最新磁粉检测工艺卡
2024-06-03
磁粉检测工艺卡 TY/JL1908 NO.CF001 工艺卡号 TY/JL1908-1 产品名称 导向杆 材 质 35CrMo 检测比例 100% 表面状态 精加工 Ra≤6.3 执行标准 JB/T4730-2005 合格级别 I 检 测 部 位 示 意 图 仪器型号 CDX-Ⅱ 仪器名称 磁粉探伤仪 磁粉种类 黑磁粉 灵敏度试片 A1-30/100 磁化方法 磁轭法 检测时机 精加工 磁悬液浓度 15g/L 磁化方向 纵向磁化 备 注 编制 审核 日期 日期 磁粉检测工艺卡 TY/JL1908 NO.CF002 工艺卡号 TY/JL1908-2 产品名称 阀体 材 质 35CrMo 检测比例 100% 表面状态 精加工 Ra≤6.3 执行标准 JB/T4730-2005 合格级别 I 检 测 部 位 示 意 图 仪器型号 CDX-Ⅱ 仪器名称 磁粉探伤仪 磁粉种类 黑磁粉

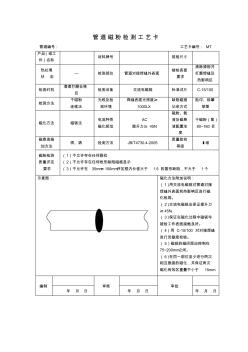
管道磁粉检测工艺卡 管道编号:工艺卡编号:mt 产品(或工 件)名称 材料牌号规格尺寸 热处理 状态 —检测部位管道对接焊缝外表面 被检表面 要求 清除漆物并 打磨焊缝及 热影响区 检测时机 清理打磨合格 后 检测设备交流电磁轭标准试片c-15/100 检测方法 干磁粉 连续法 光线及检 测环境 焊缝表面光照度≥ 1000lx 缺陷磁痕 记录方式 贴印、临摹 草图 磁化方法磁轭法 电流种类 磁化规范 ac 提升力≥45n 磁粉、载 液及磁悬 液配置浓 度 干磁粉(黑) 80~160目 磁悬液施 加方法 喷、洒检测方法jb/t4730.4-2005 质量验收 等级 ⅰ级 磁粉检测 质量评定 要求 (1)不允许存在任何裂纹 (2)不允许存在任何线形缺陷磁痕显示 (3)不允许在35mm×100mm评定框内长径大于1.5的圆形缺陷,不大于1个 示意
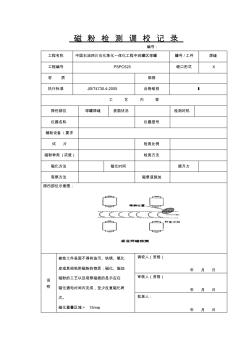
磁粉检测调校记录 编号: 工程名称中国石油四川石化炼化一体化工程中间罐区球罐罐号/工件焊缝 工程编号pspc525破口形式x 材质规格 执行标准jb/t4730.4-2005合格级别ⅰ 工艺内容 探伤部位球罐焊缝表面状况检测时机 仪器名称仪器型号 辅助设备/要求 试片检测比例 磁粉种类(浓度)检测方法 磁化方法磁化时间提升力 观察方法磁悬液施加 探伤部位示意图: 说 明 被检工件表面不得有油污、铁锈、氧化 皮或其他粘附磁粉的物质;磁化、施加 磁粉的工艺以及观察磁痕的显示应在 磁化通电时间内完成,至少反复磁化两 次。 磁化重叠区域>15mm。 调校人(资格) 年月日 审核人(资格) 年月日 批准人: 年月日 磁粉检测工艺卡 编号:tksc-pzzj-mtgy-02 工程名称中国石油四川石化
编辑推荐下载
格式:pdf
大小:24KB
页数:2P
人气:50
 4.6
4.6

磁粉检测工艺卡(固定式) 工艺卡编号: 工件名称材料 规格尺寸热处理状态 检测部位检测时机 被检表面 要求 检测设备 灵敏度 试片 检测方法 光线及检测 环境 缺陷磁痕 记录方式 磁化方法 电流种类 磁化规范 磁粉、载液及 磁悬液浓度 磁悬液施加方法 检测标准质量验收等级 仪器型号磁化时间 磁粉检测质量评级要求: 检测部位示意图: 操作步骤及要点: 编制人: 年月日 审核人: 年月日 审批人: 年月日
热门文档 最新磁粉检测工艺卡
格式:pdf
大小:22KB
页数:1P
人气:50
4.4
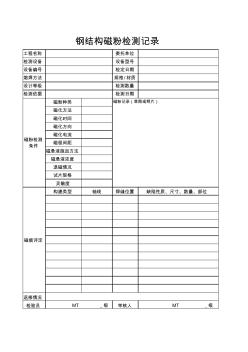
工程名称委托单位 检测设备设备型号 设备编号检定日期 熔焊方法规格/材质 设计等级检测数量 检测依据检测日期 磁粉种类 磁化方法 磁化时间 磁化方向 磁化电流 磁极间距 磁悬液施加方法 磁悬液浓度 退磁情况 试片规格 灵敏度 构建类型轴线焊缝位置 返修情况 检验员审核人mt_级mt_级 磁粉记录(草图或照片) 缺陷性质、尺寸、数量、部位 磁痕评定 磁粉检测 条件 钢结构磁粉检测记录
格式:pdf
大小:126KB
页数:11P
人气:50
4.6

起重机吊钩的磁粉检测方案 编制: 审核: 审批: 年月日 一.检测依据 1.nb/t47013.1-2015《承压设备无损检测》第1部分:通用要求 2.nb/t47013.1-2015《承压设备无损检测》第4部分:磁粉检测 3.有关规范、规程、标准 二.检测要求 1.检测要求 (1)检测人员应按照《特种设备无损检测人员考核与监督管理规则》的要求取得该 项目的ⅱ级及以上无损检测资格,并从事与资格级别相应的无损检测工作。 (2)检测质量控制和检测级别评定,依照nb/t47013.1-2015《承压设备无损检测》标准 进行。检测部位和比例,应符合有关规程、规范和本院有关检验规范的要求。 三.检测准备 1.检测人员详细了解被检吊钩的设计、制造、使用、检验情况。 2.仪器、设备、材料。所使用的仪器设备和材料应是鉴定和检验合格的产品,性能 指标应符合n
格式:pdf
大小:28KB
页数:1P
人气:50
4.4

bxxx 钢结构磁粉检测原始记录 检测计划号委托内容检测地点 工件名称主体材料检测部位 表面状态检验方法标准试片 仪器型号仪器编号仪器使用记录 磁化方法磁化电流种类磁化电流 检 测 比例(%)磁粉类型检测标准 长度(mm)磁粉施加方法验收等级 检测时机环境温度检测日期 检测示意图: 序 号 工件及焊缝编号检测位置/长度 (mm) 缺陷 编号 缺陷尺寸 (mm) 评定返修 合格不合格合格不合格 审核人员(资格)检测人员(资格) 共页第页
格式:pdf
大小:28KB
页数:1P
人气:50
4.6

bxxx 钢结构磁粉检测原始记录 检测计划号委托内容检测地点 工件名称主体材料检测部位 表面状态检验方法标准试片 仪器型号仪器编号仪器使用记录 磁化方法磁化电流种类磁化电流 检 测 比例(%)磁粉类型检测标准 长度(mm)磁粉施加方法验收等级 检测时机环境温度检测日期 检测示意图: 序 号 工件及焊缝编号检测位置/长度 (mm) 缺陷 编号 缺陷尺寸 (mm) 评定返修 合格不合格合格不合格 审核人员(资格)检测人员(资格) 共页第页
格式:pdf
大小:18KB
页数:2P
人气:50
4.5

储罐钢板磁粉检测报告 表1.5.1.6 单位工程名称:单位工程编号: 报告编号施工分包商 检测日期储罐编号 采用标准磁化方式板厚 仪器型号灵敏度 磁粉和磁悬液配制冲水试验□前□后 检测长度:m;评定级别: 检测部位: 缺陷记录: 报告人 级别 年月日 审核人 级别 年月日 检测单位(盖章) 年月日
精华文档 最新磁粉检测工艺卡
格式:pdf
大小:240KB
页数:22P
人气:50
4.6

□□□□□□□□工程公司企业标准 q/ys q/ysi.662-2006 磁粉检测方法 2006-xx-xx发布2006-xx-xx实施 □□□□□□□□工程公司标准化委员会发布 目次 前言.⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ⅱ 1范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..⋯⋯⋯⋯..⋯⋯⋯⋯.1 2引用文件⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯⋯⋯⋯⋯⋯⋯.⋯⋯⋯⋯⋯⋯⋯1 3术语和定义⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..1 4职责⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯⋯..⋯⋯.⋯⋯.⋯⋯.1 5工作程序⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.⋯
格式:pdf
大小:863KB
页数:2P
人气:50
4.3
 超高压水晶釜卡箍磁粉检测方法的探讨
超高压水晶釜卡箍磁粉检测方法的探讨 卡箍是水晶釜设备的主要受力部件。由于卡箍自身结构所限,磁粉检测方法受到一定限制,本文介绍了线圈法检测的措施和步骤,选择绕电缆剩磁法可对超高压水晶釜卡箍螺牙根部细微周向疲劳裂纹进行准确的判别。
格式:pdf
大小:389KB
页数:2P
人气:50
4.7
复合钢板结合部位缺陷的磁粉检测 介绍了采用直流磁轭方法检测表面覆盖有不锈钢的复合钢板缺陷的工艺、过程、结果以及返修方法。证明了采用磁粉方法,透过不锈钢覆盖层,检测基体为铁磁性材料中缺陷的可行性。所得检测结果可与射线和超声波检测结果形成印证,具有实际应用价值。
格式:pdf
大小:65KB
页数:2P
人气:50
4.5
在用蒸压釜磁粉检测中应注意的几个问题 针对一台在用蒸压釜检测的特点和检测中可能出现的问题提出了几点看法。
格式:pdf
大小:11KB
页数:5P
人气:50
4.8
无损检测简称ndt(non-destructivetesting)是工业发展必不可少的有效工具,在一 定程度上反映了一个国家的工业发展水平,其重要性已得到公认。无损检测ndt (non-destructivetesting),就是利用声、光、磁和电等特性,在不损害或不影响被检对象使 用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质 和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手 段的总称。 根据受检制件的材质、结构、制造方法、工作介质、使用条件和失效模式,预计可能 产生的缺陷种类、形状、部位、和方向,选择适宜的无损检测方法。 常规无损检测方法有: 超声检测ultrasonictesting(缩写ut); 射线检测radiographictesting(缩写rt); 磁粉检测m
最新文档 最新磁粉检测工艺卡
格式:pdf
大小:795KB
页数:26P
人气:50
4.4
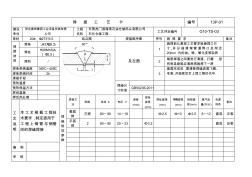
焊接工艺卡编号13p-01 建设 单位 茂名建筑集团工业设备安装有限 公司 工程 名称 东莞虎门港海湾石油仓储码头有限公司 石化仓储工程 工艺评定编号g10-ts-03 母材20#、φ273*6.5结点图焊接顺序图序号施焊要求备注 焊 接 材 料 焊条j427(φ3.2) 11 60° 1 2 4. 5 见左图 1 施焊前认真按工艺要求检查焊口尺 寸,并仔细清理管道焊口及附近 20mm内的油、锈、氧化皮等杂质.焊丝 h08mnsia (φ2.5) 焊剂/2 每层焊道之间要进行清渣、打磨,若 有明显缺陷应清除再施焊下一层. 焊条烘烤温度350℃~400℃ 3 盖面完成后,要清除焊缝表面飞溅、 毛刺,并按规定打上焊工钢印代号.焊条烘烤时间2h 清根手段 预热温度 焊缝尺 寸标准 预热保温方法gb50236-2011
格式:pdf
大小:1.6MB
页数:3P
人气:50
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
格式:docx
大小:24KB
页数:未知
人气:50
3
 无损检测工艺卡(4张)
无损检测工艺卡(4张) 无损检测工艺卡(4张)——共4张表格,内容如下: 射线检测工艺卡 超声波检测工艺卡 磁粉检测工艺卡 渗透检测工艺卡
格式:pdf
大小:544KB
页数:3P
人气:50
4.4
航空器机轮轮毂连接螺栓的磁粉检测 近几年来,各航空公司频频发生航空器机轮轮毂连接螺栓断裂事故,最多的同一轮毂连接螺栓断裂五根,给飞行安全造成极大隐患。目前,大部分航空公司对轮毂连接螺栓都是采用磁粉方法检测,检查周期随同一轮毂的拆装,直到厂家推荐的起落次
格式:pdf
大小:236KB
页数:3P
人气:50
4.8
大型铸造阀门裂纹磁粉检测新技术研究 通过分析现有铸造阀门磁粉检测技术的缺点及局限性,研究了磁粉检测大型异形铸造阀门需考虑的因素。依据研究分析结果制定了铸造阀门磁粉检测新工艺,以便于检测人员对铸造阀门实施更有效的检测。
格式:pdf
大小:193KB
页数:3P
人气:50
4.8
焊接钢管端面分层的磁粉检测工艺 采用常规的磁粉检测工艺检测焊接钢管端面分层存在着局限性,通过对焊接铜管端面分层特点以及对钢管端面磁粉检测特殊性的分析,研究设计了一套采用窄磁极间距并结合单侧斜向分段磁化的磁轭法检测工艺,该工艺为焊接钢管端面分层磁粉检测提供了一套有效的工艺方法。
格式:pdf
大小:63KB
页数:未知
人气:50
4.7
在用超高压容器部件——卡箍的磁粉检测应用 本文采用磁粉检测的方法对卡箍进行表面探伤,有效的发现了疲劳裂纹的磁痕显示,通过对使用过程中疲劳裂纹产生原因的分析,给其生产单位的工艺改进方面提供了有效依据。
格式:pdf
大小:59KB
页数:未知
人气:50
4.6
基于工作过程的磁粉检测技术的课程教学设计 按照基于工作过程的课程开发设计理念,以工作任务为线索=确定课程设置、以职业技能鉴定为参考=强化技能训练、以典型工作任务为载体——设计教学活动、以职业能力为依据——组织课程内容,对磁粉检测技术课程进行开发设计。
格式:pdf
大小:224KB
页数:未知
人气:50
4.6
机轮轮毂连接螺栓的磁粉检测经验探讨 分析飞机机轮轮毂连接螺栓的失效原理,结合实际情况阐述磁粉检测的可行性。介绍了提高螺栓磁粉检测可靠性的经验,提示维护注意事项。
文辑创建者
我要分享 >
职位:大气环境影响评价
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐