精品文献
焊缝超声波探伤仪
焊缝超声波探伤(第三节焊缝超声波探伤定位)
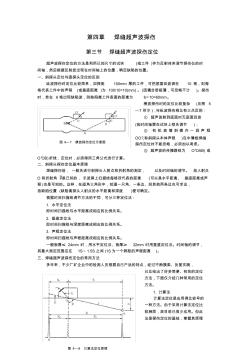
第四章 焊缝超声波探伤 第三节 焊缝超声波探伤定位 超声波探伤定位的方法是利用已知尺寸的试块 (或工件 )作为反射体来调节探伤仪的时 间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。 一、斜探头定位与直探头定位的区别 纵波探伤时定位比较简单,如探测 100mm 厚的工件,可把底面回波调在 10 格,则每 格代表工件中的声程 (或垂直距离 )为 100/10=10(mm) 。 (因耦合层极薄,可忽略不计 )。探伤 时,若在 6格出现缺陷波,则缺陷离工件表面的距离为 6×10=60mm。 横波探伤时的定位比较复杂 (见图 5 –7 所示 ),与纵波探伤相比有三点区别: ① 超声波射到底面时无底面回波 (故时间轴需在试块上预先调节 ); ② 有 机 玻 璃 斜 楔 内 一 段 声 程 OO (称斜探头本体声程 )在中薄板焊缝 探伤定位时不能忽略,必须加以考虑。 ③ 超声波的传播路线为

超声波探伤仪使用说明汇总
◆武汉中科创新技术股份有限公司 ◆ 1 HS620数字式超声波探伤仪简介 ◆武汉中科创新技术有限公司 ◆2 目 录 一、 HS620数字式超声波探伤仪简介 .......................................... 4 1.1 本机特点 ........................................................................................................................ 4 1. 2 主要技术参数 ............................................................................................................... 4 1.3 仪器主要部件名称 .