精品文献
钢结构安装和拼装问题
钢结构安装和校正
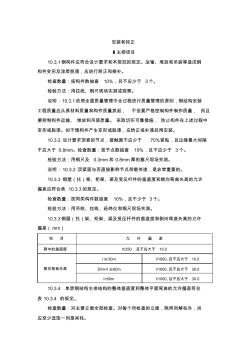
安装和校正 Ι主控项目 10.3.1钢构件应符合设计要求和本规范的规定。运输、堆放和吊装等造成钢 构件变形及涂层脱落,应进行矫正和修补。 检查数量:按构件数抽查 10%,且不应少于 3个。 检验方法:用拉线、钢尺现场实测或观察。 说明:10.3.1依照全面质量管理中全过程进行质量管理的原则,钢结构安装 工程质量应从原材料质量和构件质量抓起, 不但要严格控制构件制作质量, 而且 要控制构件运输、 堆放和吊装质量。 采取切实可靠措施, 防止构件在上述过程中 变形或脱漆。如不慎构件产生变形或脱漆,应矫正或补漆后再安装。 10.3.2 设计要求顶紧的节点,接触面不应少于 70%紧贴,且边缘最大间隙 不应大于 0.8mm。检查数量:按节点数抽查 10%,且不应少于 3个。 检验方法:用钢尺及 0.3mm和 0.8mm厚的塞尺现场实测。 说明: 10.3.2 顶紧面与否直接影响节点荷载传递,是非常重要
钢结构安装中的稳定问题与连接问题
钢结构制作工序说明: 1.材料检验:根据设计文件和规范要求检验主体材料及辅助材料的力学指标、 化学成分、工艺性能、几何尺寸及外形。 2.材料堆放:将合格的钢材按品种、钢号、规格分类堆放,垫平、垫高,防止 积水和变形。 3.放样:根据审核后的施工图, 以 1:1 的比例绘出零件实样, 并制作成轻而不 易变形的样板。放样应根据工艺要求预留制作安装时的加工余量。 4.材料矫正:通过外力和加热作用,迫使已发生变形的钢材反变形,以使材料 平直。 5.号料:以样板为依据,在原材料上划出实样,并打上各种加工记号。 6.切割:将号料后的钢板、型钢按要求的形状和尺寸下料。常用的切割方法有 机械切割、气割、等离子切割等。 7.成形:成形可分热成形和冷成形两大类。按具体成形目的又可分为弯曲、卷 板、折边和模压四种成形方法。 8.边缘加工:为消除切割造成的边缘硬化而刨边,为保证焊缝质量而刨或铣坡 口,为保证装配的