精品文献
产品加工工艺流程图
产品工艺流程图
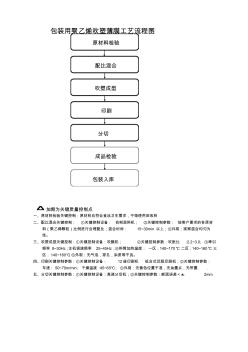
包装用聚乙烯吹塑薄膜工艺流程图 加粗为关键质量控制点 一、原材料检验关键控制:原材料应符合食品卫生需求,不得使用回收料 二、配比混合关键控制: ①关键控制设备: 自制混料机; ②关键控制参数: 按客户要求的各原材 料(聚乙烯颗粒)比例进行合理配比;混合时间: 15~30min 以上;③外观:观察混合均匀为 佳。 三、吹塑成型关键控制:①关键控制设备:吹膜机; ②关键控制参数:吹胀比 :2.2~3.0; ③牵引 频率 8~30Hz;主机调速频率 25~45Hz;④料筒加热温度: 一区:140~170℃ 二区:140~160℃ 三 区: 140~160℃;⑤外观:无气泡,穿孔,杂质等不良。 四、印刷关键控制参数:①关键控制设备: 12座印刷机 组合式凹版印刷机;②关键控制参数: 车速: 50~70m/min; 干燥温度 :45~65℃ ; ③外观:无套色位置不准,无油墨点,无带墨 . 五、分
产品工艺流程图
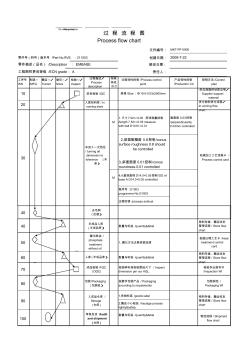
文件编号: 创建日期: 修改日期: 责任人: 工序号 /SN 制造◇ /MFG 搬运○/ Transit 储存△/ Store 检验□/ Inspect 特殊 特性 /S.C 过程特性控制 /Process control point 产品特性控制 /Production CC 控制方法 /Control plan 2,斜面粗糙度 0.8控制 /conus surface roughness 0.8 should be controlled 3,斜面圆度 0.01控制 /conus roundness 0.01 controlled 程序号 :O1003 programme No:O1003 过程防锈 /process antirust 40 40 数量与标签 /quantity&label 物料存储、搬运收发 管理流程