精品文献
成型工艺
EPS制品成型工艺(精)
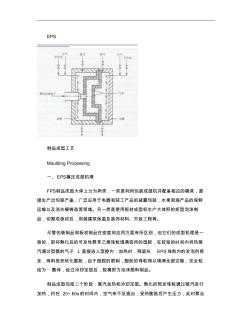
EPS 制品成型工艺 Moulding Processing 一、EPS模压成型机理 FPS制品成型大体上分为两类,一类是利用包装成型机并配备相应的模具,直 接生产出包装产晶,广泛应用于电器和轻工产品的减震包装,水果和海产品的保鲜 运输以及消失模铸造等领域。另一类是使用板材成型机生产大体积的矩型泡沫制 品,切割成板材后,用做建筑保温及装饰材料、市政工程等。 尽管包装制品和板材制品在密度和应用方面有所区别,但它们的成型机理是一 致的,即将熟化后的可发性聚苯乙烯珠粒填满密闭的型腔,在较短的时间内将热蒸 汽通过型壁的气孑 L 直接进入型腔内,加热时,残留在 EPS 珠粒内的发泡剂挥 发,珠料受热软化膨胀,由于型腔的限制,膨胀的珠粒得以填满全部空隙,完全粘 结为⋯整体,经过冷却定型后,脱模即为泡沫翅料制品。 制品成型包括二个阶段:蒸汽加热和冷却定型。熟化的预发珠粒通过蒸汽进行 加热,约在 20
JCOE钢管成型工艺
JCOE制造技术是上世纪 90 年代发展起来的一种焊管成型工艺, 该工艺 的主要成型过程是先将钢板铣边(或刨边)后经纵边预弯,再按 J 型→C型 →O型的顺序成型,每一步冲压均以三点弯曲为基本原理。由于是多道次渐 进压制成型,所以必须解决如下一些问题:如何确定模具形状、上模冲程 和下模间距,以及需要多少道次才能保证冲压出最合适的弯曲半径和最佳 的开口毛圆管坯。而这些问题又与钢板材质、不同钢板生产厂的具体力学 特性、钢管规格(直径和壁厚)有关,因而非常复杂。目前主要靠“试错 法”,即每当更换新规格或新钢种,就取一定数量的小样进行试压,摸索 出合适的冲压量。试错法比较可靠,但是效率比较低。由于工艺参数较多, 仅通过试错法就相当麻烦。为了获得一套成熟的工艺,甚至需要几个月的 试错过程。 螺旋管 螺旋管特点: 直缝焊管 生产工艺简单,生产效率高,成本低,发展较 快。螺旋焊管 的强度一般比直缝焊管高