精品文献
镀锌角铁价格
镀锌角铁焊接规范
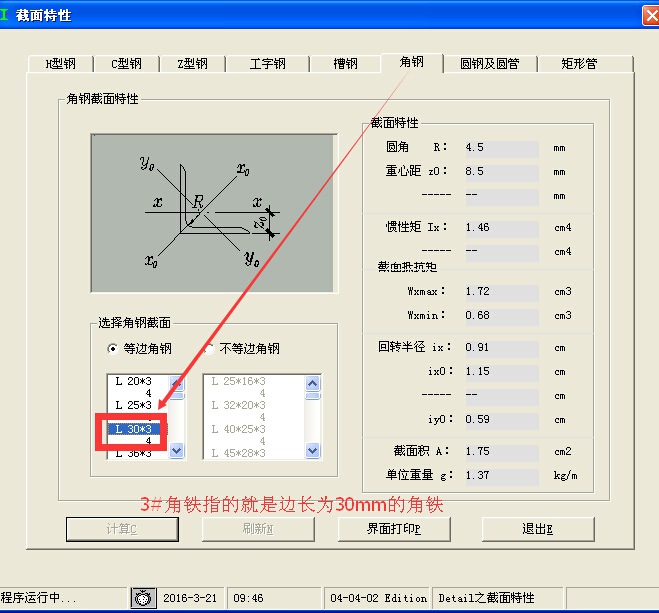
镀锌角铁焊接规范 篇一:角铁施工方案 一、 施工准备 1. 根据图纸设计要求部分 GRC构件内需要采用钢架结构。 2. 材料采用 50*50 镀锌角钢。 3. 主要机具:电焊机、砂轮切割机、电锤及现场施工手工 工具等。 二、作业条件 1. 熟悉图纸,对加工材料和安装工艺进行技术交底。 2. 在加工钢架前要熟悉图纸, 考虑和安装相结合进行焊接 钢架。 3. 焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一 致。 4. 焊接角度:根据两焊件的厚度确定,焊接角度有两个方 面,一是焊条与焊接前进方向的夹角为 60~75°;二是焊条 与焊接左右夹角有两种情况,当焊件厚度相等时,焊条与焊 件夹角均为 45°;当焊件厚度不等时, 焊条与较厚焊件一侧 夹角应大于焊条与较薄焊件一侧夹角。 5. 清渣:整条焊缝焊完后清除熔渣,经焊工自检(包括尺 寸和外观)确无问题后,方可转移地点继续施工。
热镀锌角码价格表格
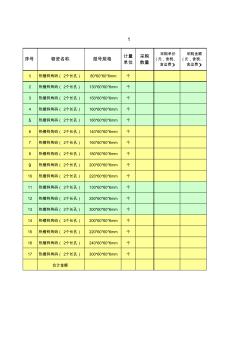
序号 物资名称 型号规格 计量 单位 采购 数量 采购单价 (元,含税、 含运费) 采购金额 (元,含税、 含运费) 1 热镀锌角码( 2个长孔) 80*60*60*6mm 个 2 热镀锌角码( 2个长孔) 130*60*60*6mm 个 3 热镀锌角码( 2个长孔) 150*60*60*6mm 个 4 热镀锌角码( 2个长孔) 160*60*60*6mm 个 5 热镀锌角码( 2个长孔) 180*60*60*6mm 个 6 热镀锌角码( 2个长孔) 140*60*60*6mm 个 7 热镀锌角码( 2个长孔) 160*60*60*6mm 个 8 热镀锌角码( 2个长孔) 180*60*60*6mm 个 9 热镀锌角码( 2个长孔) 200*60*60*6mm 个 10 热镀锌角码( 2个长孔) 220*60*60*6mm 个 11 热镀锌角码( 2个长孔) 130*60*60*6mm