氧乙炔焊接法气焊
2024-05-29
精心整理 氧乙炔焊接法(气焊) 1.气焊之原理与设备 热能——是焊接过程中必备的条件,已知焊接热能分列有:电磁能,化学能,机械能,结晶能等等;而气焊则屈于化学能式的 焊接法。 气焊( Gas-Welding)——是将可燃性气体与助燃气体自容器中引导出,经焊炬 (Torch)混合后,经由焊炬火口处点燃成高温火 焰,并对焊件加热的一种焊接方法,使用的可燃性气体有乙炔( Acetylene,C2H2,电石气),丙烷( Propane,C3H8,煤气),甲 烷(Methane,CH4),氢( Hydrogen,H2)等,但目前以乙炔为最常用;助燃气体则为氧气 (Oxygen,O2)。 1-1.气体供应设备: 目前氧气与乙炔或其他气体皆压缩储存于钢制容器内, 而高压氧气通常以压缩气体形态充填在无缝钢瓶内, 则瓶内压力于 21℃ 时约为 150kg/cm2,瓶身多半漆成黑色或绿色,并注明内部容积,重量

氧乙炔焊接法(气焊) ? 1.气焊之原理与设备 热能——是焊接过程中必备的条件,已知焊接热能分列有:电磁能,化学能,机械能,结晶能等等; 而气焊则屈于化学能式的焊接法。 气焊(gas-welding)——是将可燃性气体与助燃气体自容器中引导出,经焊炬(torch)混合后,经由焊 炬火口处点燃成高温火焰,并对焊件加热的一种焊接方法,使用的可燃性气体有乙炔(acetylene,c2h2, 电石气),丙烷(propane,c3h8,煤气),甲烷(methane,ch4),氢(hydrogen,h2)等,但目前以乙 炔为最常用;助燃气体则为氧气(oxygen,o2)。 1-1.气体供应设备: 目前氧气与乙炔或其他气体皆压缩储存于钢制容器内,而高压氧气通常以压缩气体形态充填在无缝钢 瓶内,则瓶内压力于21℃时约为150kg/cm2,瓶身多半漆成黑色或绿色,并注明内部容积,重量,试验
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
编辑推荐下载
格式:pdf
大小:33KB
页数:2P
人气:50
 4.6
4.6
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
热门文档 氧乙炔焊接法气焊
格式:pdf
大小:22KB
页数:1P
人气:50
4.8
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
格式:pdf
大小:14KB
页数:2P
人气:50
4.8
vga连接线的焊接法 一般企业在使用投影仪等设备时,其vga接头大多需要人工焊接,接头多,难焊 是vga的焊接的两个难头,弄不好要么没信号,要么出现色差,下面我把如何焊 接vga头的方法介绍给大家,希望大家在实际工作中有所用处。 按照vga接头(15hd)的标准,共各引脚的定义如下: 1pin——red2pin——green3pin——blue 4pin——idbit5pin——n/c6pin——r.gnd 7pin——g.gnd8pin——b.gnd9pin——no.pin 10pin——gnd11pin——idbit12pin——idbit 13pin——hsync14pin——vsync15pin——n/c 其中1、2、3为模拟的红、绿、蓝信号,6、7、8为对应的模拟地;13、14为数 字的行
格式:pdf
大小:2.7MB
页数:9P
人气:50
4.8
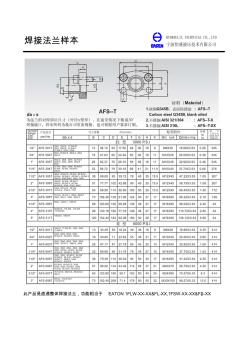
此产品是直通整体焊接法兰,功能相当于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法兰样本 焊接法兰样本 此产品是90°整体焊接法兰,功能相当于eaton1flw9-xx-xx&fl-xx,1fsw9-xx-xx&fs-xx。 焊接法兰样本 此产品相当于eaton1flw-xx-xx&fl-xx,1fsw-xx-xx&fs-xx。 焊接法兰样本 gsf30x相当于eaton1cfl-xx-xx&fl-xx,1cfs-xx-xx&fs-xx。 gsf60x相当于eaton1dfl-xx-xx&fl-xx,1dfs-xx-xx&fs-xx。 焊接法兰样本 gwf30x相当于eaton1cfl9-xx-xx&fl-xx,1cfs9-xx-xx&fs-xx。 gwf60x相当于eaton1dfl9-xx-xx&fl-xx,1dfs9-xx
格式:pdf
大小:17KB
页数:4P
人气:50
4.5
⒈阀门安装前应检查填料,其压盖螺栓须有足够的调节余量。 ⒉法兰或螺纹连接阀门应在关闭状态下安装。 ⒊焊接时阀门不宜关闭,防止过热变形。 ⒋安装阀门前,应按设计核对型号,并按介质流向确定其安装方 向。 ⒌水平管道上的阀门,其阀杆一般应安装在上半周范围内。 ⒍阀门传动杆(深长杆)轴线的夹角不应大于300,其接头应转 动灵活。有热位移的阀门,传动杆应有补偿措施。 ⒎阀门的操作机构和传动装置应进行必要调整,使之动作灵活, 指示准确。 ⒏安装铸铁阀门时,应避免因强力连接或受力不均引起的损坏。 ⒐安装阀门前,必须复核产品合格证和试验记录。 ⒑阀门的安装位置不应防碍设备、管道及阀门本身的拆装和检 修。阀门安装高度应方便操作和检修,一般距地坪1.2m为宜,当阀 门中心距地坪1.8m以上时,应集中布置,并设置固定平台。 ⒒并排管线上阀门,其手轮间净距不得小于100mm,为了减小 管道间
格式:pdf
大小:1.8MB
页数:5P
人气:50
4.4
 不锈钢AA-TIG焊接法
不锈钢AA-TIG焊接法 针对不锈钢,提出一种新型活性tig焊方法——电弧辅助活性tig焊,即aa-tig焊。采用co2+ar作为小电流钨极电弧的保护气体进行单弧aa-tig焊,分别研究小电流钨极电弧和正常tig焊工艺参数对焊缝熔深的影响,并针对试验范围内的最佳焊接规范研究不锈钢aa-tig焊的焊缝成形、焊缝显微组织、化学成分和焊缝性能。采用aa-tig焊可以单道焊透10mm厚的不锈钢板材,单面焊双面成形。与传统tig焊相比,焊缝组织和化学成分几乎没有变化,焊缝的耐cu/cuso4腐蚀性能和低温冲击韧度都满足相关标准要求。
精华文档 氧乙炔焊接法气焊
格式:pdf
大小:202KB
页数:1P
人气:50
4.6

标准15针vga头的各针脚如下图显示(3+4线型,3表示3根同轴红、绿、蓝,4表 示4根黑、棕、黄、白线)vga的脚通常按照倒梯形来看,从上到下,从左到右分别是1 -5脚,6-10脚,11——15脚;(注意d15接头一定选用金属外壳)如下图所示: 15针脚我们通常只需要焊接11个引脚即可,如下:(4、5、9、12脚不焊) 红线——“1”脚——模拟信号的“红”; 绿线——“2”脚——模拟信号的“绿”; 蓝线——“3”脚——模拟信号的“蓝”; 红线外屏蔽线——“6”脚——模拟信号的“红”的接地屏蔽线; 绿线外屏蔽线——“7”脚——模拟信号的“绿”的接地屏蔽线; 蓝线外屏蔽线——“8”脚——模拟信号的“蓝”的接地屏蔽线; 黑线——“10”脚——数子信号的的接地端; 棕线——“11”脚——屏幕与主机之间的控制或地
格式:pdf
大小:136KB
页数:9P
人气:50
4.7
一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时,σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不
格式:pdf
大小:72KB
页数:2P
人气:50
4.5
低压弯头的转动焊接法 介绍“虾米腰”弯头的转动焊法。这种焊法全为平焊,避免了立焊,提高了效率,提高焊缝质量。
格式:pdf
大小:9KB
页数:1P
人气:50
4.3

热镀锌焊接法兰 往往,热镀锌焊接法兰的锌层的呢,形成锌层的质量是什么样的呢? 这样的热镀锌焊接法兰锌层的形成过程之中,一般的热镀锌焊接法兰的热镀锌的时候, 热镀锌层形成过程是铁基体与最外面的纯锌层之间形成铁-锌合金的过程,工件表面在热浸 镀时形成铁-锌合金层,才使得铁与纯锌层之间很好结合,其过程可简单地叙述为:使其进 行加工出来的时候,那么利用加工出来的时候,那么利用合理性的焊接法兰进行酸洗,因为 酸洗是非常重要的,当铁工件浸入熔融的锌液时,首先在界面上形成锌与α铁(体心)固熔体。 这是基体金属铁在固体状态下溶有锌原子所形成一种晶体,这样的所谓进行加工形成所谓符 合保证了,这样的焊接法兰的锌层都是符合价格的,这样的焊接法兰的锌层的是最佳的形成 了。 锌层的厚度至关重要,正常的热镀锌焊接法兰的质量必须要符合,熔融金属与铁基体反 应而产生合金层,从而使基体和镀层二
格式:pdf
大小:14KB
页数:1P
人气:50
4.6

gb9119,2—88gb9119,2—88 in 公称通 径 10kg=1.0mpa16kg=1.6mpa 法 兰 外 径 螺 栓 孔 距 螺 栓 直 径 螺 栓 孔 数 法 兰 厚 度 公称通 径 法 兰 外 径 螺 栓 孔 距 螺栓 直径 螺栓 孔数 法兰厚度 3/8dn10506014414dn10906014414 1/2dn15596514414dn15956514414 3/4dn201057514416dn201057514416 1dn251158514416dn251158514416 11/4dn3214010018418dn3214010018418 11/2dn4015011018418dn4015
最新文档 氧乙炔焊接法气焊
格式:pdf
大小:12KB
页数:1P
人气:50
4.5
焊接法兰连接有哪些要求? (1)法兰焊接质量 法兰应垂直于管子中心线,用角尺将法兰与管子找垂直。管端插入法兰,插人深度为法兰厚度的l/2。 法兰的内外面均需焊接,法兰内侧的焊缝不得凸出密封面。 法兰焊接后应将毛刺及溶渣清除干净,内孔应光滑,法兰面应无飞溅物。 (2)法兰装配要求 法兰装配时,两法兰应相互平行,不得将不平行的法兰强制对口。垫片一般采用橡胶石棉板,垫片不 得采用斜垫和多层,垫片尺寸应与法兰密封面相同。 法兰连接时应采用同规格的螺栓,安装方向一致,即螺母在同一侧。拧紧螺栓时应对称均匀,松紧一 致,拧紧后螺杆的外露长度不大于螺杆直径的1/2。 支(吊、托)架安装有哪些要求? (1)固定支架的设置 必须按设计位置设置好固定支架,在两个补偿器中间应设固定支架,利用弯管作自然补偿时应设固定 支架。固定支架的结构应符合设计要求,并固定牢固,使管子不能移动。 (2)活动支架 活动
格式:pdf
大小:9KB
页数:5P
人气:50
4.4

焊接法兰种类、性能、连接形式详细介绍 弧光闪耀人生,火花飞出精彩!焊接路上家园伴你同行! 1、按化工行业标准分:整体法兰(if)、螺纹法兰(th)、 板式平焊法兰(pl)、带径对焊法兰(wn)、带颈平焊法兰 (so)、承插焊法兰(sw)、对焊环松套法兰(pj/se)、平 焊环松套法兰(pj/rj)、衬里法兰盖(bl(s))、法兰盖(bl)。 2、按石化行业标准分:螺纹法兰(pt)、对焊法兰(wn)、 平焊法兰(so)、承插焊法兰(sw)、松套法兰(lj)、法 兰盖(不表注)。 3、按机械行业标准分:整体法兰、对焊法兰、板式平焊法 兰、对焊环板式松套法兰、平焊环板式松套法兰、翻边环板 式松套法兰、法兰盖。 平焊钢法兰:适用于公称压力不超过2.5mpa的碳素钢管道 连接.平焊法兰的密封面可以制成光滑式,凹凸式和榫槽式三 种.光滑式平焊法兰的应用量最大.
格式:pdf
大小:533KB
页数:4P
人气:50
4.6
爆炸焊接法生产铜/钢油膜轴承衬板 介绍了用爆炸焊接法生产铜/钢油膜轴承衬板时爆炸工艺参数的确定原则,提出了小面积复合板合并焊接、涂黄油保护复板及将起爆点设置在后续加工切除点的爆炸焊接方法。其技术可供类似爆炸焊接工程参考和借鉴。
格式:pdf
大小:51KB
页数:1P
人气:50
4.6
防渗膜焊接法施工工序的探讨 复合土工膜的连接分两个程序进行,即下、上层无纺布的缝接,中层主膜的焊接。正式拼接前,根据施工现场气温可在试样上进行试焊,以确定行走速度和施焊温度。一般温度控制在250℃~300℃,行走速度一般1~2m/min。在焊接过程中,形成两条10mm宽的焊缝,操作人员要仔细观察焊接两条焊缝质量,随时根据环境变化调整焊接温度及行走速度。同时,焊接前必须清除膜面的脏物,保证膜面清洁。
格式:pdf
大小:97KB
页数:1P
人气:50
4.5
小直径奥氏体不锈钢管的氧-乙炔气焊焊接工艺 本文介绍了小直径奥氏体不锈钢管氧-乙炔气焊的特点和相应的氧-乙炔气焊的焊接工艺,通过在生产中实际中应用,焊接的小直径奥氏体不锈钢管接头完全能够满足生产的使用要求,所选用的焊接材料和焊接工艺参数是可行的,为今后不锈钢材料的氧-乙炔气焊积累了实践经验。
格式:pdf
大小:56KB
页数:未知
人气:50
4.6
金属与塑料元件焊接法 德国amidoduco公司开发出一项金属与塑料混合焊接法。据统计,有60%的金属冲压件用于汽车的控制和传感,它们必须与模铸塑料零件焊接在一起。焊接时必须不对外围造成损坏,同时还要确保电接触的畅通。
格式:pdf
大小:51KB
页数:未知
人气:50
4.6
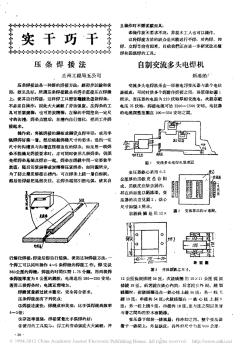
焊接法兰盘的小胎具 法兰盘与管子焊接时,通常的办法是由人拿着,先点焊,然后满焊。既不安全,也不易保证法兰盘与管子的轴线垂直。三桥处水道工班的同志制造出一种简易小胎具,解决了这个问题。这种胎具很简单。只有一个焊有法兰盘的设有三条伸缩缝的导向管和一个带有圆锥块的固定螺丝,见图。
格式:pdf
大小:182KB
页数:未知
人气:50
4.4
用焊接法巧取断螺钉 在机械制造和设备维修中,经常发生螺钉、钻头和丝锥断裂的现象,用焊接法取出断螺钉是一种简便易行的办法。1.焊接方法(1)堆焊时焊接电流要选得小一些,并先在断口中心以碰击法引弧,再以不断灭弧法进行堆焊。(2)如果螺孔坚直向上,焊接时较容易。在堆焊时,从边缘向中心以圆圈形运条,圆圈大小根据断丝直径大小而定。断丝直径小,则圆圈亦小;断丝直径大则圆圈亦大。每次灭弧后应立即清渣,并
格式:pdf
大小:347KB
页数:未知
人气:50
4.8
低碳钢A-TIG焊接法的试验研究 研究了一种高效的tig焊接方法a-tig,进行了系列tig焊堆焊试验.结果表明:在相同焊接规范下,涂敷表面活性剂后焊接电弧有明显收缩,熔池深度有显著增加,而熔宽稍有减小.同时还介绍了活性剂成分的调配及活性剂成分对熔深变化的影响,并对熔深增加机理进行了分析
文辑创建者
我要分享 >
职位:全职房建建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐