应用。
格式:pdf
大小:118KB
页数:2P
人气:74
3
大型不锈钢设备的氩弧焊打底焊接工艺——对大型不锌钢设备的氩弧坪打鹿手工电弧焊盖面的焊接工艺作了介绍.其焊接工艺性能试验及焊接工艺评定显示,采用此焊接工艺可得到优质的焊接。
格式:pdf
大小:22KB
页数:2P
人气:74
4.7
0.8mm不锈钢薄板氩弧焊焊接工艺 设计要求大型隔热门选用0。8mm厚0cr18ni9材料,面板正面不允许拼焊,侧面拼 焊后焊缝表面必须无凹陷。无咬边,平整光洁,且整个面板拼焊后无波浪变形缺陷发生。由 于大型隔热门面板薄,面积大(3046mm*1352mm*0。8mm),受板料规格限制,面板 上必设计两道拼接焊缝。因此焊接过程中不但要解决不锈钢薄板长焊缝的焊接质量问题,还 要控制好面板焊后变形。考虑到自动tig焊缝工艺具有单面焊双面成形,焊缝质量好,焊 后变形小,焊接效率高等优点,特别适合于不锈钢薄板长焊缝的焊接,决定采用自动tig 焊单面焊双面成形工艺解决0。8mm厚0cr18ni9薄板的拼焊问题。 1试验目的 通过对于0。8mm厚0cr18ni9薄板的自动tig焊单面焊双面成形工艺试验,制定 出合理的焊接工艺参数;采取合适的焊接
文辑创建者
我要分享 >
职位:工程质量员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐