精品文献
钣金加工流程图
不锈钢钣金加工的工艺流程
不锈钢钣金加工的工艺流程 1、下料:下料方式有各种,主要有以下几种方式 ①. 剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低, 精度低于 0.2,但只能加工无孔无切角的条料或块料。 ②. 冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料 件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。 ③. NC 数控下料, NC 下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图 编写成 NC 数拉加工机床可识别的程式, 让其根据这些程式一步一刀在平板上冲裁各构形状 平板件,但其结构 受刀具结构所至,成本低,精度于 0.15。 ④. 镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同 NC 下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于 0.1. ⑤. 锯床:主要用下铝型材
钣金加工工艺
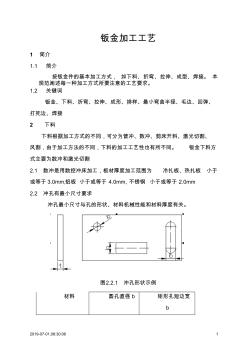
2019-07-01,08:30:06 1 钣金加工工艺 1 简介 1.1 简介 按钣金件的基本加工方式, 如下料、折弯、拉伸、成型、焊接。 本 规范阐述每一种加工方式所要注意的工艺要求。 1.2 关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2 下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。 钣金下料方 式主要为数冲和激光切割 2.1 数冲是用数控冲床加工,板材厚度加工范围为 冷扎板、热扎板 小于 或等于 3.0mm,铝板 小于或等于 4.0mm,不锈钢 小于或等于 2.0mm 2.2 冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1 冲孔形状示例 材料 圆孔直径 b 矩形孔短边宽 b 2019-07-01,08:30:06 2