精品文献
钢筋对接焊接技术

对接焊接接头超声波检测工艺规程
对接焊接接头超声波检测工艺规程 1. 0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1 本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为 6mm~400mm全熔化焊对接焊接接着的超声波检测; b) 管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径< Φ159mm的焊接接头、内径≤ Φ200mm的管座角焊缝的 超声波检测; c)外径<Φ250mm或内外径之比小于 80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据 JB/T4730-2005.3《承压设备无损检测》编制; 2.2 本程序参照 GB11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和
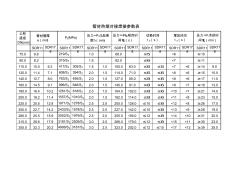
管材热熔对接焊接参数表
公称 直径 DN(mm) SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 SDR11 SDR17. 6 75.0 6.8 219/S2 1.0 68.0 ≤5 <6 ≥10 90.0 8.2 315/S2 1.5 82.0 ≤6 <7 ≥11 110.0 10.0 6.3 417/S2 305/S2 1.5 1.0 100.0 63.0 ≤6 ≤5 <7 <6 ≥14 9.0 125.0 11.4 7.1 608/S2 394/S2 2.0 1.5 114.0 71.0 ≤6 ≤6 <8 <6 ≥15 10.0 140.0 12.7 8.0 763/S2 495/S2 2.0 1.5 127.0 80.0 ≤8 ≤6 <8 <6 ≥17 11.0 160.0