精品文献
厚板焊接防变形措施
 球形储罐赤道板与支柱焊接防变形工艺
球形储罐赤道板与支柱焊接防变形工艺
球形储罐赤道板与支柱焊接防变形工艺
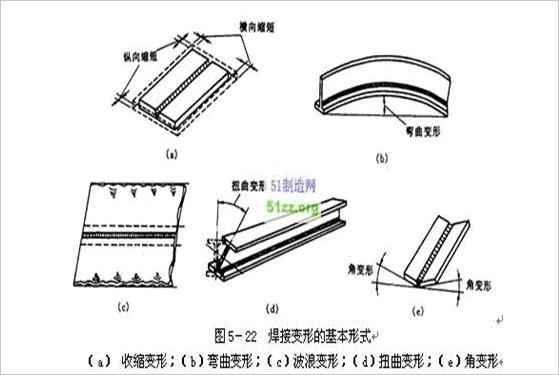
在石油、化工、能源、环保、轻工、制药及食品等行业广泛应用的球形储罐,其支柱和不对称赤道板在焊接过程中会发生较大的焊接变形,是影响球形储罐球片曲率不达标的重要原因。从解决球形储罐球片曲率超标难点入手,设计了一款防变形夹具,阐述了防变形夹具的主要结构和工作原理,以及应用和推广价值。
厚板焊接
厚板焊接 1 厚板焊接工艺 由于材料为低合金结构钢,含有少量的合金元素,淬硬倾向大,焊接性差,焊缝中 极易出现裂纹,因此厚板焊接是本工程的一大难题,为防止焊接缺陷的产生,除遵循上 述“焊接通则”要求外,特制定如下工艺措施: (1) 焊接材料 ①选择强度、塑性、韧性相同的焊接材料,并且焊前要进行工艺评定试验,合格后 方可正式焊接,焊接材料选择低氢型焊接材料。 ②CO2气体保护焊:选用药芯焊丝 E71T-1或 ER50-6。 CO2气体: CO2含量 (V/V) 不得低于 99.9%,水蒸气与乙醇总含量 (m/m)不得高于 0.005%,并不得检出液态水。 ③手工电弧焊时:选用焊条为 E50型, 焊接材料烘干温度如下所示: 焊接材料牌号 使用前烘焙条件 使用前存放条件 焊条 E50型 350-400℃;2h 100-150℃ (2) 焊前预热 ①为减少内应力,防止裂纹,改善焊缝性能,母材焊接前