
2.塑料管电熔(承插、对接)连接工艺标准
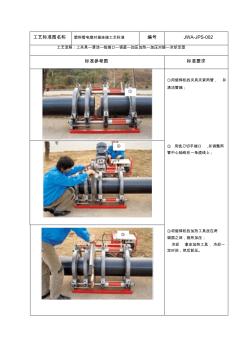
工艺标准图名称 塑料管电熔对接连接工艺标准 编号 JWA-JPS-002 工艺流程:上夹具—清洁—铣端口—调直—加压加热—加压对接—冷却定型 标准参考图 标准要求 ①用熔焊机的夹具夹紧两管, 并 清洁管端; ② 用铣刀切平端口 ,并调整两 管中心轴线在一条直线上; ③将熔焊机的加热工具放在两 端面之间,施热加压; 冷却 拿走加热工具, 冷却一 定时间,然后卸压。 ① ② ③ ④拿走加热工具, 加压对接一段 时间,待其冷却定型后泄压。 ⑤冷却定型,焊口形成一圈均匀 光滑的焊圈 , 熔接圈高度宜为 1mm-4mm,宽度宜为 4mm-8mm。 其它要求: 公称壁厚 (mm) 对接工艺 第一步:预热 第二步:熔融 第三步:切换 第四步:对接 预热压力: 0.15Mpa 预热温度 210+10℃ 压力: 0.01Mpa 预热温度 210+10℃ 焊接压力: 0.15Mpa 预热时卷边高度(
塑料管电熔(承插、对接)连接工艺标准
. 工艺标准图名称 塑料管电熔对接连接工艺标准 编号 JWA-JPS-002 工艺流程:上夹具—清洁—铣端口—调直—加压加热—加压对接—冷却定型 标准参考图 标准要求 ①用熔焊机的夹具夹紧两管, 并 清洁管端; ② 用铣刀切平端口 ,并调整两 管中心轴线在一条直线上; ③将熔焊机的加热工具放在两 端面之间,施热加压; 冷却 拿走加热工具, 冷却一 ① ② . 定时间,然后卸压。 ④拿走加热工具, 加压对接一段 时间,待其冷却定型后泄压。 ⑤冷却定型,焊口形成一圈均匀 光滑的焊圈 , 熔接圈高度宜为 1mm-4mm,宽度宜为 4mm-8mm。 其它要求: ③ ④ ⑤ . 公称壁厚 (mm) 对接工艺 第一步:预热 第二步:熔融 第三步:切换 第四步:对接 预热压力: 0.15Mpa 预热温度 210+10℃ 压力: 0.01Mpa 预热温度 210+10℃ 焊接压力: 0.15M
承插塑料管价格知识来自于造价通云知平台上百万用户的经验与心得交流。登录注册造价通即可以了解到相关承插塑料管价格 更新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。