精品文献
管道焊口的煤油渗透
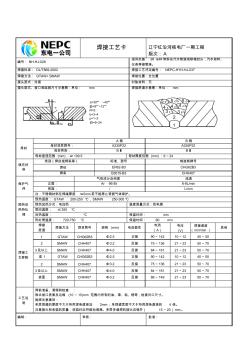
管道焊口焊接工艺卡
焊接工艺卡 辽宁红沿河核电厂一期工程 版次: A 编号: NH-HJ-028 适用范围: 3# &4#常规岛汽水管道或联箱封头,汽水取样、 仪表等接管座。 焊接标准: DL/T869-2002 焊接工艺评定编号: NEPC-HYH-HJ-037 焊接方法: GTAW+ SMAW 焊接位置:全位置 接头型式:对接 衬垫材料:无 接头型式、坡口和组装尺寸示意图:单位: mm a=30° ~40° β=8°~12° R=5 b=3~4 p=1~2 δ=9~24 R 焊接层道示意图:单位: mm 1 2 3 1 3 2 4 1 4 2 4 3 5 1 5 2 5 3 母材 A 侧 B 侧 母材材质牌号: A335P22 A335P22 母材类别: BⅠ BⅠ 母材直径范围 (mm):≥ 109.5 母材厚度范围 (mm):9~24 填充材 料 类别(焊丝或焊条等) 标准、型号 制造商
管道焊口保温技术要求
焊口保温管接头施工技术要求 ⑴管口找正,保持同心,为防止焊接时飞溅的焊渣烧坏保温管, 须用苫布或胶皮布覆盖工作点两侧各 500mm的保温管。 ⑵焊口须经水压试验或探伤检查合格后, 再按不同的外套管形式 进行外套管的连接。 ⑶安装过程必需保持管端保温层始终处于干燥状态, 作好防水保 护,严禁保温层受潮。 ⑷使用特制设备锯掉连接两端保温管管头各 50mm宽的外套管 (如采用焊接套管)。 ⑸对于不同的管接头,按生产制造厂家的要求及说明进行安装, 并要求使用不同的专用工具 (例如对焊式接头采用自动焊接机对管接 头径向焊缝进行焊接, 同时将轴向焊缝焊上, 对于套袖式接头需使用 喷灯等工具加热后粘接)连接,然后钻出发泡用的小孔,对接头的严 密性进行试压,试验压力为 0.02Mpa,持续 5~10min 用肥皂水涂在 接缝处,检查无漏气现象为合格。 合格后用移动发泡机进行现场发泡, 发泡完成后,再将小孔
