制作大口径ф450、ф500、ф630PE管弯头
2025-03-14

 制作大口径(φ450、φ500、φ630)PE管弯头
制作大口径(φ450、φ500、φ630)PE管弯头 根据产品生产的需要,我们将大型直管焊机改造为直、弯两用焊机。通过质量完全达到标准要求,并取得了较好的经济效益。

编辑推荐下载

格式:pdf
大小:1.0MB
页数:8P
人气:79
 4.4
4.4
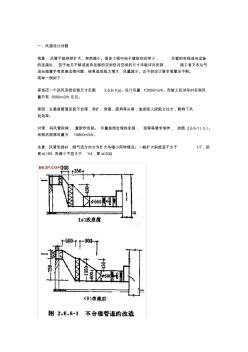
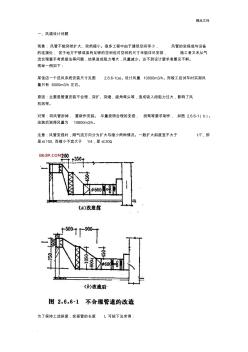
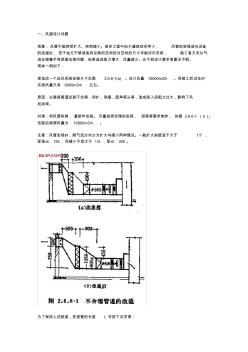
一、风道设计问题 现象:风管不能突然扩大、突然缩小。很多工程中由于建筑空间窄小,风管的变径或与设备 的连接处,苦于地方不够或虽有足够的空间但对空间的尺寸未能详尽安排,施工者又未从气 流合理着手考虑接法等问题,结果造成阻力增大,风量减少。达不到设计要求者屡见不鲜。 现举一例如下: 某饭店一个送风系统安装尺寸见图2.6.6-1(a)。设计风量10000m3/h。而竣工后试车时实测风 量只有6000m3/h左右。 原因:主要是管道安装不合理,突扩、突缩、直角弯头等,造成吸入段阻力过大,影响了风 机效率。 对策:将风管拆掉,重新作安装。尽量按照合理的变径,拐弯等要求制作,如图2.6.6-1(b)。 改装后测得风量为10800m3/h。 注意:风管变径时,顺气流方向分为扩大与缩小两种情况。一般扩大斜度宜不大于1/7,即 是≤150,而缩小不宜大于1/4,即≤300。
热门文档 制作大口径ф450、ф500、ф630PE管弯头
格式:pdf
大小:1.5MB
页数:10P
人气:79
4.6
-` 电子血压计,操作方便,对技术的要求比较低,可能会有一点误差,单一般使用是不影响的。 欧姆龙omron,九安andon,松下panasonic,迈克大夫microlife,鱼跃yuyue这些牌 一、风道设计问题 现象:风管不能突然扩大、突然缩小。很多工程中由于建筑空间窄小,风管的变径或与设备 的连接处,苦于地方不够或虽有足够的空间但对空间的尺寸未能详尽安排,施工者又未从气 流合理着手考虑接法等问题,结果造成阻力增大,风量减少。达不到设计要求者屡见不鲜。 现举一例如下: -` 某饭店一个送风系统安装尺寸见图2.6.6-1(a)。设计风量10000m3/h。而竣工后试车时实测风 量只有6000m3/h左右。 原因:主要是管道安装不合理,突扩、突缩、直角弯头等,造成吸入段阻力过大,影响了风 机效率。 对策:将风管拆掉,重新作安装。尽量按照合理的变径
格式:pdf
大小:66KB
页数:1P
人气:79
4.8
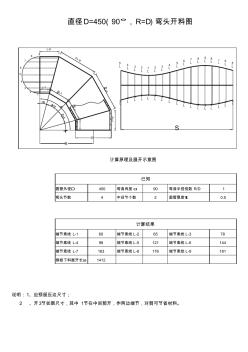
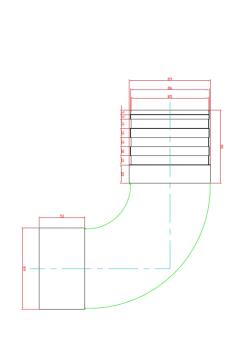
圆管外径d450弯曲角度α90弯曲半径倍数r/d1 弯头节数4中间节个数2圆管厚度t0.5 端节素线l-160端节素线l-265端节素线l-378 端节素线l-498端节素线l-5121端节素线l-6144 端节素线l-7163端节素线l-8176端节素线l-9181 钢板下料展开长s1412 2、开3节如图尺寸,其中1节在中间剪开,作两边端节,对剪可节省材料。 直径d=450(90°,r=d)弯头开料图 计算原理及展开示意图 已知 计算结果 说明:1、应预留压边尺寸; r s l- 1 l- 2 l- 3 l- 8 l- 7 l- 6l- 5 l- 8 l- 9l -5 l- 6 l- 7l -4 l- 5l- 4l- 3 l- 2 l -2l- 3l- 4l- 5 l- 4l -7 l- 6
格式:pdf
大小:3.1MB
页数:8P
人气:79
4.7
一、风道设计问题 现象:风管不能突然扩大、突然缩小。很多工程中由于建筑空间窄小,风管的变径或与设备 的连接处,苦于地方不够或虽有足够的空间但对空间的尺寸未能详尽安排,施工者又未从气 流合理着手考虑接法等问题,结果造成阻力增大,风量减少。达不到设计要求者屡见不鲜。 现举一例如下: 某饭店一个送风系统安装尺寸见图2.6.6-1(a)。设计风量10000m3/h。而竣工后试车时实测风 量只有6000m3/h左右。 原因:主要是管道安装不合理,突扩、突缩、直角弯头等,造成吸入段阻力过大,影响了风 机效率。 对策:将风管拆掉,重新作安装。尽量按照合理的变径,拐弯等要求制作,如图2.6.6-1(b)。 改装后测得风量为10800m3/h。 注意:风管变径时,顺气流方向分为扩大与缩小两种情况。一般扩大斜度宜不大于1/7,即 是≤150,而缩小不宜大于1
精华文档 制作大口径ф450、ф500、ф630PE管弯头
格式:pdf
大小:528KB
页数:未知
人气:79
4.7
推制大口径弯头设计与制造工艺的研究 主要介绍了90°推制大口径弯头设计及成形的工艺过程、变形特点,分析了推制大口径弯头成形过程中金属的流动规律以及弯头内外弧壁厚与设计强度的关系。
格式:pdf
大小:35KB
页数:1P
人气:79
4.7
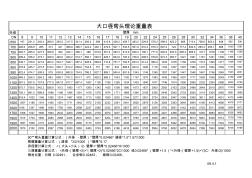
外径 dn8910111213141516171819202224252628303234363840 650197221.2245.4269.5293.5317.5341.4365.2389412.6436.2459.7483.2529.8576.2599.3622.2668713.4758.6803.4848892936 700228.6256.8285313341368.9396.7424.4452.1479.6507.1534.5561.8616.2670.3697.2724777.4830.5883.3935.798810401091 750262.7295.2327.5359.8392424.1456.1488519.
格式:pdf
大小:126KB
页数:3P
人气:79
4.5
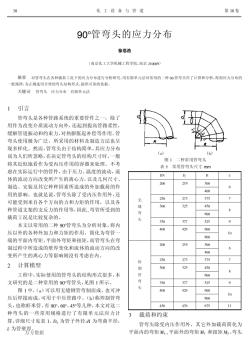
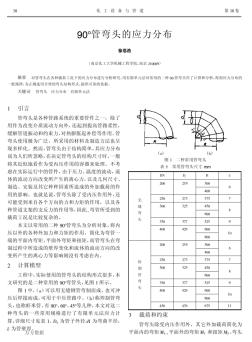
90°管弯头的应力分布 对管弯头在各种载荷工况下的应力分布进行分析研究。用有限单元法对常用的二种90管弯头作了计算和分析,得到应力分布的一般规律,为正确选用合理的弯头结构形式,提供可靠的依据。
格式:pdf
大小:615KB
页数:2P
人气:79
4.6
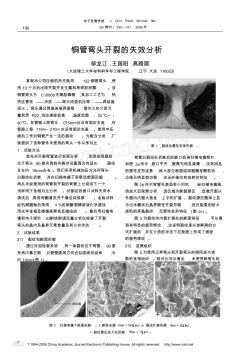
铜管弯头开裂的失效分析 邹龙江,王国阳,高路斯 (大连理工大学材料科学与工程学院,辽宁大连116023) 图2 扫描电镜下断面形貌。a:断面全貌(bar=500μm);b:裂纹扩展形貌(bar=50μm); c:裂纹源区放大后形貌(bar=15μm)。 某制冷公司压缩机热交换用<22铜管弯头,使 用10个月后出现开裂并发生氟利昂喷射泄露。该 铜管弯头为c10800无氧脱磷铜,其加工工艺为:热 挤压管坯———冷拔———弯头成型机压弯———再结晶 退火。弯头通过焊接连接两直管,管内工作介质为 氟利昂r22,流动速度较高,温度范围-30℃~- 40℃。在管路上距弯头015mm处设有固定支座,在 管路上每115m~210m也设有固定支座。使用中压 缩机工作对铜管产生一定的振动。为配合分析,厂 家提供了

最新文档 制作大口径ф450、ф500、ф630PE管弯头
格式:pdf
大小:36KB
页数:2P
人气:79
4.7

90°风管弯头2007-3-30 图号名称dr图号名称dr fgwt90-80弯头80*90°8080fgwt90-420弯头420*90°420420 fgwt90-90弯头90*90°9090fgwt90-450弯头450*90°450450 fgwt90-100弯头100*90°100100fgwt90-480弯头480*90°480480 fgwt90-110弯头110*90°110110fgwt90-500弯头500*90°500500 fgwt90-120弯头120*90°120120fgwt90-530弯头530*90°530530 fgwt90-130弯头130*90°130130fgwt90-550弯头550*90°550550
格式:pdf
大小:946KB
页数:4P
人气:79
4.6
大口径弯头挤压弯曲成形数值模拟分析 对挤压弯曲成形大口径弯头的变形过程进行了有限元模拟分析。对压扁工序和弯头成形工序分别进行建模和模拟,并对模拟结果进行了应力、应变分析和成形过程载荷分析。对影响弯头成形的关键区域——内弧和外弧区域进行了速度场分析。将模拟成形后的弯头与工厂实际生产的弯头相对比,成形情况良好。
格式:pdf
大小:203KB
页数:未知
人气:79
4.6
大口径海底管道水平弯头安装施工 西气东输二线深港支线求雨岭至大铲岛海底管道总长度为8.9km,在ac1处有个水平水平弯头,无法使用铺管船铺管完成,综合考虑水深、海况、周边障碍物及通航安全等因素,为了将难度和风险降到最低,采用铺管船吊装为主,辅助一艘全回转浮吊配合的方式,将海管吊装至水面安装连接的方法。本文介绍这种施工方法的工序及流程,充分利用sl901铺管船的舷吊有利条件,顺利完成施工,该方法具有风险小、效益高的特点。
格式:pdf
大小:522KB
页数:1P
人气:79
4.7
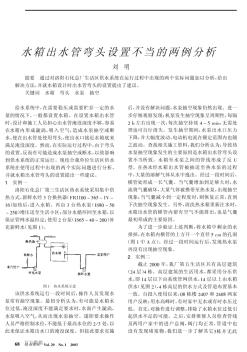
水箱出水管弯头设置不当的两例分析(20201022120357)
格式:pdf
大小:1.0MB
页数:8P
人气:79
4.5
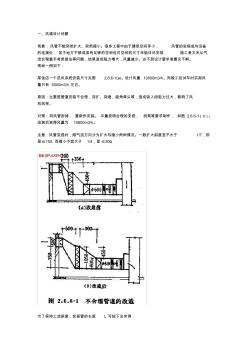
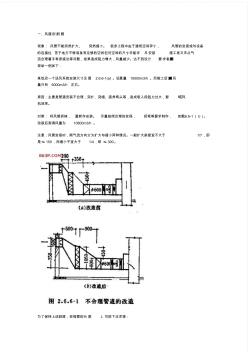
一、风道设计问题 现象:风管不能突然扩大、突然缩小。很多工程中由于建筑空间窄小,风管的变径或与设备 的连接处,苦于地方不够或虽有足够的空间但对空间的尺寸未能详尽安排,施工者又未从气 流合理着手考虑接法等问题,结果造成阻力增大,风量减少。达不到设计要求者屡见不鲜。 现举一例如下: 某饭店一个送风系统安装尺寸见图2.6.6-1(a)。设计风量10000m3/h。而竣工后试车时实测风 量只有6000m3/h左右。 原因:主要是管道安装不合理,突扩、突缩、直角弯头等,造成吸入段阻力过大,影响了风 机效率。 对策:将风管拆掉,重新作安装。尽量按照合理的变径,拐弯等要求制作,如图2.6.6-1(b)。 改装后测得风量为10800m3/h。 注意:风管变径时,顺气流方向分为扩大与缩小两种情况。一般扩大斜度宜不大于1/7,即 是≤150,而缩小不宜大于1/4,即≤300。
格式:pdf
大小:1.0MB
页数:8P
人气:79
4.7
精品文档 . 一、风道设计问题 现象:风管不能突然扩大、突然缩小。很多工程中由于建筑空间窄小,风管的变径或与设备 的连接处,苦于地方不够或虽有足够的空间但对空间的尺寸未能详尽安排,施工者又未从气 流合理着手考虑接法等问题,结果造成阻力增大,风量减少。达不到设计要求者屡见不鲜。 现举一例如下: 某饭店一个送风系统安装尺寸见图2.6.6-1(a)。设计风量10000m3/h。而竣工后试车时实测风 量只有6000m3/h左右。 原因:主要是管道安装不合理,突扩、突缩、直角弯头等,造成吸入段阻力过大,影响了风 机效率。 对策:将风管拆掉,重新作安装。尽量按照合理的变径,拐弯等要求制作,如图2.6.6-1(b)。 改装后测得风量为10800m3/h。 注意:风管变径时,顺气流方向分为扩大与缩小两种情况。一般扩大斜度宜不大于1/7,即 是≤150,而缩小不宜大于1/4
格式:pdf
大小:1.0MB
页数:8P
人气:79
4.6
一、风道设计问题 现象:风管不能突然扩大、突然缩小。很多工程中由于建筑空间窄小,风管的变径或与设备 的连接处,苦于地方不够或虽有足够的空间但对空间的尺寸未能详尽安排,施工者又未从气 流合理着手考虑接法等问题,结果造成阻力增大,风量减少。达不到设计要求者屡见不鲜。 现举一例如下: 某饭店一个送风系统安装尺寸见图2.6.6-1(a)。设计风量10000m3/h。而竣工后试车时 实测风量只有6000m3/h左右。 原因:主要是管道安装不合理,突扩、突缩、直角弯头等,造成吸入段阻力过大,影响了风 机效率。 对策:将风管拆掉,重新作安装。尽量按照合理的变径,拐弯等要求制作,如图2.6.6-1(b)。 改装后测得风量为10800m3/h。 注意:风管变径时,顺气流方向分为扩大与缩小两种情况。一般扩大斜度宜不大于1/7, 即是≤150,而缩小不宜大于1/4
格式:pdf
大小:22KB
页数:2P
人气:79
4.6

此文章由天津祥和无缝钢管销售有限公司整理http://www.***.***/022-84890035 此文章由天津祥和无缝钢管销售有限公司整理http://www.***.***/022-84890035 弯头标准有几种 时间:2010-9-410:24:04钢管天下【字号:大中小】 管件执行标准之日本标准: 标准号描述 jisb2311通用钢制对焊管件 jisb2312钢制对焊管件 jisb2313钢板制对焊管件 jisb2316钢制承插焊管件 管件执行标准之美国标准: 标准号描述 asme/ansib16.9工厂制造的锻钢对焊管件 asme/ansib16.11承插焊和螺纹锻造管件 asme/ansib16.28钢制对焊小半径弯头和回头弯 asmeb16.5管法兰和法兰配件
文辑创建者
我要分享 >
职位:岩土工程师现场负责人
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐