精品文献
电火花是如何产生的

电火花操作规程
电火花成型机床安全操作规程 1. 开机操作前,要穿好工作服,做好操作准备工作。 2. 电火花机床必须在专人指导下进行操作,不允许未经许可自行操作。 3. 在放电加工前, 应仔细安装好工件, 找正工具电极和工件的相对位置。 4. 电火花成型机床工作液为易燃煤油,必须配备干粉灭火器,以防运行 中发生火灾,并且操作者操作前必须掌握干粉灭火器的使用方法。 5. 工作油箱中的工作液面高度必须高出被加工工件 50mm以上,以防止 工作液着火燃烧。 6. 在放电加工过程中,严禁手或身体各部位触摸卡头和电极线。 7. 在操作过程中如发生意外,首先要按下操作面板上的红色急停按扭, 再拔下插头,检查事故原因, 待排除故障后再开机, 启动时间间隔不得小 于 50秒。 8. 操作过程中,进行移动操作时要特别小心,必须确认移动行程中没有 阻挡物,以防撞坏电极和工件,或造成移动轴伺服过载甚至损坏机床。 9. 火花成形
电火花加工的常用术语
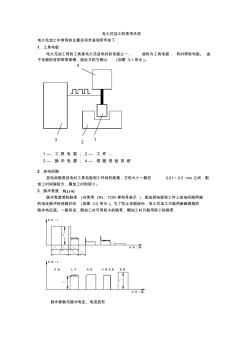
电火花加工的常用术语 电火花加工中常用的主要名词术语和符号如下: 1.工具电极 电火花加工用的工具是电火花放电时的电极之一, 故称为工具电极, 有时简称电极。 由 于电极的材料常常是铜,因此又称为铜公 (如图 3-1 所示 )。 2.放电间隙 放电间隙是放电时工具电极和工件间的距离,它的大小一般在 0.01~0.5 mm 之间,粗 加工时间隙较大,精加工时则较小。 3.脉冲宽度 ti(μs) 脉冲宽度简称脉宽 (也常用 ON、TON 等符号表示 ),是加到电极和工件上放电间隙两端 的电压脉冲的持续时间 (如图 3-2 所示 )。为了防止电弧烧伤,电火花加工只能用断断续续的 脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽 脉冲参数与脉冲电压、电流波形 4 123 1 — 工 具 电 极 ; 2 — 工 件 ; 3 — 脉 冲 电 源 ; 4 — 伺 服 进 给 系