精品文献
钣金旋梯展开计算
![钣金展开计算公式[1]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hwaAY3BcAAAgO_MgITg806.jpg)
钣金展开计算公式[1]
先说一个名词:折弯余量 折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下: 一个已成形的钣金折弯,它有三个尺寸:两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为 L1、L2,厚 度尺寸为 T,我们都已知道, L1+L2 是要大于展开长度 L的,它们的差值就是折弯余量,我定义为 K,那 么一个弯的展开尺寸 L=L1+L2-K 。 一般冷轧钢板的 K 值(条件: 90 度弯,标准折弯刀具 ) T=1.0 K=1.8 T=1.2 K=2.1 T=1.5 K=2.5 T=2.0 K=3.5 T=2.5 K=4.3 T=3.0 K=5.0 T=0.8 K=1.6 T=3.5 K=6.05 T=4.0 K=7 T=5.0 K=8 实例二: 实例三: 不规则折弯按 K因子 =0.5 ,直接用 AUTOCAD 画中性层测量。如有偏差再根据具体情况
钣金折弯展开系数计算
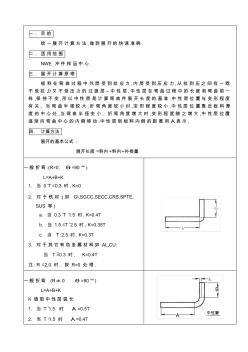
一 . 目的 统一展开计算方法 ,做到展 开的快速准确 . 二 . 适用范围 NWE 冲件样品中心 . 三 . 展开计算原理 板 料在弯 曲过程中 外层 受到拉 应力 ,内 层受到压应 力 ,从拉到 压之 间有一既 不 受拉 力又 不受压力的 过渡 层 --中性 层 ,中性层在弯曲过程中的长度和弯曲 前一 样 ,保 持不 变 ,所以 中性 层是计算弯曲件展 开长 度的 基准 .中性 层位 置与 变形 程度 有 关 , 当 弯曲半 径较 大 ,折 弯角 度较小时 ,变 形程度较小 ,中 性层 位 置靠 近板 料 厚 度 的中心处 ,当 弯曲 半 径变 小 , 折弯角度增 大时 ,变形程 度随 之增大 ,中 性层 位置 逐渐向弯曲中心的内侧移动 .中性层到板料内侧的距离用λ表示 . 四. 计算方法 展开的基本公式 : 展开长度 =料内+料内+补偿量 一般折弯 :(R=0, θ =90°