精品文献
钢结构的施工工艺
Z钢结构的施工工艺流程
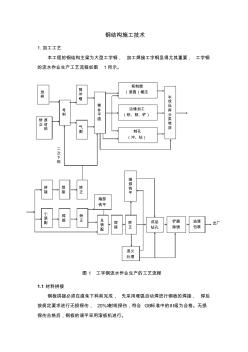
钢结构施工技术 1.加工工艺 本工程的钢结构主梁为大型工字钢, 加工焊接工字钢显得尤其重要, 工字钢 的流水作业生产工艺流程如图 1所示。 图 1 工字钢流水作业生产的工艺流程 1.1 材料拼接 钢板拼接必须在直条下料前完成, 先采用埋弧自动焊进行钢板的焊接, 焊后 按规定要求进行无损探伤, 20%X射线探伤,符合 GB标准中的Ⅲ级为合格。无损 探伤合格后,钢板的调平采用滚板机进行。 放 样 原 材 料 矫 正 号 料 剪 冲 锯 气 割 零 件 平 直 半 成 品 库 分 类 堆 放 二 次 下 料 拼 接 焊 接 矫 正 小 装 配 焊 接 矫 正 端部 铣平 总 装 配 焊 接 矫 正 端 部 铣 平 成品 钻孔 铲磨 除锈 油漆 包装 退火 处理 出厂 弯制煨 (滚圆)模压 边缘加工 (铣、刨、铲) 制孔 (冲、钻) 钢板对接接头预放收缩量: 板厚δ8~16 mm时, 为 1.5

中九钢结构的施工工艺流程
钢结构施工技术 1.加工工艺 本工程的钢结构主梁为大型 H型钢,加工焊接 H型钢显得尤其重要, H型钢的流水作业 生产工艺流程如图 1所示。 图 1 工字钢流水作业生产的工艺流程 1.1 材料拼接 钢板拼接必须在直条下料前完成, 先采用埋弧自动焊进行钢板的焊接, 焊后按规定要求 进行无损探伤, 20%X射线探伤,符合 GB标准中的Ⅲ级为合格。无损探伤合格后,钢板的调 平采用滚板机进行。 放 样 原 材 料 矫 正 号 料 剪 冲 锯 气 割 零 件 平 直 半 成 品 库 分 类 堆 放 二 次 下 料 拼 接 焊 接 矫 正 小 装 配 焊 接 矫 正 端部 铣平 总 装 配 焊 接 矫 正 端 部 铣 平 成品 钻孔 铲磨 除锈 油漆 包装 退火 处理 出厂 弯制煨 (滚圆)模压 边缘加工 (铣、刨、铲) 制孔 (冲、钻) 钢板对接接头预放收缩量: 板厚δ8~16 mm时, 为 1.
